CN113731835B - Quality inspection system for automobile crankshaft - Google Patents
Quality inspection system for automobile crankshaft Download PDFInfo
- Publication number
- CN113731835B CN113731835B CN202011210918.0A CN202011210918A CN113731835B CN 113731835 B CN113731835 B CN 113731835B CN 202011210918 A CN202011210918 A CN 202011210918A CN 113731835 B CN113731835 B CN 113731835B
- Authority
- CN
- China
- Prior art keywords
- conveying
- workpiece
- tray
- conveying device
- quality inspection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/02—Measures preceding sorting, e.g. arranging articles in a stream orientating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/36—Sorting apparatus characterised by the means used for distribution
Landscapes
- Automatic Assembly (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
Abstract
The invention discloses a quality inspection system of an automobile crankshaft, which comprises a synchronous carrying device, a workpiece transfer device, a workpiece placing table, a carrying manipulator, a workpiece storage rack, a quality inspection conveying device and an electric control device, wherein the synchronous carrying device, the workpiece transfer device, the workpiece placing table, the carrying manipulator, the workpiece storage rack, the quality inspection conveying device and the electric control device are sequentially arranged; the quality inspection system for the automobile crankshaft is adaptively designed according to the characteristics of the automobile crankshaft, and compared with a manual conveying mode, the conveying mode is high in automation degree and conveying efficiency, high-efficiency inspection by quality inspectors is facilitated, the productivity is better improved, and the automobile manufacturing industry is promoted to reform and develop towards the direction of industry 4.0.
Description
The application is a divisional application of patent applications with the patent application numbers of "202010458278.9", the application date of "27/05/2020", and the name of "a quality inspection system for automobile crankshafts".
Technical Field
The invention relates to the field of automobile crankshaft quality inspection equipment, in particular to a quality inspection system of an automobile crankshaft.
Background
With the improvement of living standard of people and the convenience of traffic roads, the market demand of automobiles is increasing day by day, automobile crankshafts are important parts of automobile engines, and automobile crankshaft finished products which are just produced cannot be directly loaded because the finished products are not subjected to quality inspection. Generally, the finished automobile crankshafts are conveyed to a workpiece storage rack for storage in a manual conveying mode, then the finished automobile crankshafts are placed on a quality inspection table one by one in a manual conveying mode for appearance quality inspection, and the finished automobile crankshafts are conveyed to a loading position if the finished automobile crankshafts are inspected to be qualified.
The mode of realizing warehousing and storage of workpieces and loading and unloading in quality inspection by manual transportation has the problems of low transportation efficiency, high labor cost, high labor intensity of manual transportation and the like; in order to better improve the productivity and save the labor force, an automobile production line is gradually transformed towards the intelligent production direction, so that a quality inspection system which has high automation degree, high carrying efficiency and convenience in quality inspection needs to be researched and developed urgently.
Disclosure of Invention
In view of the defects of the prior art, the invention aims to provide a quality inspection system for an automobile crankshaft, which aims to improve the automation degree of automobile crankshaft quality inspection equipment, improve the conveying efficiency and facilitate the high-efficiency quality inspection.
In order to achieve the purpose, the invention adopts the following technical scheme:
the quality inspection system of the automobile crankshaft comprises a synchronous carrying device, a workpiece transfer device, a workpiece placing table, a carrying manipulator, a workpiece storage rack, a quality inspection conveying device and an electric control device, wherein the workpiece placing table, the carrying manipulator, the workpiece storage rack, the quality inspection conveying device and the electric control device are arranged on the periphery of the workpiece transfer device in sequence; the synchronous conveying device is used for enabling workpieces on the device to synchronously move and convey the workpieces to a blanking station of the device one by one, and the workpiece transferring device is used for clamping the workpieces on the blanking station of the synchronous conveying device and transferring the workpieces to a workpiece placing table; the conveying manipulator is used for conveying the workpieces on the workpiece placing table to the workpiece storage rack and conveying the workpieces on the workpiece storage rack to the quality inspection conveying device; the quality inspection conveying device is used for performing quality inspection on workpieces of different types and classifying and caching the workpieces; the synchronous carrying device, the workpiece transfer device, the carrying manipulator and the quality inspection conveying device are electrically connected with the electric control device, and the electric control device controls the synchronous carrying device, the workpiece transfer device, the carrying manipulator and the quality inspection conveying device to work.
The synchronous carrying device comprises a first rack, a carrying rack arranged on the first rack, a conveying mechanism and a first motor; the conveying mechanism comprises a driving chain wheel, a driven chain wheel and a chain wound on the driving chain wheel and the driven chain wheel; the conveying frame is provided with a rotating shaft, the head of the rotating shaft is in transmission connection with the chain through a connecting piece, and the output end of the first motor is in transmission connection with the driving chain wheel; the first motor is used for driving the driving chain wheel so as to drive the connecting piece on the chain to move in a kidney-shaped track, two or more groups of supporting parts are arranged on the conveying frame, and the top of the first frame is provided with a bearing seat matched with each group of supporting parts.
The synchronous carrying devices are arranged in parallel, a workpiece transferring device is arranged at the blanking end of each synchronous carrying device, a passageway is arranged between the two synchronous carrying devices, and each workpiece transferring device comprises a second rack crossing the passageway, a first guide rail arranged at the top of the second rack and extending along the length direction of the second rack, a transferring frame arranged on the first guide rail in a sliding manner, a carrying disc arranged on the transferring frame, and a driving device for driving the transferring frame to move; the driving device comprises a second motor, a torque limiter arranged at the output end of the second motor, a driving belt wheel arranged on the torque limiter, a driven belt wheel rotatably arranged on the second frame and a synchronous belt wound on the driving belt wheel and the driven belt wheel; the synchronous belt is fixedly connected with the transfer rack.
The workpiece transfer device comprises a first chassis, a rotary table, a third motor, a linear driving mechanism, a connecting frame and a gripper, wherein the rotary table is rotatably arranged on the first chassis, the third motor is used for driving the rotary table to rotate, the linear driving mechanism is arranged on the rotary table, the connecting frame is connected with the output end of the linear driving mechanism, and the gripper is arranged on the connecting frame; the gripper comprises a first mounting plate, a clamping mechanism and a workpiece stabilizing mechanism, wherein the clamping mechanism and the workpiece stabilizing mechanism are arranged on the first mounting plate; the linear driving mechanism is used for driving the connecting frame and the components on the connecting frame to move along the vertical direction.
The quality inspection conveying device comprises a feeding conveying device, a side pulling conveying device, a quality inspection platform, a lifting conveying device, a first transfer conveying device, a buffer conveying device, a second transfer conveying device and a discharging conveying device; the feeding and conveying device is used for identifying the type and the placing posture of the tray and conveying the tray loaded with the workpiece forwards; the side pulling conveying device is used for guiding the tray to be pulled to the quality inspection platform in the side direction; the quality inspection platform is used for carrying out qualified inspection on the workpiece; the lifting conveying device is used for carrying out pairing identification on qualified products and the trays and conveying the trays with the qualified products to the first transfer conveying device; the number of the buffer conveying devices is two or more, the buffer conveying devices are arranged in parallel, and each buffer conveying device can buffer a plurality of qualified products; the first transfer conveying device is used for conveying the trays with the qualified products to the corresponding cache conveying devices to realize classified cache; the second transfer conveying device is used for conveying the trays with the qualified products in the buffer conveying device to the blanking conveying device; the blanking conveying device is used for conveying the tray loaded with the qualified products to the carrying trolley.
The feeding and conveying device comprises a third rack, a first roller way conveying mechanism arranged on the third rack, and a first induction assembly and a first blocking mechanism which are arranged on the first roller way conveying mechanism; each tray is provided with an identification module arranged at a preset position, and the first induction assembly is used for inducing the arrangement position of the identification module on the tray and feeding back an induction signal to the electric control device; the first blocking mechanism is used for blocking the tray from being conveyed forwards.
The quality inspection platform comprises a fifth rack, a transportation panel and a bottom plate which are arranged on the fifth rack, and a first lifting mechanism arranged on the bottom plate, wherein the transportation panel is positioned above the bottom plate, the first lifting mechanism comprises a second mounting plate, a lifting arm arranged on the second mounting plate, and a first cylinder used for driving the second mounting plate to vertically move relative to the bottom plate, the lifting arm is used for lifting a workpiece placed on the transportation panel, the lifting arm comprises a support arm fixedly arranged on the second mounting plate and a positioning structure arranged at the free end of the support arm, the positioning structure comprises two positioning wheels fixedly arranged on the side of the support arm, and a V-shaped bearing station is formed between the two positioning wheels.
The lifting conveying device comprises a lifting frame, a second bottom frame, a second lifting mechanism arranged on the second bottom frame, and a third roller way conveying mechanism arranged on the lifting frame, wherein the second lifting mechanism is used for driving the lifting frame to vertically move relative to the second bottom frame; the third roller conveying mechanism is provided with a lifting thrust mechanism, the third roller conveying mechanism is provided with a second induction assembly and a third induction assembly, and the second induction assembly is used for inducing the arrangement position of the identification module on the tray and feeding back an induction signal to the electric control device; the third sensing assembly is used for identifying the type of the workpiece; the lifting thrust mechanism is used for preventing the tray from being conveyed forwards.
The first transfer conveying device and the second transfer conveying device respectively comprise a base, a sliding frame arranged at the top of the base in a sliding mode, a transfer upper roller conveying mechanism, a transfer lower roller conveying mechanism and a sliding frame driving mechanism, wherein the transfer upper roller conveying mechanism and the transfer lower roller conveying mechanism are arranged on the sliding frame; the shifting upper roller way conveying mechanism is positioned above the shifting lower roller way conveying mechanism, a second blocking mechanism for blocking the forward conveying of the tray is arranged on the shifting upper roller way conveying mechanism of the first shifting conveying device, and a third blocking mechanism for blocking the forward conveying of the tray is arranged on the shifting upper roller way conveying mechanism of the second shifting conveying device; the sliding frame driving mechanism is used for driving the sliding frame to horizontally move towards the direction vertical to the conveying direction of the workpieces.
Every buffer memory conveyor includes sixth frame, sets up roller conveyor under roller conveyor constructs, the buffer memory in the sixth frame, roller conveyor constructs under the buffer memory is located the top of roller conveyor constructs under the buffer memory on the buffer memory, be equipped with a plurality of last buffer memory stations on the roller conveyor constructs on the buffer memory, the last buffer memory station that is closest to roller conveyor constructs the output on the buffer memory is first buffer memory station, and both sides are equipped with fourth barrier mechanism and fifth barrier mechanism respectively around first buffer memory station, and fourth barrier mechanism is used for blockking the tray on the first buffer memory station and carries forward, fifth barrier mechanism is used for blockking the tray that is located the buffer memory station of first buffer memory station rear side and carries forward.
Has the advantages that:
the invention provides a quality inspection system of an automobile crankshaft, wherein an automobile crankshaft finished product is placed on a feeding station of a synchronous conveying device through a hoisting device, if no workpiece exists on a blanking station of the synchronous conveying device, the synchronous conveying device synchronously conveys all the workpieces placed on the device forwards in a mode of a plurality of conveying cyclic actions, and each conveying cyclic action enables the workpiece to move forwards for a preset distance until the workpiece exists on the blanking station of the device; then the workpiece transfer device clamps the workpieces on the blanking station and transfers the workpieces to the workpiece placing table, and the carrying manipulator clamps the workpieces on the workpiece placing table and carries the workpieces to a corresponding workpiece storage rack according to the types of the workpieces to realize warehousing and storage; the empty tray is returned from the feeding position of the quality inspection conveying device, the automobile crankshafts of the corresponding types are clamped onto the empty tray by the carrying manipulator according to the type of the empty tray, then the tray loaded with the workpieces is conveyed onto the quality inspection platform for appearance quality inspection, and classification and caching are carried out according to the types of qualified products to wait for the carrying trolley to be carried to a loading position. Therefore, the quality inspection system for the automobile crankshaft is adaptively designed according to the characteristics of the automobile crankshaft, and compared with a manual conveying mode, the conveying mode is high in automation degree and conveying efficiency, high-efficiency inspection by quality inspectors is facilitated, the capacity is better improved, and the automobile manufacturing industry is promoted to reform and develop towards the direction of industry 4.0.
Drawings
Fig. 1 is a top view of a quality inspection system according to the present invention.
Fig. 2 is a front view of a quality inspection system according to the present invention.
Fig. 3 is a perspective view of a synchronous transfer device in the quality inspection system according to the present invention 1.
Fig. 4 is a partially enlarged view of the area M1 in fig. 3.
Fig. 5 is a perspective view of a synchronous carrying device in the quality inspection system according to the present invention 2.
Fig. 6 is a partially enlarged view of the area M2 in fig. 5.
Fig. 7 is a schematic structural diagram 1 of the quality inspection system according to the present invention, in which the load-bearing seat is omitted from the synchronous carrying device.
Fig. 8 is a schematic structural diagram of the quality inspection system according to the present invention, in which the load-bearing seat of the synchronous carrying device is omitted, as shown in fig. 2.
Fig. 9 is a perspective view of a workpiece transfer device in the quality inspection system according to the present invention.
Fig. 10 is a perspective view of a workpiece transfer device in the quality inspection system according to the present invention.
Fig. 11 is a partially enlarged view of the area M3 in fig. 10.
Fig. 12 is a schematic structural diagram of a crank shaft of an engine with a gripper gripping 2.0L in the quality inspection system provided by the invention.
Fig. 13 is a schematic structural diagram of a crank shaft of an engine with a gripper gripping 2.5L in the quality inspection system provided by the invention.
FIG. 14 is a perspective view of a quality control conveying apparatus in the quality control system according to the present invention.
Fig. 15 is a perspective view of a feeding and conveying device in the quality inspection system according to the present invention.
Fig. 16 is a partially enlarged view of the area M4 in fig. 15.
Fig. 17 is a schematic structural diagram of a roller conveying mechanism in the quality inspection system provided by the present invention.
Fig. 18 is a perspective view of a tray in the quality inspection system according to the present invention.
Fig. 19 is a plan view of a first tray in the quality inspection system according to the present invention.
Fig. 20 is a top view of a second tray in the quality inspection system according to the present invention.
Fig. 21 is a plan view showing that the first tray is placed on the feeding conveyor in a correct posture in the quality inspection system according to the present invention.
Fig. 22 is a top view of the first tray placed upside down on the feeding conveyor in the quality inspection system according to the present invention.
Fig. 23 is a plan view showing that the second tray is placed on the feeding conveyor in a correct posture in the quality inspection system according to the present invention.
Fig. 24 is a plan view of the second tray placed upside down on the feeding conveyor in the quality inspection system according to the present invention.
Fig. 25 is a perspective view of a quality inspection stage in the quality inspection system according to the present invention.
Fig. 26 is a perspective view of a quality inspection stage inspecting a workpiece in the quality inspection system according to the present invention.
Fig. 27 is a perspective view of a lifting/lowering conveyor in the quality inspection system according to the present invention.
Fig. 28 is a plan view showing a first tray placed on the elevating conveyor in a correct posture in the quality inspection system according to the present invention.
Fig. 29 is a plan view of the first tray placed upside down on the elevation transport unit in the quality inspection system according to the present invention.
Fig. 30 is a plan view showing that the second tray is correctly placed on the elevating conveyor in the quality inspection system according to the present invention.
Fig. 31 is a plan view of the second tray placed upside down on the elevating conveyor in the quality inspection system according to the present invention.
Fig. 32 is a perspective view of the first transfer conveyor and the second transfer conveyor in the quality inspection system according to the present invention.
Fig. 33 is a perspective view of a buffer conveying device in the quality inspection system according to the present invention.
Fig. 34 is a partially enlarged view of the region M5 in fig. 33.
Fig. 35 is a top view of the buffer-storage roller-feeding mechanism in the quality inspection system according to the present invention.
Fig. 36 is a perspective view of a blanking conveying device in the quality inspection system according to the present invention.
Detailed Description
The invention provides a quality inspection system for an automobile crankshaft, which is described in further detail below by referring to the accompanying drawings and embodiments in order to make the purpose, technical scheme and effect of the invention clearer and clearer. It should be understood that the specific embodiments described herein are merely illustrative of the invention and do not limit the scope of the invention.
As used herein, front means the direction in which each apparatus is carrying an advancing workpiece, and front and back are reversed.
Referring to fig. 1-36, the present invention provides a quality inspection system for automobile crankshafts, which comprises a synchronous carrying device 1, a workpiece transferring device 2, a workpiece placing table 20 arranged at the periphery of the workpiece transferring device, a carrying manipulator 41, a workpiece storage rack 42, a quality inspection conveying device 5 and an electric control device, which are arranged in sequence; the synchronous carrying device 1 is used for enabling workpieces on the device to synchronously move and carrying the workpieces to a blanking station of the device one by one, and the workpiece transferring device 2 is used for clamping the workpieces on the blanking station of the synchronous carrying device and transferring the workpieces to the workpiece placing table 20; the transport robot 41 is configured to transport the workpiece on the workpiece placement table 20 to the workpiece storage rack 42 and to transport the workpiece on the workpiece storage rack 42 to the quality inspection conveyor 5; the quality inspection conveying device 5 is used for performing quality inspection on workpieces of different types and performing classified caching; the synchronous carrying device, the workpiece transfer device, the carrying manipulator and the quality inspection conveying device are electrically connected with the electric control device, and the electric control device controls the synchronous carrying device, the workpiece transfer device, the carrying manipulator and the quality inspection conveying device to work.
During operation, as shown in fig. 1, 2 and 5, finished automobile crankshaft products are placed on a loading station 61 of a synchronous conveying device 1 through a hoisting device, if no workpiece exists on a blanking station 62 of the synchronous conveying device 1, the synchronous conveying device 1 synchronously conveys all the workpieces placed on the device forwards in a mode of a plurality of conveying cyclic actions, and each conveying cyclic action enables the workpiece to move forwards for a preset distance until the workpiece exists on the blanking station 62 of the device; then the workpiece transfer device 2 clamps the workpieces on the blanking station 62 and transfers the workpieces to the workpiece placing table 20, and the carrying manipulator 41 clamps the workpieces on the workpiece placing table 20 and carries the workpieces to the corresponding workpiece storage rack 42 according to the types of the workpieces to realize warehousing and storage; and feeding back an empty tray from the feeding position of the quality inspection conveying device 5, clamping the automobile crankshafts of the corresponding type onto the empty tray by a carrying manipulator according to the type of the empty tray, conveying the tray loaded with the workpieces onto a quality inspection platform for appearance quality inspection, classifying and caching the tray according to the type of qualified products, and waiting for the carrying trolley to be carried to a loading position. Therefore, the quality inspection system for the automobile crankshaft is adaptively designed according to the characteristics of the automobile crankshaft, and compared with a manual conveying mode, the conveying mode is high in automation degree and conveying efficiency, high-efficiency inspection by a quality inspector is facilitated, the productivity is better improved, and the improvement and development of the automobile manufacturing industry to the industrial 4.0 direction are promoted.
The electric control device comprises a PLC controller and a related control circuit.
In one embodiment, as shown in fig. 3, the synchronous handling device 1 includes a first frame 11, a handling frame 12 disposed on the first frame 11, a conveying mechanism 13, and a first motor 131; the conveying mechanism 13 comprises a driving sprocket 132, a driven sprocket 133 and a chain 134 wound on the driving sprocket 132 and the driven sprocket 133; the conveying frame 12 is provided with a rotating shaft 135, the head of the rotating shaft 135 is in transmission connection with the chain through a connecting piece 136, and the output end of the first motor 131 is in transmission connection with the driving sprocket 132; the first motor 131 is used for driving the driving sprocket 132 to drive the connecting member 136 on the chain to move in a kidney-shaped track, two or more sets of supporting portions 14 are arranged on the carrying frame 12, and the top of the first frame 11 is provided with a bearing seat 15 adapted to each set of supporting portion 14.
For convenience of illustration, as shown in fig. 4, the chain 134 is composed of an upper chain segment 1341 and a lower chain segment 1342 horizontally disposed up and down, and a first arc-shaped chain segment 1343 and a second arc-shaped chain segment 1344 connecting the ends of the upper chain segment 1341 and the lower chain segment 1342, respectively. First arcuate chain segment 1343 is closer to loading station 61 and second arcuate chain segment 1344 is closer to unloading station 62. In order to avoid interference between the supporting part 14 and the crankshaft, the connecting part 136 is initially located on the lower chain segment 1342, and the supporting part 14 is lower than the bearing seat 15. Two ends of the frame are provided with a feeding station 61 (namely the position of the carrier seat 15 positioned at the most upstream) and a discharging station 62 (namely the most downstream position that the supporting part 14 positioned at the most downstream can reach), if the workpiece 8 on the discharging station 62 does not need to be transferred, the carrier seat 15 is arranged on the discharging station 62, and the supporting part 14 transfers the workpiece 8 to the carrier seat 15; if the work at the blanking station 62 needs to be transferred, the carrier seat 15 is not provided at the blanking station 62, and the carrier 14 transfers the work to the transfer tray 34 of the work transfer device 3. A plurality of buffer storage stations 64 are arranged between the feeding station 61 and the blanking station 62, and the buffer storage stations 64 (namely, the positions of the bearing seats 15 between the feeding station 61 and the blanking station 62).
During operation, as shown in fig. 3 and 4, the hoisting apparatus places the automobile crankshaft on the bearing seat 15 in the loading station 61, and at this time, no workpiece 8 exists on the unloading station 62, the synchronous carrying device 1 starts to operate, when the first motor 131 drives the driving sprocket 132 to rotate, the connecting member 136 located on the lower chain segment 1342 moves toward the first arc-shaped chain segment 1342, then the connecting member 136 reaches the bottom end of the first arc-shaped chain segment 1342 and gradually climbs to the top end of the first arc-shaped chain segment 1342, the supporting portion 14 located at the most upstream ascends toward the automobile crankshaft on the loading station 61, when the height of the supporting portion 14 is consistent with that of the bearing seat 15 on the loading station 61, the supporting portion 14 supports the workpiece, then the supporting portion 14 continuously ascends to enable the workpiece to be separated from the support of the bearing seat 15, and then the connecting member 136 located at the top end of the first arc-shaped chain segment 1342 moves toward the second arc-shaped chain segment 1344 along the upper chain segment 1341 to enable the workpiece to move toward the buffer station 64, and after the connecting member 136 reaches the top end of the second arc-shaped chain segment 1344; correspondingly, the supporting part 14 supports the workpiece, so that the workpiece is positioned above the bearing seat 15 of the buffer station 64, and then the supporting part 14 gradually descends, so that the automobile crankshaft is stably placed on the bearing seat 15. Finally, the link 136 at the bottom end of the second arcuate chain segment 1344 is repositioned to the lower chain segment 1342. During the movement of the connecting member 136, since the connecting member 136 is fixedly connected to the rotating shaft 135, the rotating shaft 135 rotates along with the movement of the connecting member 136.
The crankshaft conveying process is a conveying cycle, and it can be understood that, when the synchronous conveying device 1 finishes every conveying cycle, the workpiece located on the buffer storage station or the workpiece located on the feeding station 61 is conveyed to the next station until the workpiece is located on the blanking station 62, and then the conveying is stopped. When crankshafts are arranged in the feeding station 61 and the buffering station, the supporting part 14 on the conveying frame 12 drives the workpieces on the feeding station 61 and the buffering station to synchronously move, the workpieces in the feeding station 61 are conveyed to the bearing seat 15 of the buffering station 64, and the crankshafts in the buffering station 64 are conveyed to the bearing seat 15 of the blanking station 62. As can be seen, the synchronous carrying device 1 has a skillful structural design, the first motor 131 drives the conveying mechanism 13 to enable the supporting part 14 on the carrying frame 12 to synchronously convey all the workpieces placed on the feeding station 61 and the buffer station 64, and the carrying process is smooth and stable; the workpieces placed on the feeding station 61 or the buffer station can be conveyed to the bearing seat 15 in the discharging station 62 through a plurality of conveying cycles, so that the conveying efficiency is greatly improved, and automatic conveying is realized; in addition, not only can the conveying length of the synchronous conveying device 1 be prolonged, but also a buffer space can be provided by arranging the plurality of buffer stations 64, and the blanking speed is accelerated.
In one embodiment, as shown in fig. 7, the synchronous handling device 1 further includes a guiding mechanism, the guiding mechanism includes a transverse guiding mechanism 16 and a vertical guiding mechanism 17, the transverse guiding mechanism 16 includes a first mounting frame 161, a first slide rail 162 transversely disposed on the first mounting frame 161, and a first slide carriage 163 slidably disposed on the first slide rail 162, the vertical guiding mechanism 17 includes a first support plate 171 disposed on the first slide carriage 163, a second slide rail 172 vertically disposed on the first support plate 171, and a second slide carriage 173 slidably disposed on the second slide rail 172, and the second slide carriage 173 is fixedly connected to the handling frame 12. By arranging the guide mechanism, the carrying frame 12 is ensured to be always kept in a vertical state and cannot incline due to the transmission of the rotating shaft 135; the supporting part 14 on the carrying frame 12 can be accurately positioned in the carrying process, and the stability and the reliability of the crankshaft carrying are ensured.
In an embodiment, as shown in fig. 8, the synchronous carrying device 1 further includes a pressure dividing mechanism 18, the pressure dividing mechanism 18 includes a pulley 181 disposed at the tail of the rotating shaft 135, a second mounting frame 182 disposed on the first frame 11, and two pressure dividing strips 183 transversely disposed on the second mounting frame 182, the two pressure dividing strips 183 are disposed opposite to each other, and the pulley 181 can be supported by the pressure dividing strips 183 during the transverse movement process, so that the self gravity of the carrying frame 12 and the supporting portion 14 and the gravity of the crankshaft are transmitted to the pressure dividing strips 183, on one hand, it can avoid that excessive gravity is concentrated on the chain to increase the transmission load of the chain, which affects the service life of the chain; on the other hand, the connecting piece 136 and the pulley 181 are respectively arranged at the end part of the rotating shaft 135, and the pulley 181 is rolled on the smooth pressure dividing strip 183, so that the jolt caused by chain transmission can be reduced, and the transmission stability and accuracy are improved.
In one embodiment, as shown in fig. 5, the carrier 15 located at the most upstream is set as a loading station 61, the most downstream position that the holder 14 located at the most downstream can reach is set as a blanking station 62, and the first frame 11 is provided with a first detector 191 for detecting whether a workpiece is placed in the loading station 61; a second detector 192 for detecting whether a workpiece is placed in the blanking station 62 is arranged on the first frame 11; the first detector 191 and the second detector 192 are both a correlation switch, the correlation switch is composed of an emitter and a receiver, and the detection light emitted by the emitter is indicated by a dotted line. To better enable the detection of the workpiece, the transmitter and receiver are arranged offset. When the first detector 191 detects the workpiece, it indicates that the crankshaft in the loading station 61 is in place and can be transported. When the second detector 192 detects that the workpiece exists in the blanking station 62, the synchronous carrying device 1 does not carry out carrying operation any more so as to avoid interference.
Further, as shown in fig. 7, a mounting bracket 194 is disposed on the first frame 11, a third detector 193 is disposed on the mounting bracket 194, and a triggering piece 195 is disposed on the carrier 12, wherein the triggering piece 195 can trigger the third detector 193. The third detector 193 is a proximity switch. When the trigger piece 195 faces the third detector 193 and the trigger piece 195 can trigger the third detector 193, the connecting member 136 is in the middle of the lower chain segment, which can be regarded as an initial position or a reset position. The trigger piece 195 passes the third detector 193 once every time a transfer cycle is completed to ensure that the carrier 12 and the holder 14 are reset. When the conveyance cycle is completed once, the synchronous conveyance device 1 determines whether to stop the conveyance operation or continue the next conveyance based on the information fed back from the other detectors.
In one embodiment, as shown in fig. 1 and 2, two synchronous conveying devices 1 are arranged in parallel, a workpiece transfer device 3 is arranged at the blanking end of each synchronous conveying device 1, and the workpiece transfer device 3 is used for transferring a workpiece on the blanking station 62 of one synchronous conveying device 1 to the blanking station 62 of the other synchronous conveying device 1. Through the arrangement, 1, the two synchronous carrying devices 1 can carry the finished automobile crankshafts of the same type at the same time, so that the carrying efficiency of the finished automobile crankshafts of the type is greatly improved, and more automobile crankshafts can be cached; 2. two synchronous handling device 1 also can carry the automobile crankshaft of two kinds of different models respectively and realize mixing the transport, improve the suitability. In addition, in the present embodiment, one of the synchronous carrying devices 1 directly engaged with the workpiece transfer device 2 is set as a first synchronous carrying device 1a, and the other synchronous carrying device 1 is set as a second synchronous carrying device 1b; the station transfer device can directly transfer the workpieces on the blanking station 62 of the first synchronous conveying device 1a, so that the workpiece transfer device 3 only needs to carry the workpieces on the blanking station 62 of the second synchronous conveying device 1b, and the production efficiency is not delayed. It is understood that, in the case where the carrying pressure is small, only the first synchronous carrying device 1a is operated, the work transfer device forms a single-line carrying line with the first synchronous carrying device 1a, and the second synchronous carrying device 1b and the work transfer device do not operate. Therefore, the embodiment can provide various workpiece carrying modes, and a proper carrying mode can be selected according to production requirements.
In one embodiment, as shown in fig. 1 and 9, an aisle 7 is provided between two of the synchronous carrying devices 1, and the workpiece transferring device 3 comprises a second machine frame 31 crossing the aisle 7, a first guide rail 32 arranged on top of the second machine frame 31 and extending along the length direction of the second machine frame 31, a transferring frame 33 slidably arranged on the first guide rail 32, a carrying tray 34 arranged on the transferring frame 33, and a driving device for driving the transferring frame 33 to move; the driving device comprises a second motor 35, a torsion limiter 36 arranged at the output end of the second motor 35, a driving pulley 37 arranged on the torsion limiter 36, a driven pulley 38 rotatably arranged on the second frame 31, and a synchronous belt 39 wound on the driving pulley 37 and the driven pulley 38; the synchronous belt 39 is fixedly connected with the transfer frame 33. It should be understood that the loading seats 15 are not provided on the blanking stations 62 of the two synchronous conveying devices 1, and the supporting parts 14 on the conveying frame 12 convey the workpieces to the conveying disc 34.
When the first transfer device 1a transfers the workpiece to the transfer tray 34, the workpiece transfer device 2 can directly transfer the workpiece, and the position of the transfer tray 34 in this state is a transfer loading point; when the workpiece on the second conveying device 1b needs to be transferred, the conveying disc 34 on the workpiece transferring device 3 moves to the blanking station 62 of the second conveying device 1b, the electric control device controls the first motor 131 to start, the first motor 131 drives the torque limiter 36 to rotate, and the torque limiter 36 drives the driving pulley 37, the driven pulley 38 and the synchronous belt 39 to move, so that the transferring frame 33 moves transversely towards the direction of the first conveying device 1a, and the conveying disc 34 moves to the blanking point. Since the output end of the first motor 131 is connected with the driving pulley 37 through the torque limiter 36, when the transfer rack 33 collides with a pedestrian, the transmission torques of the driving pulley 37 and the torque limiter 36 are instantly increased and exceed the preset slip torque value of the torque limiter 36, so that a slip occurs between the driving pulley 37 and the torque limiter 36, and the transfer rack 33 immediately stops moving without causing injury to the pedestrian, and the transfer rack 33 is prevented from causing secondary injury to the pedestrian. When the pedestrian leaves the moving frame 33, the transmission torque of the driving pulley 37 and the torque limiter 36 is lower than the preset sliding torque value of the torque limiter 36, and the driving pulley 37 automatically restores to normal operation, so that the loss caused by shutdown is avoided.
Here, in order to ensure that the transfer rack does not hurt the human body even after colliding with a person, the second motor is preferably a reduction motor, and the movement speed of the transfer rack 33 is reduced to reduce the momentum of the transfer rack 33 during movement.
The torque limiter 36 mainly includes a coupling main body, a driving friction plate, a driven friction plate, a disc spring (not visible in the figure) and a locking end cover, the driving pulley 37 is disposed between the driving friction plate and the driven friction plate, and the disc spring is used for compressing the driven friction plate, so that the driving pulley 37 rotates under the friction force provided by the driving friction plate and the driven friction plate. The compression of the belleville spring can be adjusted by locking the end caps, thereby acting to adjust the torque preset value of the torque limiter 36.
In one embodiment, as shown in fig. 7, each synchronous handling device 1 can handle two types of finished automobile crankshafts. The carrying frame 12 comprises an L-shaped plate composed of a horizontal mounting plate and a vertical mounting plate, a plurality of cross bars are arranged at the top of the horizontal mounting plate, the supporting parts 14 are transversely arranged on the cross bars, each group of supporting parts 14 at least comprises at least two first supporting plates 141 and first supporting components 142 vertically arranged on the cross bars, each first supporting plate 141 and first supporting component 142 are correspondingly arranged on one cross bar, and a first V-shaped positioning groove 143 is formed in the top of each first supporting plate 141. The first V-shaped positioning groove 143 of the first support plate 141 is used for radially positioning the connecting rod crank of the crankshaft.
In order to enable the first supporting component to support 2 different types of crankshafts, such as a crankshaft of a 2.0L engine and a crankshaft finished product of a 2.5L engine, wherein the two types of crankshafts are different in axial length, the first supporting component comprises a first 2.0L supporting plate and a first 2.5L supporting plate, and the first 2.0L supporting plate and the first 2.5L supporting plate are mainly used for supporting and circumferentially positioning a crank of the crankshaft. Under the combined action of the first supporting plate and the first supporting assembly, the crankshaft finished product is ensured not to move automatically in the carrying process. As shown in fig. 6, the bearing seat 15 includes a front shaft positioning seat 151, a rear shaft positioning seat 152, a limiting block 153, and two sets of second supporting assemblies 154. Be equipped with second V-arrangement constant head tank 156 on the front end axle positioning seat 151, be provided with semicircle constant head tank 155 on the rear end axle positioning seat 152, automobile crankshaft places on front end axle positioning seat and rear end axle positioning seat to axial positioning is realized to the restriction through the stopper, prevents that automobile crankshaft from rocking about. Similarly, each set of the second supporting components 154 includes a second 2.0L supporting plate and a second 2.5L supporting plate, the second 2.0L supporting plate and the second 2.5L supporting plate are mainly used for supporting the crank of the crankshaft and circumferentially positioning the crank, and under the combined action of the front end shaft positioning seat, the rear end shaft positioning seat and the second supporting components, the workpiece is ensured not to move radially. Furthermore, the workpiece is limited by the limiting block to realize axial positioning, so that the crankshaft is prevented from axially shaking.
In one embodiment, as shown in fig. 10 and 11, the workpiece transfer device 2 includes a first chassis 21, a rotary table 22 rotatably disposed on the first chassis 21, a third motor 23 for driving the rotary table 22 to rotate, a linear driving mechanism 24 disposed on the rotary table 22, where the linear driving mechanism 24 may be a hydraulic push rod, a pneumatic push rod, an electric push rod, or the like, a connecting frame 25 connected to an output end of the linear driving mechanism 24, and a gripper 26 disposed on the connecting frame 25; the hand grip 26 comprises a first mounting plate 27, a clamping mechanism 28 and a workpiece stabilizing mechanism 29 which are arranged on the first mounting plate 27; the linear driving mechanism 24 is used for driving the connecting frame 25 and the components on the connecting frame 25 to move along the vertical direction. Referring to fig. 1, three stations including a transfer feeding point 63, a manipulator feeding station 71 and a backup operation feeding station 72 are arranged on the periphery of the first chassis 21, the manipulator feeding station 71 and the backup operation feeding station 72 are respectively provided with a workpiece placing table 20 correspondingly, and the manipulator feeding station 71 is used for a blanking robot to blank a crankshaft on the station. The backup work feeding station 72 is used for manually feeding the workpiece at the station when the feeding robot stops. The transfer feeding point 63, the manipulator feeding station 71 and the backup operation feeding station 72 are circumferentially arranged, a circumferential included angle between the manipulator feeding station 71 and the transfer feeding point 63 is 90 degrees, and a circumferential included angle between the manipulator feeding station 71 and the backup operation feeding station 72 is also 90 degrees.
When the workpiece transfer device works, the workpiece transfer device 2 is used for grabbing workpieces on a transfer feeding point, the linear driving mechanism 24 is used for driving the connecting frame 25 and the gripper 26 on the connecting frame 25 to descend so that the clamping mechanism 28 on the gripper 26 can clamp the workpieces, then the third motor 23 is used for driving the rotary table 22 to rotate so as to horizontally convey the workpieces to the position above the manipulator feeding station 61, and the workpiece stabilizing mechanism 29 is used for stabilizing the gravity center of the workpieces in the conveying process so as to improve the stability of workpiece transfer; finally, the linear driving mechanism 24 drives the connecting frame 25 and the gripper 26 on the connecting frame 25 to descend, and the workpiece is placed on the workpiece placing table 20 corresponding to the manipulator feeding station 61 or the workpiece is placed on the workpiece placing table 20 of the post-operation feeding station 61, so that the workpiece is transferred. It can be seen that the workpiece transfer device 2 in this embodiment can reliably grasp and carry the automobile crankshaft, and adjust the placement position of the workpiece in a position transfer manner, so that the carrying manipulator 41 can conveniently grasp and hold the crankshaft. In addition, the hand grips 26 can clamp two automobile crankshafts of different models, and are good in applicability and high in carrying efficiency.
In one embodiment, as shown in fig. 11, the clamping mechanism 28 includes a driving finger 281 fixedly disposed on the first mounting plate 27, and a pair of clamping jaws 282 disposed on the driving finger 281, wherein the driving finger 281 drives the two clamping jaws 282 to clamp or open relatively. In this embodiment, the clamping jaw 282 includes two oppositely disposed clamping plates, each clamping plate is connected to the clamping finger screw of the driving clamping finger 281, and the two clamping plates are both provided with a V-shaped clamping opening. When the clamping jaw 282 is clamped, the two clamping plates clamp the shaft neck in the middle of the crankshaft, and the two clamping plates are combined to form a sealed diamond-shaped clamping opening which is well adapted to the shape of the shaft neck, so that the clamping and fixing effects are good. Preferably, the driving fingers 281 are preferably toggle type gas claws, and since strong and stable clamping force can be obtained by using a toggle mechanism, the two clamping fingers of the toggle type gas claw are vertically downward (i.e. in a dead point position) in a clamping state, and can continuously maintain the workpiece in the clamping state without loosening even if the air supply is cut off, thereby preventing the clamping jaw 282 from falling off the crankshaft due to self-opening, and ensuring the safety of crankshaft transfer.
In one embodiment, as shown in fig. 11, the workpiece stabilizing mechanisms 29 are provided in two sets, each set of workpiece stabilizing mechanisms 29 includes a sleeve 291 vertically disposed on the first mounting plate 27, a first through hole 292 formed on the first mounting plate 27, a slide bar 293 passing through the first through hole 292 and the sleeve 291 from top to bottom, and a pressing block 294 disposed at a bottom end of the slide bar 293; the slide bar 293 is slidably connected with the sleeve 291, a spring 295 is sleeved on the slide bar 293, the top end of the spring 295 abuts against the lower surface of the sleeve 291, the bottom end of the spring 295 abuts against the upper surface of the pressing block 294, and a bayonet 296 is formed in the pressing block 294. Because the weight of the workpiece is large and the shaft body is long, the gravity center of the crankshaft is easy to change in the conveying process, so that the workpiece is inclined to influence the accuracy of placing the workpiece by the hand grip 26. When the workpiece is transferred, the two groups of workpiece stabilizing mechanisms 29 respectively press the front part and the rear part of the crankshaft, the stress is balanced, and the crankshaft can be ensured to be always kept horizontal in the carrying process. When the hand grip 26 grips the crankshaft, the bayonet 296 of the pressure plate 294 is aligned with the corresponding journal on the crankshaft, and after the pressure plate 294 presses the journal, the spring 295 is stressed and compressed, so that on one hand, the spring 295 provides a downward pressure for the journal of the crankshaft, and on the other hand, the spring 295 can buffer vibration generated in the conveying process, and the crankshaft transfer stability is improved. Here, the locking portion 294 has a V-shaped notch, which can better limit the journal from moving radially.
Further, as shown in fig. 11, the first mounting plate 27 is provided with a second through hole 297, the lateral part of the pressing block 294 is provided with an inverted T-shaped block 298, the top end of the inverted T-shaped block is provided with a threaded hole, the second through hole passes through a screw 299 from top to bottom, and the bottom end of the screw is screwed into the threaded hole of the inverted T-shaped block. The second through hole 297 of the screw is in interference fit, and through the arrangement, the screw has a vertical guiding effect, so that the pressing block 294 and the inverted T-shaped block 298 are guaranteed to move in the vertical direction all the time, and the screw cannot be stressed to deviate.
In the embodiment, as shown in fig. 11 to 13, a fourth detector 231 for detecting whether the automobile crankshaft is in place and a fifth detector 232 for detecting the balance state of the automobile crankshaft during transportation are disposed on the first mounting plate 27. The fourth detector 231 and the fifth detector 232 are respectively electrically connected with the electric control device, the fourth detector is preferably a proximity switch, when the gripper 26 grips the workpiece, the linear driving mechanism 24 drives the connecting frame 25 and the components on the connecting frame 25 to gradually approach the crankshaft, and when the fourth detector 231 detects the crankshaft (detects the front end shaft of the crankshaft), a signal is fed back to the electric control device to control the clamping mechanism 28 to clamp the workpiece. The fifth detector 232 is also a proximity switch, the fifth detector 232 detects the rear end shaft of the crankshaft, the fourth detector 231 and the fifth detector 232 detect both ends of the crankshaft, respectively, and monitor the balanced state of the crankshaft during conveyance in cooperation with each other, and if either one of the fourth detector 231 and the fifth detector 232 cannot detect the crankshaft, the electronic control device recognizes that the crankshaft is tilted, and stops the process. In the present embodiment, since two crankshafts with different axial lengths, i.e., a crankshaft of a 2.0L engine and a crankshaft of a 2.5L engine, need to be detected, and two fifth detectors 232 are provided, one of the fifth detectors 232 corresponds to the crankshaft of the 2.0L engine with a short axial length, and the other second detector 192 corresponds to the crankshaft of the 2.5L engine with a long axial length, it is possible to determine the state and type of the workpiece based on whether the two fifth detectors 232 can detect the workpiece.
In one embodiment, as shown in fig. 1 and 2, the carrying manipulator 41 is a six-axis manipulator, and a gripper similar to the gripper 26 is provided at the mounting end of the carrying manipulator 41, so that the gripper can identify the type of the workpiece according to the detection principle of the fifth detector, feed the detection information back to the electronic control device, and carry the workpiece to the corresponding workpiece storage rack 42 according to the type of the workpiece for storage.
In this embodiment, the workpiece storage rack 42 is mainly provided with two types, one type of workpiece storage rack is used for storing the crankshaft of the 2.0L engine, and the other type of workpiece storage rack is used for storing the crankshaft of the 2.5L engine.
In this embodiment, as shown in fig. 14, the quality inspection conveying device 5 includes a feeding conveying device a, a side pulling conveying device B, a quality inspection platform C, a lifting conveying device D, a first transferring conveying device E, a buffer conveying device F, a second transferring conveying device G, and a discharging conveying device H; the feeding conveying device A is used for identifying the type and the placing posture of the tray and conveying the tray loaded with the workpiece forwards; the side-pulling conveying device B is used for guiding the tray to be laterally pulled to the quality inspection platform C; the quality inspection platform C is used for carrying out qualified inspection on the workpiece; the lifting conveying device D is used for carrying out pairing identification on qualified products and trays and conveying the trays carrying the qualified products to the first transfer conveying device E; the buffer conveying devices F are arranged in parallel, and each buffer conveying device F can buffer a plurality of qualified products; the first transfer conveying device E is used for conveying the trays with the qualified products to the corresponding cache conveying devices to realize classified cache; the second transfer conveying device G is used for conveying the trays with the qualified products in the buffer conveying device to the blanking conveying device H; and the blanking conveying device H is used for conveying the tray loaded with the qualified products to the carrying trolley. The feeding conveying device A, the side pulling conveying device B, the quality inspection platform C, the lifting conveying device D, the first transfer conveying device E, the buffer conveying device F, the second transfer conveying device G and the blanking conveying device H are electrically connected with the electric control device, and the electric control device controls the feeding conveying device A, the side pulling conveying device B, the quality inspection platform C, the buffer conveying device F, the second transfer conveying device G and the blanking conveying device H to work.
When the tray placing device works, empty trays are conveyed to the feeding conveying device A, the feeding conveying device A senses the empty trays and feeds back sensing signals to the electric control device, and the electric control device analyzes the types and placing postures of the trays according to the sensing signals; if the placing posture is reversed, the electric control device gives a prompt to ensure that the quality inspector puts the empty tray right again. The electric control device controls the carrying manipulator to carry the automobile crankshaft finished products with corresponding models to an empty tray according to the type of the tray, then the tray loaded with the workpieces is conveyed to the side-pulling conveying device B, a quality inspector pulls the tray loaded with the workpieces to a quality inspection table to perform appearance inspection, and if the workpieces are unqualified in inspection, the quality inspector carries the workpieces to an unqualified product storage rack; if the workpiece is detected to be qualified, the tray carrying the qualified products is pushed to a lifting conveying device D, the lifting conveying device D carries out pairing identification on the qualified products and the tray, and if the tray is matched with the type of the qualified products and the tray is placed in a correct posture; the lifting conveying device D conveys the trays loaded with the qualified products to a first transfer conveying device E; if the pairing of the tray and the qualified product is wrong, the quality inspector pairs the tray and the qualified product again; the first transfer conveying device E conveys the trays with the qualified products to the corresponding cache conveying devices F according to the types of the qualified products to realize classified cache; when the carrying trolley requests to carry qualified products of a certain type, the second transfer conveying device G can move to the corresponding buffer conveying device F to receive the qualified products, then the qualified products are conveyed to the blanking conveying device H to wait for carrying, the blanking conveying device H conveys the qualified products to the carrying trolley, and finally the carrying trolley carries the automobile crankshaft to a loading position. Therefore, the quality inspection conveying device for the automobile crankshafts, provided by the invention, has high automation degree, is convenient for a quality inspector to carry out appearance quality inspection on each automobile crankshaft, reduces the labor intensity of the quality inspector, and avoids defective products from flowing into the market; and the reasonable setting of each device realizes the mixed detection of two types or more than two types of automobile crankshafts and the classification and caching of qualified products, thereby improving the inspection applicability and the flexibility of the quality conveying device.
In this embodiment, as shown in fig. 15, the feeding and conveying device a includes a third frame A1, a first roller way conveying mechanism A2 disposed on the third frame A1, and a first sensing assembly A3 and a first blocking mechanism A4 disposed on the first roller way conveying mechanism A2; each tray J is provided with an identification module K arranged on a preset position, and the first induction assembly A3 is used for inducing the arrangement position of the identification module on the tray and feeding induction signals back to the electric control device; the first blocking mechanism A4 is used for blocking the forward conveying of the tray. The automobile crankshafts of different types are different in shaft length, so that the automobile crankshafts of different types need special trays for bearing; the first roller way conveying mechanism A2 conveys the empty tray forwards to a first detection station A5 (namely, the position of the first induction assembly A3 which can normally detect the tray), and the first blocking mechanism A4 blocks the tray from continuing to convey forwards so as to ensure that the tray is positioned on the first detection station A5; the recognition module on the tray can enable part of sensors of the first sensing assembly A3 to generate sensing signals, the other part of sensors cannot generate sensing signals, the electric control device can acquire the sensing signals of the first sensing assembly A3 at the moment, and the electric control device obtains a tray recognition result after analysis. If N types of trays are provided, N types of detection results can correspondingly appear if the setting positions of the identification modules on each type of trays are different, and the N types of detection results are different; in addition, the tray may be placed correctly or placed reversely, so that the total of 2N detection results may appear by adding reversed detection results, and the 2N detection results are different from each other. Therefore, since each tray identification result is unique, the electronic control device can not only determine the type of the tray according to the tray identification result, but also detect whether the tray is set upside down.
When the automatic tray conveying device works, the first roller way conveying mechanism A2 conveys an empty tray to the first detection station A5, and the first blocking mechanism A4 prevents the empty tray from moving forwards; at the moment, the first induction component A3 induces the empty tray and feeds an induction signal back to the electric control device, when the electric control device determines the type of the tray and the placing posture is correct, the electric control device can control the carrying manipulator to clamp the automobile crankshaft finished product of the corresponding type onto the tray of the first detection station A5, then the first blocking mechanism A4 releases the blocking, and the first roller way conveying mechanism A2 enables the tray loaded with the workpiece to be conveyed forwards; when the electric control device determines that the tray is placed reversely, the electric control device can send out a warning signal to inform a quality inspector to place the tray right again, so that the workpiece can be correctly placed on the tray, and the finished automobile crankshaft can be smoothly matched with a quality inspection platform to carry out quality inspection.
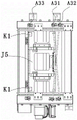
In this embodiment, the quality inspection conveying device provided by the invention is designed to perform quality inspection on two types of workpieces, such as a crankshaft of a 2.0L engine and a crankshaft of a 2.5L engine, as shown in fig. 18-19, the tray J includes a first tray J5 and a second tray J6, the first tray J5 is provided with a first identification module K1 and a first bearing seat J51, and the second tray J6 is provided with a second identification module K2 and a second bearing seat J61; the first bearing seat J51 is used for bearing a first workpiece L1, and the second bearing seat J61 is used for bearing a second workpiece L2; the first sensing assembly A3 includes a first sensor a31, a second sensor a32 and a third sensor a33. For convenience of illustration, the crankshaft of the 2.0L engine is the first workpiece L1, which is carried by the first pallet J5; the crankshaft of the 2.5L engine is a second workpiece L2, which is carried by a second pallet J6.
Specifically, as shown in fig. 18, the tray J has 4 corners, and the 4 corner positions are respectively set as a left front portion J1, a right front portion J2, a left rear portion J3, and a right rear portion J4; the identification module K is selectively disposed on the corners of the tray part according to a predetermined design manner to distinguish different tray types. The first sensor A31 is used for detecting whether an identification module K is arranged on the left front part J1 of the tray or not; the second sensor A32 is used for detecting whether the right front part J2 of the tray is provided with an identification module K or not; the third sensor a33 is configured to detect whether an identification module K is provided at any one of the left rear portion J3 and the right rear portion J4. Through the arrangement, the tray is reasonable and compact in structure, and interference between the identification module and the automobile crankshaft is avoided; and the detection mode is simple and reasonable, the sensor consumption is less, and the manufacturing cost is saved.
In one embodiment, the first identification module K1 is an identification protrusion disposed on the left rear portion J3 and the right rear portion J4 of the first tray J5, and the second identification module K2 is an identification protrusion disposed on the right rear portion J4 and the right front portion J2 of the second tray J6, as shown in fig. 19 and 20. The tray can obtain the following 4 detection results after being detected by the sensor: (1) the first tray J5 is placed correctly: the third sensor a33 can sense the identification bump (i.e. the third sensor a33 has a sensing signal output to the electronic control device), and the first sensor a31 and the second sensor a32 cannot sense the identification bump (i.e. the first sensor a31 and the second sensor a32 have no sensing signal output to the electronic control device), as shown in fig. 21; (2) the first tray J5 is placed reversely: the first sensor a31 and the second sensor a32 can sense the identification bump, and the third sensor a33 cannot sense the identification bump, as shown in fig. 22; (3) the second tray J6 is placed correctly: the second sensor a32 and the third sensor a33 can sense the identification bump, and the first sensor a31 cannot sense the identification bump, as shown in fig. 23; (4) the placing posture of the second tray J6 is reversed: the first sensor a31 and the third sensor a33 can sense the identification bump, and the second sensor a32 cannot sense the identification bump, as shown in fig. 24.
In this embodiment, the tray is set by using the tray identification logic, and the tray identification method according to this embodiment is such that the identification module on the tray can induce part of the sensors, and each sensor feeds back an induction signal to the electric control device;
if the third sensor A33 can sense the identification bump, and the first sensor A31 and the second sensor A32 cannot sense the identification bump, the electric control device judges that the empty tray on the first detection station is the first tray J5 with a correct placing posture; the manipulator clamps the finished automobile crankshaft of the 2.0L engine onto the first tray J5.
If the first sensor A31 and the second sensor A32 can sense the identification bump, and the third sensor A33 cannot sense the identification bump, the electric control device determines that the empty tray on the first detection station is the first tray J5 with the placed posture reversed; the electronic control device can send out a warning signal to inform an operator to take the tray away or put the tray right again in time.
If the second sensor A32 and the third sensor A33 can sense the identification bump, and the first sensor A31 cannot sense the identification bump, the electric control device judges that the empty tray on the first detection station is the second tray J6 with correct placing posture; the robot grips the crankshaft of the 2.5L engine onto the second pallet J6.
If the first sensor a31 and the third sensor a33 can sense the identification bump and the second sensor a32 cannot sense the identification bump, the electronic control device determines that the empty tray on the first detection station is the second tray J6 placed upside down in the placing posture. The electronic control device can send out a warning signal to inform an operator to take the tray away or put the tray right again in time.
In one embodiment, the first sensor a31, the second sensor a32, and the third sensor a33 are all correlation photoelectric sensors, each correlation photoelectric sensor includes a transmitter and a receiver, the detection light emitted by the third sensor a33 is parallel to the extending direction of the guide roller a22, and in order to make the detection result more accurate and prevent interference of other components, the detection light emitted by the first sensor a31 and the second sensor a32 is arranged in a cross manner, but the detection light does not intersect. Through the arrangement, the work of each group of inductors is not interfered with each other, and each inductor is arranged on the first roller way conveying mechanism through the sensor support, so that the whole structure is relatively compact.
The feeding conveying device A is connected with the quality inspection platform C through a side pulling conveying device B, and the side pulling conveying device B is shown in figure 14; the side-pulling conveying device B comprises a fourth rack B1, a second roller conveying mechanism B2 arranged on the fourth rack B1, a flange B3 arranged on the second roller conveying mechanism, a roller group B5 and a lifting mechanism (not visible in the figure) for controlling the roller group to lift, wherein the roller group B5 extends towards the direction of the quality inspection table C. The lifting mechanism comprises a connecting plate for connecting all the roller groups and a vertically arranged sixth air cylinder, the sixth air cylinder is fixedly arranged on the fourth rack B1, and the piston rod end of the sixth air cylinder is connected with the connecting plate.
During operation, the second roller way conveying mechanism B2 receives the workpiece on the first roller way conveying mechanism A2 and conveys the tray loaded with the workpiece forwards, the flange B3 stops the tray to continue to convey forwards, the lifting mechanism drives the roller set B5 to ascend, the conveying plane of the roller set B5 is higher than the conveying plane of the second roller way conveying mechanism B2, therefore, the roller set B5 supports the tray, and then a quality inspector manually pulls the tray to the quality inspection platform C. Because rolling friction is formed between the bottom of the tray and the roller group, the friction force is small, and a quality inspector can pull the tray loaded with the workpiece onto the quality inspection table C with little effort, so that the labor intensity of the quality inspector is greatly reduced.
In one embodiment, as shown in fig. 25 and 26, the quality inspection station C includes a fifth rack C1, a transportation panel C2 and a bottom plate C10 disposed on the fifth rack C1, a first lifting mechanism C3 disposed on the bottom plate C10, the transportation panel being located above the bottom plate, the first lifting mechanism C3 including a second mounting plate C31, a lifting arm C32 disposed on the second mounting plate, and a first cylinder C33 for driving the second mounting plate C31 to move vertically relative to the bottom plate C10, the lifting arm C32 being used for lifting a workpiece placed on the transportation panel C2, the lifting arm C32 including a support arm C4 fixedly disposed on the second mounting plate and a positioning structure C5 disposed on a free end of the support arm.
Still be equipped with handle J0 on the tray, quality inspector pulls handle J0 on the tray, slide to predetermineeing on the quality inspection station C6 of transportation panel from the side and examine conveyor B, then first cylinder C33 drive second mounting panel C31 and lift arm C32 rise, make two location structure C5 that lift on the arm C32 respectively accept the front end axle and the rear end axle of automobile crankshaft earlier, then second mounting panel C31 and lift arm C32 continue to rise, make automobile crankshaft break away from bearing of tray J, automobile crankshaft is located tray J directly over this moment. The quality inspector can turn the automobile crankshaft at any angle so as to check each part of the finished automobile crankshaft and judge whether the quality defect occurs; the finished automobile crankshaft without quality defects is regarded as qualified products, the first air cylinder C33 drives the second mounting plate C31 and the lifting arm C32 to descend and reset, so that the automobile crankshaft is placed on the tray J again, and then a quality inspector pushes the tray J and the automobile crankshaft together onto the lifting conveying device D. And the finished automobile crankshaft with quality inspection defects is regarded as an unqualified product, the first air cylinder C33 drives the second mounting plate C31 and the lifting arm C32 to descend and reset, so that the automobile crankshaft is placed on the tray J again, and then a quality inspector slides the tray J and the automobile crankshaft to an unqualified product placing frame. Compared with the existing quality inspection platform, the quality inspection platform provided by the invention has high automation degree, the quality inspection platform is well connected with other conveying equipment, and the material loading and unloading carrying work with high labor cost of quality inspectors is not required, so that the labor intensity of the quality inspectors is greatly reduced, and the detection efficiency is improved.
Specifically, as shown in fig. 25 and 26, the positioning structure C5 includes two positioning wheels C51 fixedly disposed on the side of the arm C4, and a V-shaped receiving station C52 is formed between the two positioning wheels C51. During quality inspection, an end shaft of the automobile crankshaft can be clamped into the V-shaped carrying station C52, and the automobile crankshaft is rotated to carry out all-dimensional appearance quality inspection on workpieces, so that the quality inspection work is facilitated to be carried out smoothly. Compared with the existing half-wrapping type positioning mechanism (namely, a positioning block with a U-shaped sliding chute is provided, and the end shaft is clamped into the U-shaped sliding chute), the half-wrapping type positioning mechanism has the following advantages: 1. the two positioning wheels C51 are in line contact with the end shaft, compared with the mode of surface contact of the U-shaped sliding groove and the end shaft, the contact area is smaller, and a quality inspector can rotate the automobile crankshaft by applying smaller force; 2. when the wheel surface of the positioning wheel C51 has a guiding function, if the workpiece is not over against the V-shaped carrying station, the wheel surface of the positioning wheel guides the end shaft of the automobile crankshaft to slide into the middle of the V-shaped carrying station, so that the adaptability of the positioning structure and the workpiece is greatly improved.
In order to make the quality testing platform capable of compatibly testing two types of automobile crankshafts, the second mounting plate C31 is provided with a position adjusting device C7 for driving the lifting arm to move transversely, in this embodiment, the position adjusting device C7 is only arranged on the lifting arm for lifting the rear end shaft of the automobile crankshaft, and the lifting arm for lifting the front end shaft of the automobile crankshaft is fixedly arranged on the second mounting plate C31 and cannot move transversely relative to the second mounting plate C31, so that the distance between the two lifting arms C32 is adjusted according to the shaft length of the automobile crankshaft to be tested, and the lifting arm C32 is ensured to be capable of lifting the automobile crankshaft.
Specifically, as shown in fig. 25, the position adjusting device C7 includes a second guide rail C71, a slider C72, and a second air cylinder C73, the second guide rail C71 extends along the axial length direction of the workpiece, the bottom of the arm C4 is slidably connected to the second guide rail C71 through the slider C72, and the second air cylinder C73 is used for driving the arm C4 and the slider C72 to move, so that the two lifting arms C32 move closer to or away from each other. And the electric control device controls the output end of the second air cylinder C73 to extend out or reset according to the tray type identification result of the feeding conveying device A.
In an embodiment, as shown in fig. 25, the upper surface of the transportation panel C2 is provided with a plurality of universal balls C21 and positioning balls C22, the plurality of positioning balls C22 enclose a quality inspection station C6, the bottom surface of the tray J abuts against the universal balls C21, friction is small, a quality inspector can conveniently pull the tray loaded with finished automobile crankshafts to the quality inspection station C6, and the tray is horizontally pushed onto the lifting conveying device D or onto a defective product placing rack after quality inspection is finished.
Preferably, as shown in fig. 25, an in-place sensor C8 for detecting whether the workpiece is turned right to the place after the quality inspection is finished is arranged on the second mounting plate C31, and the in-place sensor C8 is preferably a proximity switch; the detection light emitted by the in-place sensor C8 is vertically upward and cannot be directly observed, so that the detection light is indicated by a dotted line; the detection light is used for sensing the connecting shaft C9 on the crank. If the in-place sensor C8 can sense the connecting shaft C9, the workpiece is placed right after the quality inspection is finished; if the in-place sensor C8 cannot sense the connecting shaft C9, the workpiece is not placed right. Through setting up like this, ensure that automobile crankshaft detects the back through the upset, the position accuracy of falling back to the tray makes automobile crankshaft obtain the effective location and the support of tray once more. In order to adapt to the induction of automobile crankshafts of two models, the in-place inductors C8 are correspondingly provided with two inductors.
Preferably, as shown in fig. 26, a lifting control button C01 and a descending control button C02 which need to be controlled by two hands are arranged on the fifth rack C1. Lifting control button C01 and descending control button C02 all with quality control on-line electric connection, when needs start work piece lifting action, need both hands to press the lifting control button C01 that corresponds simultaneously and just can start, avoid the operator to take place the tong accident. Similarly, when the workpiece descending action needs to be started, the workpiece can be started only by pressing the corresponding descending control key C02 with both hands.
In one embodiment, as shown in fig. 27, the lifting and conveying device D includes a lifting frame D1, a second base frame D2, a second lifting mechanism D3 disposed on the second base frame D2, and a third roller way conveying mechanism D4 disposed on the lifting frame D1, wherein the second lifting mechanism D3 is used for driving the lifting frame D1 to vertically move relative to the second base frame D2; the third three-roller conveying mechanism D4 is provided with a lifting thrust mechanism D5, the third three-roller conveying mechanism D4 is provided with a second induction component D6 and a third induction component D7, the second induction component D6 is used for inducing the arrangement position of the identification module on the tray and feeding back induction signals to the electric control device, and the third induction component D7 is used for identifying the type of the workpiece and feeding back the induction signals to the electric control device; an elevating thrust mechanism D5 is used to stop the pallet from being conveyed forward. Here, the detection station on the third roller conveyor D4 is set as a second detection station D8 (i.e., a position where the second sensing element D6 and the third sensing element D7 can normally detect the tray and the workpiece).
In one embodiment, the second lifting mechanism D3 includes a fourth cylinder D31 disposed vertically upward, a cylinder body of the fourth cylinder is fixedly connected to the second chassis D2, and a piston rod end of the fourth cylinder D31 is connected to the lifting frame D1 through a connecting plate D32.
During operation, the second lifting mechanism D3 drives the lifting frame D1 and the third roller conveying mechanism D4 to descend, so that the height of the conveying plane of the third roller conveying mechanism D4 is consistent with that of the bearing surface of the quality inspection platform C, a quality inspector pushes a tray loaded with qualified products to a second detection station D8 of the third roller conveying mechanism D4 (namely, the second induction component D6 and the third induction component D7 can normally detect the tray and a workpiece), the identification module enables part of inductors of the second induction component D6 to generate induction signals, the other part of inductors cannot generate induction signals, at the moment, the electric control device can acquire the induction signals of the second induction component D6, and the electric control device obtains a tray identification result after analysis. Similarly, the workpiece can enable part of the sensors of the third sensing assembly D7 to generate sensing signals, and the other part of the sensors can not generate sensing signals, at this time, the electric control device can obtain the sensing signals of the third sensing assembly D7; the electric control device obtains a workpiece detection result after analysis, and the type of the workpiece can be obtained from the workpiece detection result. The electric control device continuously judges whether the tray and the workpiece are correctly matched, and compares the tray identification result with the workpiece detection result: (1) If the tray placing posture is correct and the types of the tray and the workpiece are matched, the tray and the workpiece are considered to be correctly matched; (2) If the tray is placed in a correct posture, but the types of the tray and the workpiece are not matched, the tray and the workpiece are considered to be incorrectly matched; (3) If the tray is placed in a reversed posture, the tray and the workpiece are not correctly matched no matter whether the type of the tray is matched with that of the workpiece or not. When the tray and the workpiece are not correctly matched, the quality inspector pulls the tray with the qualified products back to the quality inspection platform, and puts the tray right or replaces the tray correctly matched with the workpiece according to the matching result. When the tray and the workpiece are correctly matched, the second lifting mechanism D3 drives the lifting frame D1 and the third roller way conveying mechanism D4 to ascend, so that the conveying plane of the third roller way conveying mechanism D4 is consistent with the conveying plane of the transfer roller way conveying mechanism of the first transfer conveying device E in height, then the third roller way conveying mechanism D4 conveys the tray with qualified products to the first transfer conveying device E, and finally the electric control device can perform classification caching according to the tray identification result or the workpiece identification result.
Unqualified workpieces can become qualified pieces after the overhaul is finished, the qualified pieces can be placed on the tray, then the operation is carried out according to the working process, the tray loaded with the qualified pieces is conveyed to the lifting conveying device D for identification and comparison, and if the tray and the workpieces are correctly matched, the electric control device controls the lifting conveying device D to convey the tray loaded with the qualified products to the cache conveying device F for classification and cache.
It is obvious that lift conveyor D can discern on tray and the work piece respectively through second response subassembly D6 and third response subassembly D7, judges whether tray and work piece match intelligently on the one hand, in time corrects the matching error, avoids causing the condition emergence that work piece and motorcycle type match the mistake when the loading, and on the other hand tray discernment result or work piece discernment result also provide categorised foundation for first year conveyor E that moves, and degree of automation is high. In addition, the lifting conveying device D is provided with a second lifting mechanism D3, so that the quality inspection platform C and the first transfer conveying device E are transferred to the upper roller conveying mechanism to be connected in height, and the flexibility is high.
In this embodiment, the tray is set by using the above-mentioned tray identification logic, and the second sensing component D6 includes a fourth sensor D61, a fifth sensor D62, and a sixth sensor D63; the fourth sensor D61 is used for detecting whether an identification module is arranged on the right rear part J4 of the tray or not; the fifth sensor D62 is used for detecting whether an identification module is arranged on the left rear part J3 of the tray or not; the sixth sensor D63 is used to detect whether an identification module is disposed on any one of the left front portion J1 and the right front portion J2 of the tray. Fourth inductor D61, fifth inductor D62 and sixth inductor D63 are correlation formula photoelectric sensor, and correlation formula photoelectric sensor includes transmitter and receiver, the detection light that sixth inductor D63 sent is parallel with the extending direction of deflector roll, for making the testing result more accurate, prevents other parts and interferes, the detection light cross arrangement that fourth inductor D61 and fifth inductor D62 sent, nevertheless detect the light non-intersect.
Here, the first sensing element A3 and the second sensing element D6 have the same sensing principle, so that the tray can obtain the following 4 detection results after being sensed by the second sensing element D6: (1) the first tray is placed correctly: the fourth sensor D61 and the fifth sensor D62 can sense the identification bump, and the sixth sensor D63 cannot sense the identification bump, as shown in fig. 28; (2) the first tray J5 is placed reversely: the sixth sensor D63 senses the identification protrusion, and the fourth sensor D61 and the fifth sensor D62 do not sense the identification protrusion, as shown in fig. 29; (3) the second tray is placed correctly: the fourth and sixth sensors D63 and D62 can sense the recognition protrusion, and the fifth sensor D62 cannot sense the recognition protrusion, as shown in fig. 30; (4) putting the second tray in a reversed posture: the fifth and sixth sensors D62 and D63 can sense the recognition protrusion, and the fourth sensor D61 cannot sense the recognition protrusion, as shown in fig. 31.
Specifically, referring to fig. 19 and 20, the third sensing assembly D7 includes a seventh sensor D71 and an eighth sensor D72, a first distinguishing feature L3 different from the second workpiece L2 is disposed on the first workpiece L1, and a second distinguishing feature L4 different from the first workpiece L1 is disposed on the second workpiece L2; in a specific embodiment: the first workpiece L1 is a crankshaft of a 2.0L engine, the second workpiece L2 is a crankshaft of a 2.5L engine, and the first distinguishing characteristic L3 is that the lengths of the two crankshafts are unequal, the length of the crankshaft of the 2.0L engine is shorter than that of the crankshaft of the 2.5L engine, and the crank setting positions of the two crankshafts are different in the axial direction; the second distinguishing feature, L4, is the presence of a toothed disc on the 2.5L engine crankshaft, whereas the 2.0L engine crankshaft is not provided with a toothed disc. The seventh sensor D71 is used for sensing whether the workpiece has the first distinguishing characteristic L3; the eighth sensor 52 is used for sensing whether the workpiece has the second distinguishing characteristic L4. It can be understood that if the workpiece is a crankshaft of a 2.0L engine, the seventh sensor D71 can sense a crank on the crankshaft of the 2.0L engine to generate a sensing signal, and the eighth sensor D72 cannot generate a sensing signal; if the workpiece is a crankshaft of a 2.5L engine, the eighth sensor D72 can sense a toothed disc on the crankshaft of the 2.5L engine to generate a sensing signal, and the seventh sensor D71 cannot generate a sensing signal.
In an embodiment, the seventh sensor D71 and the eighth sensor D72 are opposite photoelectric sensors, each opposite photoelectric sensor includes a transmitter and a receiver, the detection light emitted by the seventh sensor faces downward, the transmitter of the seventh sensor D71 is installed on the sensor support and located above the middle of the third roller conveying mechanism, the receiver of the seventh sensor D71 is installed on the crane D1, and the detection light emitted by the seventh sensor D71 does not interfere with the guide roller. The detection light emitted by the eighth sensor D72 is parallel to the extending direction of the guide roller.
A recognition comparison method based on a lifting conveying device is characterized in that a tray is conveyed to a detection station, a recognition module on the tray enables part of sensors in a second sensing assembly D6 to sense, a workpiece on the tray enables part of sensors in a third sensing assembly D7 to sense, each sensor feeds back sensing signals to an electric control device, and the electric control device generates a tray recognition result and a workpiece recognition result through analysis; and the electric control device compares the tray identification result with the workpiece identification result.
If the pallet is the first pallet J5 with correct placing posture in the pallet recognition result, and the workpiece is the first workpiece L1 in the workpiece recognition result, the pairing of the pallet and the workpiece is correct;
if the pallet is the second pallet J6 with correct placing posture in the pallet recognition result, and the workpiece is the second workpiece L2 in the workpiece recognition result, the pairing of the pallet and the workpiece is correct;
if the pallet is the first pallet J5 with correct placing posture in the pallet recognition result, and the workpiece is the second workpiece L2 in the workpiece recognition result, the pairing between the pallet and the workpiece is incorrect;
if the pallet is the second pallet J6 with correct placing posture in the pallet recognition result, and the workpiece is the first workpiece L1 in the workpiece recognition result, the pairing between the pallet and the workpiece is incorrect;
and if the tray is the tray with the reversed placing posture in the tray recognition result, the tray and the workpiece are not correctly paired.
When the tray and the workpiece are not correctly matched, the quality inspector pulls the tray with the qualified product back to the quality inspection platform C, and the tray is placed in a correct posture or is replaced by a tray correctly matched with the model of the workpiece according to a comparison result. When the tray and the workpiece are correctly matched, the second lifting mechanism D3 drives the lifting frame D1 and the third roller way conveying mechanism D4 to ascend, so that the height of a conveying plane of the third roller way conveying mechanism D4 is consistent with that of an upper layer conveying plane of the first transfer conveying device, then the third roller way conveying mechanism D4 conveys the tray with qualified products to the first transfer conveying device E, and finally the electric control device can perform classification caching according to a tray identification result or a workpiece identification result.
In one embodiment, as shown in fig. 14 and 32, each of the first transfer conveyor E and the second transfer conveyor G includes a base E1, a carriage E2 slidably disposed on the top of the base, a transfer upper roller conveyor E3 and a transfer lower roller conveyor E4 disposed on the carriage, and a carriage drive mechanism E5; the upper transfer roller conveying mechanism E3 is positioned above the lower transfer roller conveying mechanism E4, a second blocking mechanism E6 for blocking forward conveying of the tray is arranged on the upper transfer roller conveying mechanism E3 of the first transfer conveying device, and a third blocking mechanism G1 for blocking forward conveying of the tray is arranged on the upper transfer roller conveying mechanism E3 of the second transfer conveying device G; the carriage drive mechanism E5 is for driving the carriage E2 to move horizontally in a direction perpendicular to the workpiece conveying direction. Similarly, a tenth blocking mechanism for blocking forward transport of the tray is provided on the transfer lower roller conveyor E4 of the first transfer conveyor E, and an eleventh blocking mechanism for blocking forward transport of the tray is provided on the transfer lower roller conveyor E4 of the second transfer conveyor G.
Here, the transfer upper roller conveyor E3 is used to convey pallets loaded with qualified products, and the transfer lower roller conveyor E4 is used to convey empty pallets, and by this arrangement, the transfer upper roller conveyor E3 and the transfer lower roller conveyor E4 have a double-line conveying capability, i.e., a workpiece conveying function and an empty pallet returning function, thereby saving space and improving conveying efficiency; on the other hand, the sliding frame E2 can be driven to move by the sliding frame driving mechanism E5 according to production requirements, so that workpieces on the roller way are transferred to the input end or the output end of the corresponding buffer conveying device F, and the single or mixed model quality inspection requirements of a quality inspection line are met.
When the automatic conveying device works, the electric control device obtains a tray model identification result through analysis of the lifting conveying device D, then qualified products are conveyed to a transferring upper roller conveying mechanism E3 of a first transferring conveying device E, a second blocking mechanism E6 on the transferring upper roller conveying mechanism E3 blocks trays carrying the qualified products to continue to be conveyed forwards, then the control system controls the sliding frame driving mechanism E5 to move the sliding frame E2 to a cache upper roller conveying mechanism E3 of a corresponding cache conveying device F, and the second blocking mechanism E6 releases blocking to enable the trays carrying the qualified products to be conveyed to the cache conveying device F for caching; when a transport trolley comes to the output end of the blanking conveying device H to carry away qualified products of a required model, the electric control device controls a sliding frame driving mechanism E5 on the second transfer conveying device G to move a sliding frame E2 to a corresponding buffer upper roller conveying mechanism F2 of the buffer conveying device F, a tray carrying the qualified products is conveyed to a transfer upper roller conveying mechanism E3 of the second transfer conveying device G, then a third blocking mechanism G1 on the transfer upper roller conveying mechanism E3 blocks the tray carrying the qualified products to continue to convey forwards, then the electric control device controls the sliding frame driving mechanism E5 to move the sliding frame E2 to the input end of the blanking roller conveying mechanism of the blanking conveying device H, and the third blocking mechanism G1 releases blocking to enable the tray carrying the qualified products to be conveyed to the blanking conveying device H.
In one embodiment, as shown in fig. 33 to 35, each of the buffer conveying devices F includes a sixth frame F1, a buffer upper roller conveyor F2 and a buffer lower roller conveyor F3, the buffer upper roller conveyor F2 is disposed on the sixth frame F1, the buffer upper roller conveyor F2 is disposed above the buffer lower roller conveyor F3, the buffer upper roller conveyor F2 is provided with a plurality of upper buffer stations F4 and a plurality of sixth detectors F5 which detect whether workpieces exist in each upper buffer station F4, the buffer lower roller conveyor F3 is provided with a plurality of lower buffer stations F6 and a plurality of seventh detectors F7 which detect whether workpieces exist in each lower buffer station F6, the upper buffer station closest to the output end of the buffer upper roller conveyor is the first buffer station F8, the front and rear sides of the first buffer station F8 are respectively provided with a fourth blocking mechanism F9 and a fifth blocking mechanism F10, the fourth blocking mechanism F9 is used for blocking the forward conveying of the buffer tray on the first buffer station F8, and the fifth blocking mechanism F10 is used for blocking the forward conveying tray on the rear side of the first buffer station F8. Similarly, the lower buffer station closest to the output end of the lower buffer conveying mechanism of the buffer is a second buffer station, the front side and the rear side of the second buffer station are respectively provided with an eighth blocking mechanism and a ninth blocking mechanism, the eighth blocking mechanism is used for blocking the empty tray on the second buffer station from being conveyed forwards, and the ninth blocking mechanism is used for blocking the empty tray on the lower buffer station on the rear side of the second buffer station from being conveyed forwards.
In this embodiment, the quality inspection conveying device provided by the invention is designed for realizing quality inspection on two types of automobile crankshafts, so that two buffer conveying devices F are arranged in parallel, each buffer conveying device F buffers one type of workpiece correspondingly, and qualified products are conveyed to the corresponding buffer conveying device F through the first transfer conveying device E to realize classification buffering. When the carrying trolley requests to carry qualified products, the fourth blocking mechanism F9 releases the blocking, and the fifth blocking mechanism F10 keeps the blocking; and (3) continuously conveying the tray loaded with the qualified products forward, so that the qualified products on the first cache station F8 are conveyed to the second transfer conveying mechanism G, then the fourth blocking mechanism F9 restores blocking, the fifth blocking mechanism F10 releases blocking, and the workpieces on the upper cache station F8 move forward. Each sixth detector F5 corresponds to one upper buffer station F8, and the sixth detector F5 can detect the number of qualified products in all the upper buffer stations F8 in real time, so that the electric control device plans a scheme and efficiency for transporting the qualified products.
In one embodiment, as shown in fig. 36, the blanking conveying device H includes a seventh rack H1, a blanking roller conveying mechanism H2 disposed on the seventh rack H1, and a tray returning roller conveying mechanism H3; the discharging roller way conveying mechanism H2 is located above the tray returning roller way conveying mechanism H3, and a sixth blocking mechanism H4 used for blocking the tray from being conveyed forwards is arranged at the output end of the discharging roller way conveying mechanism H2. And an eighth detector H5 for detecting whether the workpiece is in place is arranged on the blanking conveying device.
A sixth blocking mechanism H4 on the blanking roller way conveying mechanism H2 blocks the tray loaded with the qualified products from continuing to convey forwards, and an eighth detector H5 feeds detection information back to the electric control device; when the qualified product is carried by the carrying trolley, the sixth blocking mechanism H4 releases the blocking, and the carrying trolley carries the tray and the crankshaft to a loading position together.
In one embodiment, a fourth induction assembly and a seventh blocking mechanism (not visible in the figure) are arranged on the tray returning roller way conveying mechanism; the fourth induction assembly is used for inducing the setting position of the identification module on the empty tray and feeding back an induction signal to the electric control device; the seventh blocking mechanism is used for blocking the tray from being conveyed forwards. The fourth response subassembly can be discerned the model of empty tray and put the posture to can move through the second according to the kind of empty tray and move the transport device and carry corresponding buffer memory conveyor on, because the inspection principle of fourth response subassembly and first response subassembly is the same, and the inspection principle of fourth response subassembly is no longer described herein.
When the carrying trolley is used for carrying the qualified products, the H4 blocking mechanism blocks the H4 to block the trays carrying the qualified products from being conveyed forwards continuously, when the carrying trolley carries the qualified products, the H4 blocking mechanism removes the blocking, the carrying trolley carries the trays and the crankshafts to a loading position, empty trays generated after the loading is finished can be sent back to the trays by the carrying trolley and sent back to the roller way conveying mechanism, and the seventh blocking mechanism blocks the empty trays from being conveyed forwards continuously to wait for further classification. Therefore, the blanking conveying device has double-line conveying capacity (two mutually independent workpiece conveying capacities), is compact in structure and saves occupied space.
And after loading, an empty tray is generated, the carrying trolley conveys the empty tray back to the tray returning roller way conveying mechanism H3 of the blanking conveying device H, the model identification is carried out on the empty tray by the tray returning roller way conveying mechanism H3, so that the electric control device can know the model of the empty tray, the empty tray is conveyed to the transferring roller way conveying mechanism E4 of the second transferring conveying device G, the eleventh blocking mechanism of the transferring roller way conveying mechanism E4 blocks the empty tray to continue to convey forwards, then the electric control device controls the sliding frame driving mechanism E5 to move the sliding frame E2 to the corresponding buffer roller way conveying mechanism of the buffer conveying device F, and the eleventh blocking mechanism releases the blocking to convey the empty tray to the buffer conveying device F for buffering. The electric control device selects an empty tray with a suitable model to feed the feeding conveying device A according to the current production requirement, the electric control device controls the sliding frame driving mechanism E5 on the first transfer conveying device E to move the sliding frame E2 to the output end of the lower buffer roller conveying mechanism F6 of the corresponding buffer conveying device F, the tenth blocking mechanism on the lower buffer roller conveying mechanism F6 blocks the empty tray to continue to convey forwards, then the electric control device controls the sliding frame driving mechanism E5 to move the sliding frame E2 to the input end of the feeding conveying device A, the tenth blocking mechanism releases the blocking to enable the empty tray to be conveyed to the feeding conveying device A, and the carrying mechanical handle and the automobile crankshaft with the model corresponding to the tray are clamped on the empty tray. Therefore, the quality inspection conveying device for the automobile crankshaft has the functions of conveying workpieces and returning empty trays, is ingenious in design, saves space and improves conveying efficiency.
In this embodiment, referring to fig. 34, each of the first blocking mechanism A4, the second blocking mechanism E6, the third blocking mechanism G1, the fourth blocking mechanism F9, the fifth blocking mechanism F10, the sixth blocking mechanism H4, the seventh blocking mechanism, the eighth blocking mechanism, the ninth blocking mechanism, the tenth blocking mechanism, and the eleventh blocking mechanism includes a second supporting plate F91, a driving cylinder F92 vertically disposed upward on the second supporting plate F91, and a baffle F93 disposed at a piston rod end of the driving cylinder F92. When the tray is blocked, the driving cylinder F92 drives the baffle plate F93 to extend upwards and be higher than the bearing surface of the roller way conveying mechanism, so that the tray is prevented from being conveyed forwards; when the blocking is released, the driving air cylinder F92 drives the baffle plate F93 to reset, and the tray continues to be transported forwards.
Preferably, two guide rods F94 are arranged on the bottom surface of the baffle plate F93, a sliding sleeve F95 corresponding to the positions of the guide rods is fixedly arranged on the second support plate, and the two guide rods F94 are respectively slidably inserted in the sliding sleeve F95. Through the guide effect of sliding sleeve F95 and guide bar F94, can guarantee that the direction of motion of baffle F93 is correct, can also avoid the piston rod of drive actuating cylinder F92 to receive the shearing force, prevent that the piston rod from warping because of the shearing force.
In this embodiment, referring to fig. 16, thrust mechanisms P are respectively disposed on the feeding conveyor a, the side pushing device B, the first transferring conveyor E, the second transferring conveyor G, the buffer conveyor F, and the discharging conveyor H, each thrust mechanism P includes a third support plate (not visible in the figure), and a plurality of setting thrusters P1, each thrust mechanism P1 includes a support P11 on the third support plate and a thrust block P12 rotatably disposed on the support P11, the support is provided with a limit groove P13, the thrust block P12 is disposed in the limit groove P13 through a pin P14, the pin P14 is provided with a torsion spring P15, and the torsion spring P15 is used for pulling the thrust block P12 to enable the thrust block P12 to abut against the support P11.
When the tray carried forward, tray J overcomes torsional spring elasticity and can promotes thrust block P12 swing, make tray J's bottom surface push down thrust block P12, make tray J carry forward smoothly, after tray J passes through thrust mechanism P, the elasticity pulling thrust block that torsional spring P15 applyed to thrust block P12 makes thrust block P12 support and presses on spacing groove P13, thrust block P12 is in vertical state this moment, even tray J promotes thrust block P12 backward, thrust block P12 also can be rotated by support P11 restriction, thereby block the tray and continue rearward movement, guarantee that the tray can only unidirectional movement.
Similarly, the lifting thrust mechanism D5 comprises a fourth support plate arranged on the lifting frame D1, a fifth cylinder vertically arranged on the fourth support plate upwards, a connecting block arranged at the end part of a piston rod of the fifth cylinder, and thrust devices P respectively arranged at two ends of the connecting block.
In this embodiment, please refer to fig. 17, the first roller conveyor A2, the second roller conveyor B2, the third roller conveyor D4, the upper transfer roller conveyor E3, the lower transfer roller conveyor E4, the upper buffer roller conveyor F2, the lower buffer roller conveyor F3, the feeding roller conveyor H2, and the tray returning roller conveyor H3 are roller conveyors, and the roller conveyors include two mounting seats a21, a plurality of guide rollers a22 disposed between the two mounting seats, a driving motor a23, and a transmission mechanism, and the driving motor a23 drives the guide rollers a22 to rotate synchronously through the transmission mechanism.
In one embodiment, the transmission mechanism includes a torque limiter a24 disposed at the output end of the driving motor a23, a friction sprocket a25 is disposed on the torque limiter, a driving sprocket a26 and a driven sprocket a27 are disposed at the end of each of the guide rollers a22, the friction sprocket is in transmission connection with the driving sprocket on one of the guide rollers through a first chain a28 (only a part of the chain is shown in the figure), and the driven sprockets on the guide rollers are in transmission connection with a second chain a 29. The torque limiter A24 comprises a coupling main body, a driving friction plate, a driven friction plate, a disc spring and a locking end cover, wherein the driving friction plate, the driven friction plate, the disc spring and the locking end cover are arranged on the coupling main body, the friction chain wheel is arranged between the driving friction plate and the driven friction plate, and the disc spring is used for pressing the driven friction plate to enable the friction chain wheel to rotate under the action of friction force provided by the driving friction plate and the driven friction plate. The compression amount of the disc spring can be adjusted by locking the end cover, so that the effect of adjusting the torsion preset value of the torsion limiter is achieved. During manual work, there is the danger that is drawn into the deflector roll clearance in operator's hand, because driving motor's output passes through the torque limiter and is connected with the friction sprocket, when the external force that the deflector roll was received exceeded 75N, the transmission torque of friction sprocket and torque limiter can increase in the twinkling of an eye and exceed the predetermined slip torque value of torque limiter for take place to skid between friction sprocket and the torque limiter, thereby the deflector roll is the motion that stops immediately, plays manual work safety protection purpose.
Preferably, as shown in fig. 17, the inner sides of the two mounting seats a21 are provided with guide strips a61, and the guide strips a61 are fixedly connected with the mounting seats a21 through guide adjusting plates a 62. The tray moves between the two guide strips, and the guide strips A61 guide the tray to keep a linear moving track, so that the tray deviation is prevented from influencing the placement precision of the automobile crankshaft. In addition, the distance between the two guide strips A61 can be adjusted through the position of the guide adjusting plate A62, and the motion guide precision of the tray is improved better.
It should be understood that equivalents and modifications of the technical solution and inventive concept thereof may occur to those skilled in the art, and all such modifications and alterations should fall within the protective scope of the present invention.
Claims (7)
1. The quality inspection system of the automobile crankshaft is characterized by comprising a synchronous carrying device, a workpiece transfer device, a workpiece placing table arranged on the periphery of the workpiece transfer device, a carrying manipulator, a workpiece storage rack, a quality inspection conveying device and an electric control device which are sequentially arranged; the synchronous conveying device is used for enabling workpieces on the device to synchronously move and convey the workpieces to a blanking station of the device one by one, and the workpiece transferring device is used for clamping the workpieces on the blanking station of the synchronous conveying device and transferring the workpieces to a workpiece placing table; the conveying manipulator is used for conveying the workpieces on the workpiece placing table to the workpiece storage rack and conveying the workpieces on the workpiece storage rack to the quality inspection conveying device; the quality inspection conveying device is used for carrying out quality inspection on workpieces of different types and carrying out classified caching; the synchronous conveying device, the workpiece transfer device, the conveying manipulator and the quality inspection conveying device are electrically connected with the electric control device, and the electric control device controls the synchronous conveying device, the workpiece transfer device, the conveying manipulator and the quality inspection conveying device to work; the quality inspection conveying device comprises a feeding conveying device, a side pulling conveying device, a quality inspection platform, a lifting conveying device, a first transfer conveying device, a buffer conveying device, a second transfer conveying device and a discharging conveying device; the feeding and conveying device is used for identifying the type and the placing posture of the tray and conveying the tray loaded with the workpiece forwards; the side pulling conveying device is used for guiding the tray to be pulled to the quality inspection platform in the side direction; the quality inspection platform is used for carrying out qualified inspection on the workpiece; the lifting conveying device is used for carrying out pairing identification on qualified products and the trays and conveying the trays with the qualified products to the first transfer conveying device; the buffer conveying devices are arranged in parallel, and each buffer conveying device can buffer a plurality of qualified products; the first transfer conveying device is used for conveying the trays with the qualified products to the corresponding cache conveying devices to realize classified cache; the second transfer conveying device is used for conveying the trays with the qualified products in the buffer conveying device to the blanking conveying device; the blanking conveying device is used for conveying the tray loaded with the qualified products to the carrying trolley.
2. The quality inspection system of the automobile crankshaft as claimed in claim 1, wherein the workpiece transfer device comprises a first chassis, a turntable rotatably disposed on the first chassis, a third motor for driving the turntable to rotate, a linear driving mechanism disposed on the turntable, a connecting frame connected to an output end of the linear driving mechanism, and a gripper disposed on the connecting frame; the gripper comprises a first mounting plate, a clamping mechanism and a workpiece stabilizing mechanism, wherein the clamping mechanism and the workpiece stabilizing mechanism are arranged on the first mounting plate; the linear driving mechanism is used for driving the connecting frame and the components on the connecting frame to move along the vertical direction.
3. The quality inspection system of the automobile crankshaft according to claim 1, wherein the feeding and conveying device comprises a third rack, a first roller conveying mechanism arranged on the third rack, and a first sensing assembly and a first blocking mechanism arranged on the first roller conveying mechanism; each tray is provided with an identification module arranged on a preset position, and the first induction assembly is used for inducing the arrangement position of the identification module on the tray and feeding induction signals back to the electric control device; the first blocking mechanism is used for blocking the tray from being conveyed forwards.
4. The quality inspection system of the automobile crankshaft as claimed in claim 1, wherein the quality inspection platform comprises a fifth rack, a transportation panel and a bottom plate arranged on the fifth rack, and a first lifting mechanism arranged on the bottom plate, the transportation panel is located above the bottom plate, the first lifting mechanism comprises a second mounting plate, a lifting arm arranged on the second mounting plate, and a first cylinder for driving the second mounting plate to move vertically relative to the bottom plate, the lifting arm is used for lifting a workpiece placed on the transportation panel, the lifting arm comprises a support arm fixedly arranged on the second mounting plate and a positioning structure arranged on the free end of the support arm, the positioning structure comprises two positioning wheels fixedly arranged on the side surface of the support arm, and a V-shaped receiving station is formed between the two positioning wheels.
5. The quality inspection system of the automobile crankshaft as claimed in claim 1, wherein the lifting and conveying device comprises a lifting frame, a second bottom frame, a second lifting mechanism arranged on the second bottom frame, and a third three-roller conveying mechanism arranged on the lifting frame, wherein the second lifting mechanism is used for driving the lifting frame to vertically move relative to the second bottom frame; the third roller conveying mechanism is provided with a lifting thrust mechanism, the third roller conveying mechanism is provided with a second induction assembly and a third induction assembly, and the second induction assembly is used for inducing the arrangement position of the identification module on the tray and feeding back an induction signal to the electric control device; the third sensing assembly is used for identifying the type of the workpiece; the lifting thrust mechanism is used for preventing the tray from being conveyed forwards.
6. The system of claim 1, wherein the first and second transfer conveyors each comprise a base, a carriage slidably disposed on top of the base, an upper and lower transfer roller conveyor and a carriage drive mechanism disposed on the carriage; the shifting upper roller way conveying mechanism is positioned above the shifting lower roller way conveying mechanism, a second blocking mechanism for blocking the forward conveying of the tray is arranged on the shifting upper roller way conveying mechanism of the first shifting conveying device, and a third blocking mechanism for blocking the forward conveying of the tray is arranged on the shifting upper roller way conveying mechanism of the second shifting conveying device; the sliding frame driving mechanism is used for driving the sliding frame to horizontally move towards the direction vertical to the conveying direction of the workpieces.
7. The quality inspection system of the automobile crankshaft according to claim 1, wherein each of the buffer conveying devices comprises a sixth frame, a buffer upper roller conveying mechanism and a buffer lower roller conveying mechanism, the buffer upper roller conveying mechanism and the buffer lower roller conveying mechanism are arranged on the sixth frame, the buffer upper roller conveying mechanism is located above the buffer lower roller conveying mechanism, a plurality of upper buffer stations are arranged on the buffer upper roller conveying mechanism, the upper buffer station closest to the output end of the buffer upper roller conveying mechanism is a first buffer station, a fourth blocking mechanism and a fifth blocking mechanism are respectively arranged on the front side and the rear side of the first buffer station, the fourth blocking mechanism is used for blocking the tray on the first buffer station from being conveyed forwards, and the fifth blocking mechanism is used for blocking the tray on the buffer station on the rear side of the first buffer station from being conveyed forwards.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011210918.0A CN113731835B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system for automobile crankshaft |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011210918.0A CN113731835B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system for automobile crankshaft |
| CN202010458278.9A CN111558540B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system of automobile crankshaft |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010458278.9A Division CN111558540B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system of automobile crankshaft |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113731835A CN113731835A (en) | 2021-12-03 |
| CN113731835B true CN113731835B (en) | 2023-01-17 |
Family
ID=72073615
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011210918.0A Active CN113731835B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system for automobile crankshaft |
| CN202010458278.9A Active CN111558540B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system of automobile crankshaft |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010458278.9A Active CN111558540B (en) | 2020-05-27 | 2020-05-27 | Quality inspection system of automobile crankshaft |
Country Status (1)
| Country | Link |
|---|---|
| CN (2) | CN113731835B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113731835B (en) * | 2020-05-27 | 2023-01-17 | 广东原点智能技术有限公司 | Quality inspection system for automobile crankshaft |
| CN112857458B (en) * | 2021-02-05 | 2023-08-29 | 常州捷佳创精密机械有限公司 | Detection device, material table equipment and image processing method of material table equipment |
| CN113198783B (en) * | 2021-05-07 | 2022-03-25 | 广州松兴电气股份有限公司 | Cleaning equipment and cleaning process for air conditioning unit |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939608A (en) * | 1982-08-26 | 1984-03-05 | Daichiyou Tekko:Kk | Transfer method and apparatus for articles |
| JPH08257867A (en) * | 1995-03-28 | 1996-10-08 | Suzuki Motor Corp | Workpiece conveyer |
| US5577597A (en) * | 1992-06-05 | 1996-11-26 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Work transport system including pallet transport apparatus |
| CN104722498A (en) * | 2015-03-16 | 2015-06-24 | 机科发展科技股份有限公司 | Automatic detecting and sorting machine for crankshafts |
| CN105173721A (en) * | 2015-09-10 | 2015-12-23 | 华中科技大学 | Pneumatic tongs for feeding and discharging of crankshafts |
| CN106477265A (en) * | 2016-11-29 | 2017-03-08 | 赵铭竹 | The tray conveying system that can position and rectify a deviation |
| CN208165913U (en) * | 2018-05-09 | 2018-11-30 | 蓝思智能机器人(长沙)有限公司 | A kind of circulation feeding device |
| CN208439968U (en) * | 2018-03-23 | 2019-01-29 | 东莞中创智能制造系统有限公司 | Adjustable automatic material blanking mechanism |
| CN208700030U (en) * | 2018-09-20 | 2019-04-05 | 常州托尼帕克称重系统有限公司 | A kind of material frame automatic catching mechanism |
| CN208841410U (en) * | 2018-09-26 | 2019-05-10 | 重庆同朗机械有限公司 | A kind of single arm type crankshaft catching robot |
| CN209223571U (en) * | 2018-12-28 | 2019-08-09 | 佛山隆深机器人有限公司 | A kind of Crankshaft Machining production line |
| CN111558540B (en) * | 2020-05-27 | 2020-10-27 | 广东原点智能技术有限公司 | Quality inspection system of automobile crankshaft |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101174941B1 (en) * | 2007-11-30 | 2012-08-17 | 현대중공업 주식회사 | Check-up unit for distinguish between kinds crankshaft |
| US8508743B2 (en) * | 2011-03-04 | 2013-08-13 | Hommel-Etamic Gmbh | Crankshaft testing method |
| CN206366515U (en) * | 2016-12-23 | 2017-08-01 | 东莞市德胜自动化设备有限公司 | A kind of automatic test and integrated machine for sorting |
| CN107737736A (en) * | 2017-11-15 | 2018-02-27 | 广东利迅达机器人系统股份有限公司 | A kind of loading and unloading haulage equipment of band detection classification |
| CN210411591U (en) * | 2019-08-20 | 2020-04-28 | 桂林电子科技大学 | Automatic production line system based on intelligent manufacturing mode for crankshaft magnetic particle inspection |
| CN111054640A (en) * | 2020-01-07 | 2020-04-24 | 九江职业技术学院 | Automatic change mechanical detection device |
-
2020
- 2020-05-27 CN CN202011210918.0A patent/CN113731835B/en active Active
- 2020-05-27 CN CN202010458278.9A patent/CN111558540B/en active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5939608A (en) * | 1982-08-26 | 1984-03-05 | Daichiyou Tekko:Kk | Transfer method and apparatus for articles |
| US5577597A (en) * | 1992-06-05 | 1996-11-26 | Mitsubishi Jidosha Kogyo Kabushiki Kaisha | Work transport system including pallet transport apparatus |
| JPH08257867A (en) * | 1995-03-28 | 1996-10-08 | Suzuki Motor Corp | Workpiece conveyer |
| CN104722498A (en) * | 2015-03-16 | 2015-06-24 | 机科发展科技股份有限公司 | Automatic detecting and sorting machine for crankshafts |
| CN105173721A (en) * | 2015-09-10 | 2015-12-23 | 华中科技大学 | Pneumatic tongs for feeding and discharging of crankshafts |
| CN106477265A (en) * | 2016-11-29 | 2017-03-08 | 赵铭竹 | The tray conveying system that can position and rectify a deviation |
| CN208439968U (en) * | 2018-03-23 | 2019-01-29 | 东莞中创智能制造系统有限公司 | Adjustable automatic material blanking mechanism |
| CN208165913U (en) * | 2018-05-09 | 2018-11-30 | 蓝思智能机器人(长沙)有限公司 | A kind of circulation feeding device |
| CN208700030U (en) * | 2018-09-20 | 2019-04-05 | 常州托尼帕克称重系统有限公司 | A kind of material frame automatic catching mechanism |
| CN208841410U (en) * | 2018-09-26 | 2019-05-10 | 重庆同朗机械有限公司 | A kind of single arm type crankshaft catching robot |
| CN209223571U (en) * | 2018-12-28 | 2019-08-09 | 佛山隆深机器人有限公司 | A kind of Crankshaft Machining production line |
| CN111558540B (en) * | 2020-05-27 | 2020-10-27 | 广东原点智能技术有限公司 | Quality inspection system of automobile crankshaft |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113731835A (en) | 2021-12-03 |
| CN111558540B (en) | 2020-10-27 |
| CN111558540A (en) | 2020-08-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113731835B (en) | Quality inspection system for automobile crankshaft | |
| CN110385278B (en) | Automobile steering gear sleeve detection device | |
| CN111071782B (en) | Rechecking device of display device | |
| CN108258857B (en) | Punching sheet detection mechanism of rotor processing equipment | |
| CN214865377U (en) | Box label and automatic appearance detection equipment | |
| CN107364711A (en) | A kind of sorting device and its method for sorting | |
| CN113979050A (en) | Logistics classification transfer equipment and method | |
| CN108422204B (en) | Flange processing line | |
| CN112845177A (en) | Box label and automatic appearance detection equipment | |
| CN109013376A (en) | A kind of log automatic classification sorting equipment configuration | |
| CN108787487A (en) | Lithium battery checking machine | |
| CN110980228A (en) | Caching mechanism and caching method | |
| CN112403917B (en) | Emptying and sub-packaging conveying line | |
| CN111674906B (en) | Automobile crankshaft transfer device | |
| CN111591739A (en) | Quality inspection conveying device for automobile crankshaft | |
| CN210880091U (en) | Automatic fixed-length sawing and sorting equipment for conical round materials | |
| CN117085952A (en) | Warehouse sorting method and sorting device thereof | |
| CN212314848U (en) | Quality inspection conveying device for automobile crankshaft | |
| CN111674893B (en) | Warehouse-in carrying device for automobile crankshafts | |
| CN114084574B (en) | Type identification structure of tray and workpiece and pairing judgment method | |
| CN111421099B (en) | Hinge riveting machine | |
| CN210730209U (en) | Automobile steering gear sleeve detection device | |
| CN113959698B (en) | Detection device and detection method for springs | |
| CN217125339U (en) | Automatic assembly production line | |
| CN114084575B (en) | Roller way conveying device of automobile crankshaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |