CN111954703A - Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body - Google Patents
Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body Download PDFInfo
- Publication number
- CN111954703A CN111954703A CN201880091671.XA CN201880091671A CN111954703A CN 111954703 A CN111954703 A CN 111954703A CN 201880091671 A CN201880091671 A CN 201880091671A CN 111954703 A CN111954703 A CN 111954703A
- Authority
- CN
- China
- Prior art keywords
- layer
- resin layer
- curable resin
- laminate
- cured
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/08—Macromolecular additives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/28—Encapsulations, e.g. encapsulating layers, coatings, e.g. for protection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Power Engineering (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
- Gasket Seals (AREA)
- Table Devices Or Equipment (AREA)
Abstract
The present invention relates to a laminate for preventing warpage of a cured sealing body, which comprises a curable resin layer (I) comprising a thermosetting resin layer (X1) and a support layer (II) supporting the curable resin layer (I), wherein the thermosetting resin layer (X1) is directly laminated on the support layer (II), the adhesive strength of the 1 st surface of the curable resin layer (I) is 1.7N/25mm or more, which is measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃, and peeling the curable resin layer (I) at a temperature of 23 ℃, a peeling angle of 180 ℃, and a peeling speed of 300mm/min, the 1 st surface being the surface opposite to the support layer (II), and the cured sealing body is produced by sealing an object to be sealed with a sealing material on the 1 st surface of the curable resin layer (I).
Description
Technical Field
The present invention relates to a laminate for preventing warpage of a cured sealing body, and a method for producing a cured sealing body.
Background
In recent years, electronic devices have been made smaller, lighter, and more functional, and semiconductor chips are sometimes mounted in packages having dimensions close to those of the electronic devices. Such a Package is sometimes called a CSP (Chip Scale Package). The CSP includes: wafer Level Package (WLP) in which a Package is completed by performing a process up to a final packaging process at a Wafer size, Panel Level Package (PLP) in which a Package is completed by performing a process up to a final packaging process at a Panel size larger than a Wafer size, and the like.
WLP and PLP are classified into Fan-In (Fan-In) type and Fan-Out (Fan-Out) type. In fan-out WLP (hereinafter also referred to as "FOWLP") and PLP (hereinafter also referred to as "FOPLP"), a semiconductor chip is covered with a sealing material to form a region larger than the chip size, and a re-wiring layer and an external electrode are formed not only on the circuit surface of the semiconductor chip but also on the surface region of the sealing material to form a cured sealing body of the semiconductor chip.
FOWLP and FOPLP can be manufactured, for example, by the following steps: a mounting step of mounting a plurality of semiconductor chips on the temporary fixing sheet; a coating step of coating the substrate with a thermosetting sealing material; a curing step of obtaining a cured sealing body by thermally curing the sealing material; a separation step of separating the cured sealing body from the temporary fixing sheet; and a rewiring layer forming step of forming a rewiring layer on the exposed surface of the semiconductor chip side (hereinafter, the processing performed in the coating step and the curing step is also referred to as "sealing processing").
Documents of the prior art
Patent document
Patent document 1: japanese patent laid-open No. 2001-131507
Disclosure of Invention
Problems to be solved by the invention
However, if the cured seal is produced using the adhesive sheet described in patent document 1 as a temporary fixing sheet, the cured seal tends to warp due to heat shrinkage. This is believed to be due to: since the semiconductor chip sealed in the cured sealing body is unevenly present on the surface side in contact with the temporary fixing sheet, a region on the side where the semiconductor chip having a small coefficient of thermal expansion is present at a relatively high ratio and a region on the side where the cured resin having a large coefficient of thermal expansion is present at a relatively high ratio are generated in the cured sealing body, and stress is generated due to the difference in thermal shrinkage rate between the two regions. This problem tends to become significant as the package size of FOWLP, FOPLP, or the like increases.
A cured seal that has been warped may cause the following disadvantages: for example, when the cured sealing body is ground in a subsequent step, cracks are likely to occur, and when the cured sealing body is transported by a device, a failure is likely to occur when the cured sealing body is delivered by a robot arm.
In view of the above problems, an object of the present invention is to provide a warpage-preventing laminate which has a support layer and a curable resin layer, can be used for sealing by fixing an object to be sealed to the surface of the curable resin layer, can be provided with a cured resin layer as a warpage-preventing layer to a cured seal body formed by the sealing, and can prevent displacement from occurring when the object to be sealed is fixed, and a method for producing a cured seal body using the warpage-preventing laminate.
Means for solving the problems
The present inventors have conducted intensive studies to solve the above problems, and as a result, have found that the above problems can be solved by setting the adhesive force of the curable resin layer within a predetermined range, and have completed the present invention.
Namely, the present invention provides the following [1] to [11 ].
[1] A laminate for preventing warping of a cured sealing body, comprising:
a curable resin layer (I) comprising a thermosetting resin layer (X1), and
a support layer (II) for supporting the curable resin layer (I),
the thermosetting resin layer (X1) is directly laminated on the support layer (II),
the adhesive strength of the 1 st surface of the curable resin layer (I) is 1.7N/25mm or more, which is measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃ and peeling the curable resin layer (I) at a temperature of 23 ℃, a peeling angle of 180 ℃ and a peeling speed of 300mm/min, wherein the 1 st surface is the surface opposite to the support layer (II),
the cured sealing body is produced by sealing an object to be sealed with a sealing material on the 1 st surface of the curable resin layer (I).
[2] The laminate for preventing warping according to [1], wherein the curable resin layer (I) is a single thermosetting resin layer (X1).
[3] The laminate for preventing warping according to [1], wherein the curable resin layer (I) comprises a1 st layer located on the side of the support layer (II) and a2 nd layer located on the 1 st surface side,
the 1 st layer is a1 st thermosetting resin layer (X1-1),
the above-mentioned 2 nd layer is a2 nd thermosetting resin layer (X1-2) having a surface adhesion force higher than that of the 1 st thermosetting resin layer (X1-1).
[4] The laminate for preventing warping according to [1], wherein the curable resin layer (I) comprises a1 st layer located on the side of the support layer (II) and a2 nd layer located on the 1 st surface side,
the 1 st layer is a thermosetting resin layer (X1-1),
the 2 nd layer is an energy ray-curable resin layer (X2).
[5] The laminate for preventing warpage according to any one of the above [1] to [4], wherein the thickness of the curable resin layer (I) is 1 to 500 μm.
[6] The laminate for preventing warping according to any one of [1] to [5], wherein,
the support layer (II) has a base material (Y) and an adhesive layer (V), at least one of the base material (Y) and the adhesive layer (V) contains expandable particles,
the anti-warp laminate is separated at the interface between the support layer (II) and the cured resin layer (I') obtained by curing the curable resin layer (I) by the treatment of expanding the expandable particles.
[7] The laminate for preventing warping according to [6], wherein the base material (Y) has an expandable base material layer (Y1) containing the expandable particles.
[8] The laminate for preventing warping according to [7], wherein the pressure-sensitive adhesive layer (V) is a non-expandable pressure-sensitive adhesive layer (V1).
[9] The laminate for preventing warping according to [7] or [8], wherein,
the base material (Y) comprises a non-expandable base material layer (Y2) and an expandable base material layer (Y1),
the support layer (II) comprises a non-expandable base material layer (Y2), an expandable base material layer (Y1) and an adhesive layer (V) in this order,
the adhesive layer (V) and the thermosetting resin layer (X1) were directly laminated together.
[10] A method for producing a cured sealing body, which comprises using the laminate for warpage prevention according to any one of the above items [1] to [9],
the method comprises the following steps:
placing an object to be sealed on a part of the 1 st surface of the curable resin layer (I) included in the laminate for preventing warpage;
coating the object to be sealed and the first surface 1 of the curable resin layer (I) on at least the peripheral portion of the object to be sealed with a thermosetting sealing material;
the sealing material is thermally cured to form a cured sealing body containing the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I'), thereby obtaining a cured sealing body with a cured resin layer.
[11] A method for producing a cured sealing body, which comprises using the laminate for warpage prevention according to [4] above,
the method comprises the following steps:
placing an object to be sealed on the 1 st surface of the curable resin layer (I) of the warp-preventing laminate, i.e., a part of the surface of the energy ray-curable resin layer (X2) opposite to the 1 st layer;
curing the energy ray-curable resin layer (X2) by irradiation with an energy ray;
coating the object to be sealed and the surface of the curable resin layer (I) on at least the peripheral portion of the object to be sealed with a thermosetting sealing material;
the sealing material is thermally cured to form a cured sealing body containing the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I'), thereby obtaining a cured sealing body with a cured resin layer.
ADVANTAGEOUS EFFECTS OF INVENTION
According to the present invention, it is possible to provide a warpage-preventing laminate which can be sealed by fixing an object to be sealed to the surface of the curable resin layer, can provide a cured resin layer as a warpage-preventing layer to the cured seal body formed by the sealing, and can prevent displacement from occurring when the object to be sealed is fixed, and a method for manufacturing a cured seal body using the warpage-preventing laminate.
Drawings
Fig. 1 is a schematic cross-sectional view of a warp-preventing laminate according to a first embodiment of the present invention.
Fig. 2 is a schematic cross-sectional view of a laminate for warpage prevention, showing the structure of the laminate according to a second embodiment of the present invention.
Fig. 3 is a schematic cross-sectional view of a warp-preventing laminate according to a third embodiment of the present invention.
Fig. 4 is a schematic cross-sectional view of a warp-preventing laminate according to a fourth embodiment of the present invention.
Fig. 5 is a schematic cross-sectional view of a laminate for preventing warping according to a fifth embodiment of the present invention.
FIG. 6 is a schematic sectional view showing a step of producing a cured sealing body with a cured resin layer.
FIG. 7 is a schematic sectional view showing another manufacturing process of a cured sealing body with a cured resin layer.
Description of the symbols
(I) The method comprises the following steps Curable resin layer
(I'): cured resin layer
(I*): partially cured curable resin layer
(II): supporting layer
(II'): expanded support layer
(V): adhesive layer
(V1): (1 st) adhesive layer
(V1-1): 1 st adhesive layer
(V2), (V1-2): 2 nd adhesive layer
(X1), (X1-1), (X1-2): thermosetting resin layer
(X1'): cured thermosetting resin layer
(X1-1'): cured thermosetting resin layer
(X2): energy ray-curable resin layer
(X2'): cured energy ray-curable resin layer
(Y): base material
(Y1): expandable substrate layer
(Y1'): expanded expandable base material layer
(Y2): non-expandable substrate layer
1a, 1b, 2a, 2b, 3,4, 5: anti-warping laminate
50: support body
60: sealing object (semiconductor chip)
70: forming die
71: injection hole
72: shaping space
80: sealing material
81: cured sealing material
85: cured seal
200: cured sealing body with cured resin layer
P: interface (I)
Detailed Description
First, terms used in the present specification will be described.
In the present specification, whether or not the layer to be evaluated is a "non-expandable layer" can be determined as follows: after the treatment for swelling was performed for 3 minutes, when the volume change rate before and after the treatment was less than 5% as calculated from the following equation, the layer was determined to be a "non-swelling layer". On the other hand, when the volume change rate is 5% or more, the layer is determined to be an "expandable layer".
Volume change rate (%) { (volume of the layer after treatment-volume of the layer before treatment)/volume of the layer before treatment } × 100
In the case of a layer containing thermally expandable particles, for example, the "treatment for expanding" may be performed by performing a heating treatment for 3 minutes at an expansion start temperature (t) of the thermally expandable particles.
In the present specification, the "active ingredient" refers to a component other than the diluting solvent among the components contained in the target composition.
In the present specification, the weight average molecular weight (Mw) is a value in terms of standard polystyrene measured by a Gel Permeation Chromatography (GPC) method, specifically a value measured by the method described in examples.
In the present specification, for example, "(meth) acrylic acid" means both "acrylic acid" and "methacrylic acid", and other similar terms are also used.
In the present specification, regarding a preferable numerical range (for example, a range of contents), the lower limit value and the upper limit value described in sections may be independently combined. For example, according to the description of "preferably 10 to 90, more preferably 30 to 60", the "preferable lower limit value (10)" and the "more preferable upper limit value (60)" may be combined to obtain "10 to 60".
In the present specification, the "energy ray" means a ray having an energy quantum in an electromagnetic wave or a charged particle beam, and examples thereof include ultraviolet rays, radiation, an electron beam, and the like. The ultraviolet rays can be irradiated using, for example, a high-pressure mercury lamp, a fusion lamp, a xenon lamp, a black light, an LED lamp, or the like as an ultraviolet light source. The electron beam may irradiate an electron beam generated by an electron beam accelerator or the like.
In the present specification, "energy ray-curable property" means a property that curing occurs by irradiation with an energy ray, and "non-energy ray-curable property" means a property that curing does not occur even if irradiation with an energy ray.
Hereinafter, embodiments of the present invention (hereinafter, also referred to as "the present embodiment") will be described.
[ anti-warping laminate ]
The laminate for preventing warpage according to one embodiment of the present invention includes a curable resin layer (I) including a thermosetting resin layer (X1), and a support layer (II) that supports the curable resin layer (I). In the following description, the laminate for preventing warpage may be simply referred to as "laminate".
The thermosetting resin layer (X1) is directly laminated on the support layer (II).
The adhesive strength of the 1 st surface, which is the surface of the curable resin layer (I) opposite to the support layer (II), is 1.7N/25mm or more, as measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃ and peeling the curable resin layer (I) at a temperature of 23 ℃, a peeling angle of 180 ℃ and a peeling speed of 300 mm/min.
The laminate for preventing warpage is used for sealing an object to be sealed with a sealing material on the 1 st surface of the curable resin layer (I) to produce a cured sealing body, and serves to prevent warpage of the cured sealing body during the production process.
< construction of laminate for preventing warpage >
The structure of the laminate for preventing warping according to the present embodiment will be described with reference to the drawings.
Fig. 1 to 5 are schematic cross-sectional views of a laminate for preventing warping according to first to fifth embodiments of the present invention. In the laminate of the first to fifth embodiments below, a release material may be further laminated on the pressure-sensitive adhesive surface of the pressure-sensitive adhesive layer (V1) bonded to a support (not shown) and the 1 st surface (surface opposite to the support layer (II)) of the curable resin layer (I) from the viewpoint of protecting the surfaces of the curable resin layer (I) and the support layer (II). The release material can be peeled and removed when the warp-preventing laminate is used.
[ anti-warping laminate according to the first embodiment ]
As the laminate for preventing warpage according to the first embodiment of the present invention, laminates 1a and 1b shown in fig. 1 can be exemplified.
The laminated bodies 1a and 1b have the following structure: the adhesive layer comprises a support layer (II) having a substrate (Y) and an adhesive layer (V1), and a curable resin layer (I), wherein the substrate (Y) and the curable resin layer (I) are directly laminated together.
In the following description, the surface of the curable resin layer (I) opposite to the support layer (II) may be referred to as "1 st surface", and the surface on the support layer (II) side may be referred to as "2 nd surface".
The 1 st surface of the curable resin layer (I) is an adhesive surface having a predetermined adhesive force, and when the object to be sealed is placed, the object to be sealed can be fixed by the adhesive force.
In the laminates 1a and 1b, the adhesive surface of the pressure-sensitive adhesive layer (V1) is bonded to a support (not shown).
In the support layer (II), both the substrate (Y) and the pressure-sensitive adhesive layer (V1) may be non-expandable, or at least either one of the substrate (Y) and the pressure-sensitive adhesive layer (V1) may be an expandable layer, and preferably either one of the layers contains expandable particles and has expandability. In the laminate 1a of fig. 1(a), the base material (Y) has an expandable base material layer (Y1) containing expandable particles.
The substrate (Y) may be a single-layer structure substrate composed only of an expandable substrate layer (Y1) such as the laminate 1a shown in fig. 1(a), or may be a multilayer structure substrate having an expandable substrate layer (Y1) and a non-expandable substrate layer (Y2) such as the laminate 1b shown in fig. 1 (b).
In the case where the substrate (Y) having the expandable substrate layer (Y1) and the non-expandable substrate layer (Y2) is used in the laminate for preventing warping according to the first embodiment, it is preferable that the laminate have a structure in which the non-expandable substrate layer (Y2) is laminated on the surface of the pressure-sensitive adhesive layer (V1) and the expandable substrate layer (Y1) is further laminated on the surface of the non-expandable substrate layer (Y2), as shown in fig. 1 (b).
In the laminate 1a shown in fig. 1(a), the expandable particles contained in the expandable base material layer (Y1) expand by expansion treatment by heating or the like, and irregularities are generated on the surface of the base material (Y), and the contact area with the cured resin layer obtained by curing the curable resin layer (I) decreases. In the following description, a layer obtained by curing a curable resin layer is referred to as a cured resin layer (I').
At this time, the adhesive surface of the adhesive layer (V1) is stuck to a support (not shown). By attaching the pressure-sensitive adhesive layer (V1) to the support in a sufficiently adhesive manner, even if a force that would cause unevenness is generated on the surface of the expandable base material layer (Y1) on the pressure-sensitive adhesive layer (V1) side, a force that repels the pressure-sensitive adhesive layer (V1) is likely to be generated. Therefore, unevenness is less likely to be formed on the surface of the substrate (Y) on the pressure-sensitive adhesive layer (V1) side.
As a result, the laminate 1a can be easily separated at a time with a small force at the interface P between the base (Y) of the support layer (II) and the cured resin layer (I').
By forming the pressure-sensitive adhesive layer (V1) of the laminate 1a with a pressure-sensitive adhesive composition that can increase the adhesive strength to the support, separation at the interface P can be performed more easily. In the following description, the interface between the curable resin layer (I) and the support layer (II) may be referred to as "interface P".
In order to prevent the stress due to the expandable particles from being transmitted to the pressure-sensitive adhesive layer (V1), it is preferable that the base material (Y) have an expandable base material layer (Y1) and a non-expandable base material layer (Y2) as in the laminate 1b shown in fig. 1 (b).
Since the stress of the expandable base material layer (Y1) due to expansion of the expandable particles is suppressed by the non-expandable base material layer (Y2), it is not easily transmitted to the adhesive layer (V1).
Therefore, unevenness is less likely to occur on the surface of the pressure-sensitive adhesive layer (V1) on the support side, and the adhesion between the pressure-sensitive adhesive layer (V1) and the support is hardly changed before and after the expansion treatment by heating or the like, and good adhesion can be maintained. As a result, irregularities are easily formed on the surface of the expandable substrate layer (Y1) on the curable resin layer (I) side, and as a result, the expandable substrate layer (Y1) of the support layer (II) and the cured resin layer (I') can be easily separated at a time with a small force.
As in the laminate 1b shown in fig. 1(b), the expandable base material layer (Y1) and the curable resin layer (I) are preferably directly laminated, and the pressure-sensitive adhesive layer (V1) is preferably laminated on the surface of the non-expandable base material layer (Y2) opposite to the curable resin layer (I).
Further, an adhesive layer and an anchor layer for bonding the expandable base material layer (Y1) and the non-expandable base material layer (Y2) may be provided between them, or they may be directly laminated.
[ laminate for preventing warping in the second embodiment ]
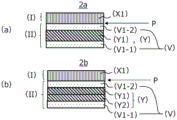
As the laminate for preventing warping according to the second embodiment of the present invention, the laminates 2a and 2b for preventing warping shown in fig. 2 can be exemplified.
The laminated bodies 2a and 2b have the following structure: the adhesive layer of the support layer (II) has a1 st adhesive layer (V1-1) and a2 nd adhesive layer (V1-2), the substrate (Y) is sandwiched between the 1 st adhesive layer (V1-1) and the 2 nd adhesive layer (V1-2), and the adhesive surface of the 2 nd adhesive layer (V1-2) is directly laminated with the curable resin layer (I). Hereinafter, each pressure-sensitive adhesive layer in the case where the support layer (II) includes a plurality of pressure-sensitive adhesive layers, and the pressure-sensitive adhesive layer in the case where the support layer (II) includes a single pressure-sensitive adhesive layer may be collectively referred to as a pressure-sensitive adhesive layer (V).
In the laminate for preventing warping according to the second embodiment, the adhesive surface of the 1 st adhesive layer (V1-1) is bonded to a support (not shown).
In the laminate for preventing warpage of the second embodiment, the base material (Y) preferably has a swellable base material layer (Y1) containing swellable particles.
The substrate (Y) may be a single-layer structure substrate composed only of an expandable substrate layer (Y1) such as the laminate 2a shown in fig. 2(a), or may be a multilayer structure substrate having an expandable substrate layer (Y1) and a non-expandable substrate layer (Y2) such as the laminate 2b shown in fig. 2 (b).
However, as described above, from the viewpoint of forming a laminate in which the adhesion between the 1 st pressure-sensitive adhesive layer (V1-1) and the support can be kept good before and after the expansion treatment by heating or the like, it is preferable that the base material (Y) has an expandable base material layer (Y1) and a non-expandable base material layer (Y2), as shown in fig. 2 (b).
In the case where the substrate (Y) having the expandable substrate layer (Y1) and the non-expandable substrate layer (Y2) is used in the laminate for preventing warpage according to the second embodiment, it is preferable that the laminate have a structure in which the 2 nd pressure-sensitive adhesive layer (V1-2) is laminated on the surface of the expandable substrate layer (Y1) and the 1 st pressure-sensitive adhesive layer (V1-1) is laminated on the surface of the non-expandable substrate layer (Y2), as shown in fig. 2 (b).
In the laminate of the second embodiment, the expandable particles in the expandable base material layer (Y1) constituting the base material (Y) are expanded by expansion treatment by heating or the like, and irregularities are generated on the surface of the expandable base material layer (Y1).
Furthermore, the 2 nd pressure-sensitive adhesive layer (V1-2) was pushed up by the irregularities generated on the surface of the expandable base material layer (Y1), and irregularities were also formed on the bonding surface of the 2 nd pressure-sensitive adhesive layer (V1-2), so that the contact area between the 2 nd pressure-sensitive adhesive layer (V1-2) and the cured resin layer (I') was reduced. As a result, the interface P between the 2 nd adhesive layer (V1-2) of the support layer (II) and the cured resin layer (I') can be easily separated at a time with a small force.
In the laminate of the second embodiment, from the viewpoint of obtaining a laminate that can be separated at once and easily with a small force at the interface P, a configuration in which the expandable base layer (Y1) of the base material (Y) of the support layer (II) and the 2 nd pressure-sensitive adhesive layer (V1-2) are directly laminated together is preferable.
[ anti-warping laminate according to third embodiment ]
As a laminate for preventing warping according to a third embodiment of the present invention, a laminate 3 for preventing warping shown in fig. 3 can be exemplified.
The laminate 3 shown in fig. 3 has the following structure: the adhesive sheet is provided with a support layer (II) which has a1 st adhesive layer (V1) which is a non-expandable adhesive layer on the surface side of one side of a substrate (Y) and a2 nd adhesive layer (V2) which is an expandable adhesive layer containing expandable particles on the surface side of the other side of the substrate (Y), wherein the 2 nd adhesive layer (V2) and a curable resin layer (I) are directly laminated together.
In the laminate 3, the adhesive surface of the 1 st adhesive layer (V1) is bonded to a support (not shown).
The base material (Y) of the laminate 3 according to the third embodiment is preferably composed of a non-swelling base material layer (Y2).
In the laminate 3 of the third embodiment, the expandable particles in the 2 nd adhesive layer (V2) which is an expandable adhesive layer are expanded by expansion treatment such as heating, and irregularities are generated on the surface of the 2 nd adhesive layer (V2), and the contact area between the 2 nd adhesive layer (V2) and the curable resin layer (I) is reduced.
On the other hand, since the surface of the 1 st pressure-sensitive adhesive layer (V1) on the substrate (Y) side is laminated on the substrate (Y), unevenness is less likely to occur.
Therefore, unevenness is easily formed on the surface of the 2 nd adhesive layer (V2) on the curable resin layer (I) side by expansion treatment such as heating, and as a result, separation can be easily performed at a time with a small force at the interface P between the 2 nd adhesive layer (V2) and the cured resin layer (I') of the support layer (II).
[ anti-warping laminate according to fourth embodiment ]
As a laminate for preventing warpage according to a fourth embodiment of the present invention, a laminate 4 for preventing warpage shown in fig. 4 can be cited.
The laminate 4 shown in fig. 4 has a structure in which a non-expandable pressure-sensitive adhesive layer (V1), an expandable base material layer (Y1), and a curable resin layer (I) are sequentially laminated.
In the laminate 4, the curable resin layer (I) is composed of a curable resin layer (I) including a1 st thermosetting resin layer (X1-1) located on the substrate (Y) side and a2 nd thermosetting resin layer (X1-2) located on the opposite side of the substrate (Y). The 1 st thermosetting resin layer (X1-1) and the 2 nd thermosetting resin layer (X1-2) are both non-swelling.
Here, the adhesion force of the surface of the 2 nd thermosetting resin layer (X1-2) is higher than that of the 1 st thermosetting resin layer (X1-1). In the laminate 4, the curable resin layer (I) is formed of 2 thermosetting resin layers, whereby layers having different characteristics can be used. For example, a thermosetting resin layer containing a composition having a higher adhesiveness may be selected as the curable resin layer on the side opposite to the support layer (II), and a layer having a better separability from the support layer (II) may be selected as the curable resin layer on the side of the support layer (II).
[ laminate for preventing warping in fifth embodiment ]
As the laminate for preventing warping according to the fifth embodiment of the present invention, a laminate for preventing warping 5 shown in fig. 5 can be exemplified.
The laminate 5 shown in fig. 5 has a structure in which a non-expandable pressure-sensitive adhesive layer (V1), an expandable base material layer (Y1), and a curable resin layer (I) are sequentially laminated.
In the laminate 5, the curable resin layer (I) is composed of a curable resin layer (I) including a thermosetting resin layer (X1-1) located on the substrate (Y) side and an energy ray curable resin layer (X2) located on the opposite side of the substrate (Y). The 1 st thermosetting resin layer (X1-1) and the energy ray-curable resin layer (X2) are both non-expandable.
In the laminate 5, the curable resin layer (I) is divided into the energy ray-curable resin layer (X2) and the thermosetting resin layer (X1-1), whereby layers having different properties can be used. For example, an energy-curable resin layer made of an energy ray-curable composition which can be easily adjusted to have a high adhesive force may be disposed on the opposite side of the support layer (II), and a thermosetting resin layer having a more excellent separability from the sealing material described later may be disposed on the support layer (II).
[ use of a laminate for preventing warping ]
The laminate for preventing warpage of the present embodiment can be used for producing a cured sealing body as follows: an object to be sealed is placed on the surface of the curable resin layer, and the object to be sealed and the surface of the thermosetting resin layer in at least the peripheral portion of the object to be sealed are covered with a sealing material, and the sealing material is cured to obtain a cured sealing body including the object to be sealed.
The following is a description of a specific embodiment of the production of a cured sealing body using the warpage preventing laminate.
For example, a case may be considered in which the following is adopted in the manufacturing method described in patent document 1: after a sealing object is placed on the bonding surface of a conventional adhesive laminate such as a die attach tape, the sealing object and the bonding surface of the peripheral portion thereof are covered with a sealing material, and the sealing material is thermally cured to produce a cured sealing body.
When the sealing material is thermally cured, stress that causes shrinkage of the sealing material acts, but since the adhesive laminate is fixed to the support, stress of the sealing material is suppressed.
However, it is difficult to suppress stress that causes shrinkage of the cured sealing body obtained by separation from the support and the adhesive laminate. Since the amount of the sealing material present in the cured sealing body after separation is different between the surface side on which the object to be sealed is present and the surface side opposite thereto, a difference in shrinkage stress is likely to occur. This difference in shrinkage stress causes warpage of the cured sealing body.
In addition, from the viewpoint of productivity, generally, the cured sealing body after heating is separated from the support and the adhesive laminate in a state of being heated to some extent. Therefore, after the separation, the sealing material is also cured, and shrinkage due to natural cooling occurs, so that the cured sealing body is more likely to be warped.
On the other hand, when the laminate for preventing warpage according to one embodiment of the present invention is used, a cured sealing body in which warpage is effectively suppressed can be obtained for the following reasons.
That is, when the object to be sealed is placed on the surface of the thermosetting resin layer of the laminate for warpage prevention according to the embodiment of the present invention, and the sealing material is coated with the sealing material and then the sealing material is thermally cured, the thermosetting resin layer is also thermally cured at the same time. In this case, since the thermosetting resin layer is provided on the surface side on the side where the object to be sealed is present, where the amount of the sealing material present is small and the shrinkage stress due to curing of the sealing material is considered to be small, the shrinkage stress due to thermosetting of the thermosetting resin layer acts.
As a result, it is considered that the difference in the shrinkage stress between 2 surfaces of the cured sealing body can be reduced, and the cured sealing body in which the warpage is effectively suppressed can be obtained.
In addition, the thermosetting resin layer contributing to suppression of warpage of the cured sealing body can be formed into a cured resin layer by heat curing.
That is, since the cured resin layer can be formed on one surface of the cured sealing body at the same time by using the laminate for warpage prevention according to the embodiment of the present invention and performing the sealing step, a step for forming the cured resin layer can be omitted, which contributes to improvement of productivity.
Further, the curable resin layer (I) in the laminate for warpage prevention according to an embodiment of the present invention is a layer containing a curable resin composition, but since the surface thereof has a high adhesive force of 1.7N/25mm or more, when an object to be sealed is fixed to the surface of the curable resin layer (I), the object to be sealed can be prevented from being displaced.
< various physical Properties of laminate >
(adhesive force of the 1 st surface of the curable resin layer (I))
In the laminate according to one embodiment of the present invention, the surface (1 st surface) of the curable resin layer (I) on which the object to be sealed is placed has adhesiveness in order to improve adhesion to the object to be sealed.
The adhesive strength of the 1 st surface of the curable resin layer (I) is 1.7N/25mm or more, preferably 2.3N/25mm or more, more preferably 3.0N/25mm or more, further preferably 4.0N/25mm or more, further preferably 20N/25mm or less, more preferably 15N/25mm or less, further preferably 10N/25mm or less, as measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃ and peeling the curable resin layer at a peeling angle of 180 ℃ and a peeling speed of 300 mm/min.
If the adhesive force of the 1 st surface of the curable resin layer (I) is less than 1.7N/25mm, the object to be sealed may be displaced when the object to be sealed is fixed to the surface of the curable resin layer (I). When the adhesive force of the 1 st surface of the curable resin layer (I) is 20N/25mm or less, the material of the curable resin layer (I) can be easily selected.
(shear force of curable resin layer (I))
In the laminate according to one embodiment of the present invention, the curable resin layer (I) preferably has an appropriate shear force from the viewpoint of maintaining the object to be sealed well when the object to be sealed is sealed. Specifically, the shear strength of the curable resin layer (I) with respect to the adherend for measurement is preferably 20N/(3mm × 3mm) or more, more preferably 25N/(3mm × 3mm), still more preferably 30N/(3mm × 3mm) or more, and further preferably 100N/(3mm × 3mm) or less, more preferably 90N/(3mm × 3mm) or less, and the shear strength is a value measured when a silicon chip (mirror surface) having a thickness of 350 μm and a size of 3mm × 3mm is used as the adherend for measurement, the mirror surface of the adherend for measurement is pressed at a temperature of 70 ℃ for 1 second at 130gf to adhere to the curable resin layer, and the measurement is performed at a speed of 200 μm/s.
When the shear strength of the curable resin layer (I) to the adherend for measurement is 20N/(3mm × 3mm) or more, when the object to be sealed is fixed to the surface of the curable resin layer (I) and the object to be sealed is covered with the sealing material, the object to be sealed can be prevented from being displaced or inclined due to the flow of the sealing material. When the shear strength is 100N/(3 mm. times.3 mm) or less, the material of the curable resin layer (I) can be easily selected.
(adhesive force of thermosetting resin layer (X1))
In the laminate of one embodiment of the present invention, the adhesive strength of the thermosetting resin layer (I) alone at room temperature (23 ℃) is preferably 0.1 to 10.0N/25mm, more preferably 0.2 to 8.0N/25mm, further preferably 0.4 to 6.0N/25mm, and further preferably 0.5 to 4.0N/25 mm.
In the case of having the 1 st thermosetting resin layer (X1-1) and the 2 nd thermosetting resin layer (X1-2) as in the laminate 4 shown in FIG. 4, each of them preferably has the above adhesive force, and particularly, the adhesive force of the 2 nd thermosetting resin layer (X1-2) is preferably higher than that of the 1 st thermosetting resin layer (X1-1). By making the adhesive force of the 2 nd thermosetting resin layer (X1-2) higher than the adhesive force of the 1 st thermosetting resin layer (X1-1), the object to be sealed can be more reliably fixed to the 1 st surface of the curable resin layer (I).
(adhesive force of energy ray-curable resin layer (X2))
In the laminate according to one embodiment of the present invention, the adhesive strength of the energy ray curable resin layer (X2) alone at room temperature (23 ℃) is preferably 0.1 to 10.0N/25mm, more preferably 0.2 to 8.0N/25mm, still more preferably 0.4 to 6.0N/25mm, and still more preferably 0.5 to 4.0N/25 mm.
(adhesive force of adhesive layer (V))
In the laminate according to one embodiment of the present invention, the adhesive strength of the adhesive layer (V) (the 1 st adhesive layer (V1) and the 2 nd adhesive layer (V2)) of the support layer (II) at room temperature (23 ℃) is preferably 0.1 to 10.0N/25mm, more preferably 0.2 to 8.0N/25mm, still more preferably 0.4 to 6.0N/25mm, and still more preferably 0.5 to 4.0N/25 mm. In the following description, the pressure-sensitive adhesive layer on the side of the curable resin layer (I) may be referred to as the 1 st pressure-sensitive adhesive layer and the pressure-sensitive adhesive layer on the opposite side of the curable resin layer may be referred to as the 2 nd pressure-sensitive adhesive layer, regardless of whether the pressure-sensitive adhesive layer is a single pressure-sensitive adhesive layer or a plurality of pressure-sensitive adhesive layers.
In the case where the support layer (II) has the 1 st adhesive layer (V1-1) or (V1) and the 2 nd adhesive layer (V1-2) or (V2), the adhesive forces of the 1 st adhesive layer (V1-1) or (V1) and the 2 nd adhesive layer (V1-2) or (V2) are preferably within the above ranges, respectively, but from the viewpoint of improving the adhesion to the support and enabling separation at the interface P at a time and more easily, the adhesive force of the 1 st adhesive layer (V1-1) or (V1) to be bonded to the support is more preferably higher than the adhesive force of the 2 nd adhesive layer (V1-2) or (V2).
(measurement of adhesive force on the 1 st surface of the curable resin layer (I))
In the present specification, the adhesive force of the 1 st surface of the curable resin layer (I) can be measured in the following order.
First, a laminate for warpage prevention comprising a curable resin layer (I) and a support layer (II) was cut into a width of 25mm × a length of 250mm (250 mm in the MD direction) to prepare a primary sample. Further, a glass plate (3mm float glass plate manufactured by U-Kou Co., Ltd. (JIS R3202) was prepared) as an adherend. A glass plate was attached to the first surface of the curable resin layer (I) in direct contact therewith using a laminating apparatus (manufactured by Taisei Laminator Co., Ltd., model VA-400) to obtain a test piece. In this case, the roller temperature was set to 70 ℃ and the application speed was set to 0.2 m/min. The thus-obtained test piece was left to stand in an environment of 23 ℃ and 50% RH (relative humidity) for 24 hours, and then the test piece was peeled from the glass plate under conditions of a peeling angle of 180 ° and a peeling speed of 300mm/min and a peeling temperature of 23 ℃ by a tensile load measuring machine (TENSILON, manufactured by a & D company) based on JIS Z0237:2000 in the same environment, and the adhesive force thereof was measured, and the measured value was taken as the adhesive force of the 1 st surface of the curable resin layer (I).
(measurement of shear force of curable resin layer (I))
In the present specification, the shear force of the curable resin layer (I) can be measured in the following order.
First, a silicon chip having a thickness of 350 μm and provided with a mirror surface of 3mm × 3mm was used as an adherend for measurement. Then, the first surface of the curable resin layer (I) of each laminate obtained in each example and comparative example described later was adhered by pressing the mirror surface of the adherend for measurement at a temperature of 70 ℃ for 1 second at 130 gf. Next, the shear force was measured at a speed of 200 μm/s using a universal type push-pull force tester (manufactured by Nordson Advanced Technology, Inc., DAGE 4000).
(measurement of adhesive force of adhesive layer (V), thermosetting resin layer (X1), and energy ray-curable resin layer (X2))
An adhesive tape (product name "PL chip" manufactured by linkeko corporation) was laminated on the surface of the adhesive layer (V), the thermosetting resin layer (X1), or the energy ray curable resin layer (X2) formed on the release film.
Then, the surface of the pressure-sensitive adhesive layer (V), the thermosetting resin layer (X1), or the energy ray-curable resin layer (X2) exposed after the release film was peeled off was bonded to a glass plate (3mm float glass plate manufactured by U-Kou, Inc. (JIS R3202)). At this time, the temperature for bonding the pressure-sensitive adhesive layer (V) was set to 23 ℃ and the temperature for bonding the thermosetting resin layer (X1) and the energy ray-curable resin layer (X2) was set to 70 ℃. Further, the glass plate to which each layer was attached was left to stand in an environment of 23 ℃ and 50% RH (relative humidity) for 24 hours, and then the pressure-sensitive adhesive layer (V), the thermosetting resin layer (X1), or the energy ray-curable resin layer (X2) was peeled from the glass plate together with the pressure-sensitive adhesive tape at a tensile rate of 300mm/min by a 180 ° peeling method based on JIS Z0237:2000 in the same environment, thereby measuring the adhesive force at 23 ℃.
(peeling force (F) before expansion treatment0))
From the viewpoint of sufficiently fixing the object to be sealed before curing and before expansion treatment of the curable resin layer (I) so as not to adversely affect the sealing operation, it is preferable that the adhesion between the support layer (II) and the curable resin layer (I) is high.
From the above-described viewpoint, in the laminate according to one embodiment of the present invention, the peeling force (F) is obtained when the interface P between the support layer (II) and the curable resin layer (I) is separated before the curable resin layer (I) is cured and before the thermal expansion treatment is performed0) Preferably 100mN/25mm or more, more preferably 130mN/25mm or more, further preferably 160mN/25mm or more, and further preferably 50,000mN/25mm or less.
The peel force (F)0) Is a value measured by the following measurement method.
(peeling force (F)0) Measurement of (2)
The laminate was left to stand in an atmosphere of 23 ℃ and 50% RH (relative humidity) for 24 hours, and then the support layer (II) side of the laminate was bonded to a glass plate (3mm float glass plate (JIS R3202 product) manufactured by U-Kou Kyowa K.) through an adhesive layer. Further, an adhesive tape (product name "PL chip", manufactured by linkeko corporation) was attached to the 1 st surface side of the laminate. Then, the end of the glass plate to which the laminate was attached was fixed to a lower chuck of a universal tensile testing machine (product name "TENSILON UTM-4-100", manufactured by Orientec Co., Ltd.).
Next, the end of the adhesive tape bonded to the curable resin layer (I) of the laminate was fixed with an upper chuck of a universal tensile testing machine so that the separation occurred at the interface P between the support layer (II) and the curable resin layer (I) of the laminate. Then, the peel force measured when the curable resin layer (I) and the adhesive tape were peeled from the support layer (II) at the interface P by a 180 ℃ peel method at a tensile rate of 300mm/min in the same environment as described above based on JIS Z0237:2000 was regarded as "peel force (F)0)”。
(peeling force after swelling treatment (F)1))
In the laminate according to one embodiment of the present invention, the support layer (II) and the curable resin layer (I) or the cured resin layer (I') obtained by curing the curable resin layer (I) can be separated at a time and easily by swelling treatment with a small force at the interface P therebetween.
Here, in the laminate according to an embodiment of the present invention, the peeling force (F) is obtained when the curable resin layer (I) is cured to form the cured resin layer (I ') and then the interface P between the support layer (II) and the cured resin layer (I') is separated by the expansion treatment1) It is usually 2,000mN/25mm or less, preferably 1,000mN/25mm or less, more preferably 500mN/25mm or less, more preferably 150mN/25mm or less, further preferably 100mN/25mm or less, further preferably 50mN/25mm or less, and most preferably 0mN/25 mm.
Peeling force (F)1) The case of 0mN/25mm also includes the case of peeling due to peeling force even when the peeling force is measuredThe force is too small to be measured.
The peel force (F)1) Is a value measured by the following measurement method.
(peeling force (F)1) Measurement of (2)
The support layer (II) side of the laminate was bonded to a glass plate (3mm float glass plate manufactured by U-Kou Co., Ltd. (JIS R3202)). Next, the curable resin layer (I) was cured by heating the glass plate and the laminate at 130 ℃ for 2 hours to form a cured resin layer (I'). In the case where the curable resin layer (I) includes the energy ray-curable resin layer (X2), as in the laminate 4 of fig. 4, the energy ray-curable resin layer (X2) is irradiated with an energy ray (ultraviolet ray) having an illuminance of 215mW/cm after the thermosetting resin layer (X1-1) is thermally cured2Light quantity 187mJ/cm2Irradiation was performed 3 times), and the energy ray-curable resin layer (X2) was cured.
Next, the expandable particles contained in the support layer (II) are expanded. Specifically, when the thermally expandable particles are used, the glass plate to which the laminate is bonded is heated at 240 ℃ for 3 minutes to expand the thermally expandable particles in the expandable base layer (Y1) or the expandable pressure-sensitive adhesive layer (V2) of the laminate. Then, an adhesive tape (product name "PL CHINE" manufactured by Lingdeko K.K.) was attached to the 1 st surface side of the laminate, and the above-mentioned peeling force (F) was applied0) The measurement of (a) was carried out in the same manner as above, and the peel force measured when peeling was carried out at the interface P between the support layer (II) and the cured resin layer (I') under the above conditions was taken as "peel force (F)1)”。
In addition, the peeling force (F)1) In the measurement of (3), when the end of the adhesive tape bonded to the cured resin layer (I ') of the laminate is fixed by the upper chuck of the universal tensile testing machine, the cured resin layer (I') is completely separated at the interface P and the adhesive tape cannot be fixed for measurement, the measurement is terminated, and the peel force (F) at that time is obtained1) The sample was regarded as "0 mN/25 mm".
(Probe tack value of substrate (Y))
The substrate (Y) of the support layer (II) is a non-adhesive substrate.
In one embodiment of the present invention, when determining whether a non-adhesive substrate is used, if the probe tack value measured according to JIS Z0237:1991 with respect to the surface of the target substrate is lower than The substrate is judged to be "non-adhesive substrate". On the other hand, the viscosity value of the probe is
The substrate is judged to be "non-adhesive substrate". On the other hand, the viscosity value of the probe is In the above, the substrate is judged to be "adhesive substrate".
In the above, the substrate is judged to be "adhesive substrate".
The support layer (II) used in one embodiment of the present invention has a surface of the substrate (Y) with a probe tack value of generally lower than 50mN/5mm, preferably lower than 30mN/5mm, more preferably lower than 10mN/5mm, and further preferably lower than 5mN/5 mm.
The probe tack value of the surface of the substrate (Y) is a value measured by the following measurement method.
(measurement of Probe tack value)
A substrate to be measured was cut into a square having a side length of 10mm, and the cut substrate was allowed to stand in an atmosphere of 50% RH (relative humidity) at 23 ℃ for 24 hours to obtain a sample as a test sample. The probe tack value on the test sample surface was measured in an environment of 23 ℃ and 50% RH (relative humidity) by using a tack tester (product name "NTS-4800" manufactured by Nippon Special instruments Co., Ltd.) according to JIS Z0237: 1991. Specifically, a probe made of stainless steel having a diameter of 5mm was subjected to a contact load of 0.98N/cm for 1 second2After contacting with the surface of the test sample, the force required to separate the probe from the surface of the test sample at a speed of 10 mm/sec was measured, and the obtained value was taken as the probe tack value of the test sample.
Next, each layer constituting the laminate for preventing warping according to an embodiment of the present invention will be described.
< curable resin layer (I) >
The laminate for preventing warpage according to one embodiment of the present invention has a curable resin layer (I) containing a thermosetting resin layer (X1).
The curable resin layer (I) is cured to reduce the difference in shrinkage stress between the two surfaces of the cured sealing body caused by the curing of the sealing material, and contributes to the suppression of warpage that may occur in the obtained cured sealing body.
The curable resin layer (I) becomes a cured resin layer (I') by curing. The cured resin layer (I') is formed on one surface of the resulting cured encapsulant.
From the viewpoint of suppressing warpage and obtaining a laminate for warpage prevention that can produce a cured sealing body having a flat surface, the storage modulus E 'of the cured resin layer (I') at 23 ℃ is preferably 1.0 × 107Pa or more, more preferably 1.0X 108Pa or more, preferably 1.0X 109Pa or more, more preferably 5.0X 109Pa or more, preferably 1.0X 1013Pa or less, more preferably 1.0X 1012Pa or less, more preferably 5.0X 1011Pa or less, more preferably 1.0X 1011Pa or less.
The storage modulus E 'of the cured resin layer (I') can be measured in the following order.
First, after the curable resin layer (I) was laminated to a thickness of 200 μm, it was cured until the curing was substantially completed (when an exothermic peak at 130 ℃ was lost in a measurement using a differential scanning calorimeter (DSCQ 2000, TA Instruments). In the case of the thermosetting resin layers (X1), (X1-1) and (X1-2), the resin was placed in an oven in an atmospheric atmosphere and heated at 130 ℃ for 2 hours to thermally cure the thermosetting resin layer having a thickness of 200 μm. When the resin layer (X2) and the thermosetting resin layer (X1-1) were included, irradiation with energy rays (ultraviolet rays, illuminance: 215 mW/cm)2Light quantity 187mJ/cm2Irradiation 3 times) to cure the energy ray-curable resin layer (X2), and then the thermosetting resin layer (X1-1) is thermally cured under the above conditions.
Next, the storage modulus E' at 23 ℃ of the formed cured resin layer was measured using a dynamic viscoelasticity measuring apparatus (product name "DMAQ 800" manufactured by TA Instruments) under conditions of a test initiation temperature of 0 ℃, a test completion temperature of 300 ℃, a temperature rise rate of 3 ℃/min, a frequency of 11Hz, and an amplitude of 20 μm.
The surface of the curable resin layer (I) opposite to the support layer, i.e., the 1 st surface, has adhesiveness. The adhesive strength is 1.7N/25mm or more as described above, and is a value measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃ and peeling the curable resin layer at a temperature of 23 ℃, a peeling angle of 180 ℃ and a peeling speed of 300 mm/min.
In the present specification, the phrase "to be stuck at a temperature of 70 ℃ in the measurement of the adhesive force of the curable resin layer (I)" means that the laminate is stuck to the glass plate by pressing the laminate to the glass plate by a pressing body such as a pressure roller having a heat release temperature of 70 ℃.
The object to be sealed is placed on the 1 st surface of the curable resin layer (I), but the surface of the curable resin layer (I) has the above-described adhesiveness, and therefore, the object to be sealed has good adhesion to the object to be sealed, and it is possible to prevent the object to be sealed from being deviated when the object to be sealed such as a semiconductor chip is placed on the 1 st surface, or the position of the object to be sealed with respect to the curable resin layer (I) from being shifted from an intended position after the object to be sealed is placed.
The shear strength of the curable resin layer (I) with respect to the adherend for measurement is preferably 20N/(3mm × 3mm) or more, which is a value measured at a speed of 200 μm/s by pressing a silicon chip (mirror surface) having a thickness of 350 μm and a size of 3mm × 3mm against the adherend for measurement at a temperature of 70 ℃ for 1 second at 130gf so as to adhere the silicon chip to the curable resin layer.
The adhesive force on the 1 st surface of the curable resin layer (I) and the shear force of the curable resin layer (I) against the adherend for measurement can be adjusted to the above numerical ranges by adjusting the kinds and mixing ratios of the components of the thermosetting resin composition and the energy ray-curable resin composition constituting the curable resin layer (I). The adhesive strength and the shear force vary depending on the components, the blending ratio, etc. of the resin composition, and the shear force also varies depending on the entire layer structure of the curable resin layer (I), but the adhesive strength can be easily increased by using an acrylic polymer described later as a polymer component, an epoxy resin as a thermosetting component, or a coupling agent, for example. In addition, the shear force can be easily increased by increasing the contents of the inorganic filler and the crosslinking agent, for example.
The thickness of the curable resin layer (I) is preferably 1 to 500. mu.m, more preferably 5 to 300. mu.m, still more preferably 10 to 200. mu.m, and still more preferably 15 to 100. mu.m.
(thermosetting resin layer (X1))
The thermosetting resin layers (X1), (X1-1), and (X1-2) are preferably formed from a thermosetting resin composition containing a polymer component (A) and a thermosetting component (B). The thermosetting resin layers (X1), (X1-1) and (X1-2) may be collectively referred to as a thermosetting resin layer (X1).
The curable resin composition may further contain one or more selected from the group consisting of a colorant (C), a coupling agent (D), and an inorganic filler (E). It is preferable that at least the inorganic filler (E) is contained from the viewpoint of suppressing warpage and obtaining a laminate for warpage prevention that can produce a cured sealing body having a flat surface.
The curing initiation temperature of the thermosetting resin layer (X1) is preferably 80 to 200 ℃, more preferably 90 to 160 ℃, and still more preferably 100 to 150 ℃.
When the support layer (II) contains thermally expandable particles, a layer having a curing initiation temperature lower than the expansion initiation temperature of the thermally expandable particles is used as the thermosetting resin layer (X1). The curing start temperature of the thermosetting resin layer (X1) is preferably 5 ℃ or lower, more preferably 10 ℃ or lower, and still more preferably 20 ℃ or lower than the expansion start temperature of the thermally expandable particles.
The thickness of the thermosetting resin layer (X1) may be in the same numerical range as the thickness of the curable resin layer (I).
When the thermosetting resin layer (X1) includes 2 layers as in the case of the thermosetting resin layers (X1-1) and (X1-2), the total thickness thereof may be within the same numerical range as the thickness of the curable resin layer (I). The thickness of the thin layer of these layers is preferably 10% or more, more preferably 20% or more, and still more preferably 30% or more of the thickness of the thick layer.
(Polymer component (A))
The polymer component (a) contained in the thermosetting resin composition is a compound having a weight average molecular weight of 2 ten thousand or more and at least one kind of repeating unit.
By containing the polymer component (a), the thermosetting resin composition can provide flexibility and film formability to the thermosetting resin layer formed and can maintain good properties of the laminate.
The weight average molecular weight (Mw) of the polymer component (a) is preferably 2 ten thousand or more, more preferably 2 to 300 ten thousand, more preferably 5 to 200 ten thousand, further preferably 10 to 150 ten thousand, and further preferably 20 to 100 ten thousand.
The content of the component (a) is preferably 5 to 50% by mass, more preferably 8 to 40% by mass, and still more preferably 10 to 30% by mass, based on the total amount (100% by mass) of the active components in the thermosetting resin composition.
Examples of the polymer component (a) include: acrylic polymers, polyesters, phenoxy resins, polycarbonates, polyethers, polyurethanes, polysiloxanes, rubber polymers, and the like.
These polymer components (a) may be used alone or in combination of two or more.
In the present specification, the acrylic polymer having an epoxy group and the phenoxy resin having an epoxy group are thermosetting, but these resins are considered to be included in the concept of the polymer component (a) as long as they are compounds having a weight average molecular weight of 2 ten thousand or more and at least one kind of repeating unit.
Among these, it is preferable that the polymer component (a) contains the acrylic polymer (a 1).
The content of the acrylic polymer (a1) in the polymer component (a) is preferably 60 to 100 mass%, more preferably 70 to 100 mass%, even more preferably 80 to 100 mass%, and even more preferably 90 to 100 mass% with respect to the total amount (100 mass%) of the polymer component (a) contained in the thermosetting resin composition.
(acrylic Polymer (A1))
From the viewpoint of imparting flexibility and film-forming properties to the thermosetting resin layer formed, the weight average molecular weight (Mw) of the acrylic polymer (a1) is preferably from 2 to 300 million, more preferably from 10 to 150 million, even more preferably from 15 to 120 million, and even more preferably from 25 to 100 million.
The glass transition temperature (Tg) of the acrylic polymer (a1) is preferably-60 to 50 ℃, more preferably-50 to 30 ℃, even more preferably-40 to 10 ℃, and even more preferably-35 to 5 ℃ from the viewpoint of imparting good adhesion to the surface of the thermosetting resin layer formed and improving the reliability of the cured sealing body with a cured resin layer produced using the laminate for warpage prevention.
The acrylic polymer (a1) includes a polymer containing an alkyl (meth) acrylate as a main component, and specifically, is preferably an acrylic polymer containing a structural unit (a1) derived from an alkyl (meth) acrylate (a1 ') having an alkyl group having 1 to 18 carbon atoms (hereinafter, also referred to as "monomer (a 1')"), and is more preferably an acrylic copolymer containing a structural unit (a1) and a structural unit (a2) derived from a functional group-containing monomer (a2 ') (hereinafter, also referred to as "monomer (a 2')").
The acrylic polymer (a1) may be used alone or in combination of two or more.
When the acrylic polymer (a1) is a copolymer, the form of the copolymer may be any of a block copolymer, a random copolymer, an alternating copolymer, and a graft copolymer.
From the viewpoint of imparting flexibility and film-forming properties to the thermosetting resin layer formed, the alkyl group of the monomer (a 1') preferably has 1 to 18 carbon atoms, more preferably 1 to 12 carbon atoms, and still more preferably 1 to 8 carbon atoms. The alkyl group may be a straight chain alkyl group or a branched chain alkyl group.
These monomers (a 1') may be used alone or in combination of two or more.
From the viewpoint of improving the reliability of a cured sealing body with a cured resin layer produced using the warpage-preventing laminate, the monomer (a 1') preferably contains an alkyl (meth) acrylate having an alkyl group with 1 to 3 carbon atoms, and more preferably contains methyl (meth) acrylate.
From the above viewpoint, the content of the structural unit (a11) derived from an alkyl (meth) acrylate having an alkyl group with 1 to 3 carbon atoms is preferably 1 to 80% by mass, more preferably 5 to 80% by mass, and still more preferably 10 to 80% by mass, based on the total structural units (100% by mass) of the acrylic polymer (a 1).
The monomer (a 1') preferably contains an alkyl (meth) acrylate having an alkyl group having 4 or more carbon atoms, more preferably contains an alkyl (meth) acrylate having an alkyl group having 4 to 6 carbon atoms, and still more preferably contains butyl (meth) acrylate.
From the above viewpoint, the content of the structural unit (a12) derived from an alkyl (meth) acrylate having an alkyl group having 4 or more carbon atoms (preferably 4 to 6, more preferably 4) is preferably 1 to 70% by mass, more preferably 5 to 65% by mass, and even more preferably 10 to 60% by mass, based on the total structural units (100% by mass) of the acrylic polymer (a 1).
The content of the structural unit (a1) is preferably 50% by mass or more, more preferably 50 to 99% by mass, even more preferably 55 to 90% by mass, and even more preferably 60 to 90% by mass, based on the total structural units (100% by mass) of the acrylic polymer (a 1).
The monomer (a 2') is preferably at least one monomer selected from the group consisting of hydroxyl group-containing monomers and epoxy group-containing monomers.
The monomer (a 2') may be used alone or in combination of two or more.
Examples of the hydroxyl group-containing monomer include: hydroxyalkyl (meth) acrylates such as 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (meth) acrylate, and 4-hydroxybutyl (meth) acrylate; unsaturated alcohols such as vinyl alcohol and allyl alcohol.
Among these, the hydroxyl group-containing monomer is preferably a hydroxyalkyl (meth) acrylate, and more preferably 2-hydroxyethyl (meth) acrylate.
Examples of the epoxy group-containing monomer include: epoxy group-containing (meth) acrylates such as glycidyl (meth) acrylate, β -methylglycidyl (meth) acrylate, (3, 4-epoxycyclohexyl) methyl (meth) acrylate, and 3-epoxycyclo-2-hydroxypropyl (meth) acrylate; glycidyl crotonate, allyl glycidyl ether, and the like.
Among these, the epoxy group-containing monomer is preferably an epoxy group-containing (meth) acrylate, and more preferably glycidyl (meth) acrylate.
The content of the structural unit (a2) is preferably 1 to 50 mass%, more preferably 5 to 45 mass%, even more preferably 10 to 40 mass%, and even more preferably 10 to 30 mass% with respect to the total structural units (100 mass%) of the acrylic polymer (a 1).
The acrylic polymer (a1) may have a structural unit derived from another monomer other than the structural units (a1) and (a2) as long as the effects of the present invention are not impaired.
Examples of the other monomers include: vinyl acetate, styrene, ethylene, alpha-olefins, and the like.
(thermosetting component (B))
The thermosetting component (B) functions to form a hard cured resin layer by thermosetting the formed thermosetting resin layer, and is a compound having a weight average molecular weight of less than 2 ten thousand.
The weight average molecular weight (Mw) of the thermosetting component (B) is preferably 10,000 or less, more preferably 100 to 10,000.
From the viewpoint of obtaining a laminate for preventing warpage, which is capable of suppressing warpage and producing a cured sealing body having a flat surface, the thermosetting component (B) preferably contains an epoxy compound (B1) which is a compound having an epoxy group and a thermosetting agent (B2), and more preferably contains an epoxy compound (B1) and a thermosetting agent (B2) and further contains a curing accelerator (B3).
Examples of the epoxy compound (B1) include: polyfunctional epoxy resins, bisphenol a diglycidyl ethers and hydrogenated products thereof, o-cresol novolac epoxy resins, dicyclopentadiene epoxy resins, biphenyl epoxy resins, bisphenol a epoxy resins, bisphenol F epoxy resins, phenylene skeleton epoxy resins, and the like, and epoxy compounds having 2 or more functions in the molecule and a weight average molecular weight of less than 2 ten thousand.
The epoxy compounds (B1) may be used alone or in combination of two or more.
From the viewpoint of obtaining a laminate for warpage prevention that can suppress warpage and can produce a cured sealing body having a flat surface, the content of the epoxy compound (B1) is preferably 1 to 500 parts by mass, more preferably 3 to 300 parts by mass, even more preferably 10 to 150 parts by mass, and even more preferably 20 to 120 parts by mass, relative to 100 parts by mass of the polymer component (a) contained in the thermosetting resin composition.
The heat-curing agent (B2) functions as a curing agent for the epoxy compound (B1).
The thermosetting agent is preferably a compound having 2 or more functional groups capable of reacting with an epoxy group in 1 molecule.
Examples of the functional group include a phenolic hydroxyl group, an alcoholic hydroxyl group, an amino group, a carboxyl group, and an acid anhydride. Among these, from the viewpoint of obtaining an adhesive laminate capable of producing a cured sealant with a cured resin layer having a flat surface while suppressing warpage, a phenolic hydroxyl group, an amino group, or an acid anhydride is preferable, a phenolic hydroxyl group or an amino group is more preferable, and an amino group is even more preferable.
Examples of the phenolic thermosetting agent having a phenolic hydroxyl group include: polyfunctional phenol resins, biphenols, novolak-type phenol resins, dicyclopentadiene-type phenol resins, XYLOK-type phenol resins, aralkyl-type phenol resins, and the like.
Examples of the amine-based heat curing agent having an amino group include dicyandiamide.
These heat-curing agents (B2) may be used alone or in combination of two or more.
The content of the thermosetting agent (B2) is preferably 0.1 to 500 parts by mass, more preferably 1 to 200 parts by mass, per 100 parts by mass of the epoxy compound (B1), from the viewpoint of obtaining an adhesive laminate capable of producing a cured sealant having a flat surface and a cured resin layer.
The curing accelerator (B3) is a compound having a function of increasing the thermosetting speed when the thermosetting resin layer formed is thermally cured.
Examples of the curing accelerator (B3) include: tertiary amines such as triethylenediamine, benzyldimethylamine, triethanolamine, dimethylaminoethanol, and tris (dimethylaminomethyl) phenol; imidazoles such as 2-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 2-phenyl-4, 5-dihydroxymethylimidazole and 2-phenyl-4-methyl-5-hydroxymethylimidazole; organic phosphines such as tributylphosphine, diphenylphosphine, and triphenylphosphine; tetraphenylboron salts such as tetraphenylphosphonium tetraphenylborate and triphenylphosphine tetraphenylborate.
These curing accelerators (B3) may be used alone or in combination of two or more.
From the viewpoint of obtaining a laminate for warpage prevention that can suppress warpage and produce a cured sealing body having a flat surface, the content of the curing accelerator (B3) is preferably 0.01 to 10 parts by mass, more preferably 0.1 to 6 parts by mass, and even more preferably 0.3 to 4 parts by mass, relative to 100 parts by mass of the total amount of the epoxy compound (B1) and the thermosetting agent (B2).
(colorant (C))
The thermosetting resin composition used in one embodiment of the present invention may further contain a colorant (C).
The thermosetting resin layer formed of the thermosetting resin composition containing the colorant (C) can provide an effect of easily judging the presence or absence of adhesion of the cured resin layer from the appearance when the cured resin layer is obtained by heat curing, and can provide an effect of shielding infrared rays and the like generated from peripheral devices to prevent erroneous operation of an object to be sealed (a semiconductor chip and the like).
As the colorant (C), organic or inorganic pigments and dyes can be used.
As the dye, any of an acid dye, a reactive dye, a direct dye, a disperse dye, a cationic dye, and the like can be used.
The pigment is not particularly limited, and may be appropriately selected from known pigments.
Among these, a black pigment is preferable from the viewpoint of good shielding properties against electromagnetic waves and infrared rays.
Examples of the black pigment include carbon black, iron oxide, manganese dioxide, aniline black, and activated carbon, but carbon black is preferable from the viewpoint of improving the reliability of the semiconductor chip.
These colorants (C) may be used alone or in combination of two or more.
In the thermosetting resin composition used in one embodiment of the present invention, the content of the colorant (C) is preferably less than 8% by mass relative to the total amount (100% by mass) of the active ingredients of the thermosetting resin composition.
When the content of the colorant (C) is less than 8% by mass, a laminate for warpage prevention in which the presence or absence of cracks or chipping on the chip surface can be visually confirmed can be obtained.
From the above-described viewpoint, in the thermosetting resin composition used in one embodiment of the present invention, the content of the colorant (C) is preferably less than 5 mass%, more preferably less than 2 mass%, still more preferably less than 1 mass%, and still more preferably less than 0.5 mass%, relative to the total amount (100 mass%) of the active ingredients of the thermosetting resin composition.
In addition, from the viewpoint that a cured resin layer obtained by thermally curing the formed thermosetting resin layer exhibits an effect of shielding infrared rays or the like, the content of the colorant (C) is preferably 0.01% by mass or more, more preferably 0.05% by mass or more, further preferably 0.10% by mass or more, and still further preferably 0.15% by mass or more, relative to the total amount (100% by mass) of the active ingredients of the thermosetting resin composition.
(coupling agent (D))
The thermosetting resin composition used in one embodiment of the present invention may further contain a coupling agent (D).
The thermosetting resin layer formed of the thermosetting resin composition containing the coupling agent (D) can improve the adhesion with the object to be sealed when the object to be sealed is placed thereon. In addition, the cured resin layer obtained by thermally curing the thermosetting resin layer can also improve water resistance without impairing heat resistance.
The coupling agent (D) is preferably a compound that reacts with the functional groups of the components (a) and (B), and more preferably a silane coupling agent.
Examples of the silane coupling agent include: 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropylmethyldiethoxysilane, 2- (3, 4-epoxycyclohexyl) ethyltrimethoxysilane, 3- (methacryloxypropyl) trimethoxysilane, 3-aminopropyltrimethoxysilane, N-6- (aminoethyl) -3-aminopropylmethyldiethoxysilane, N-phenyl-3-aminopropyltrimethoxysilane, 3-ureidopropyltriethoxysilane, 3-mercaptopropyltrimethoxysilane, 3-mercaptopropylmethyldimethoxysilane, bis (3-triethoxysilylpropyl) tetrasulfide, N-phenylthiolane, N-phenyl, Methyltrimethoxysilane, methyltriethoxysilane, vinyltrimethoxysilane, vinyltriacetoxysilane, imidazolesilane and the like.
These coupling agents (D) may be used alone, or two or more thereof may be used in combination.
The molecular weight of the coupling agent (D) is preferably 100 to 15,000, more preferably 125 to 10,000, more preferably 150 to 5,000, still more preferably 175 to 3,000, and still more preferably 200 to 2,000.
The content of the component (D) is preferably 0.01 to 10 mass%, more preferably 0.05 to 7 mass%, even more preferably 0.10 to 4 mass%, and even more preferably 0.15 to 2 mass% with respect to the total amount (100 mass%) of the active components in the thermosetting resin composition.
(inorganic Filler (E))
The thermosetting resin composition used in one embodiment of the present invention preferably further contains an inorganic filler (E) from the viewpoint of obtaining a laminate for warpage prevention that can suppress warpage and produce a cured sealing body having a flat surface.
By forming the thermosetting resin layer made of the thermosetting resin composition containing the inorganic filler (E), when the sealing material is thermally cured, the degree of thermal curing of the thermosetting resin layer can be adjusted so that the difference in shrinkage stress between 2 surfaces of the cured sealing body is reduced. As a result, warpage is suppressed, and a cured sealing body having a flat surface can be manufactured.
Further, the thermal expansion coefficient of the cured resin layer obtained by thermally curing the formed thermosetting resin layer can be adjusted to an appropriate range, and the reliability of the object to be sealed can be improved. In addition, the moisture absorption rate of the cured resin layer can be reduced.
Examples of the inorganic filler (E) include: powders of silica, alumina, talc, calcium carbonate, titanium oxide, iron oxide, silicon carbide, boron nitride, and the like, and non-heat-expandable particles such as beads, single crystal fibers, and glass fibers obtained by spheroidizing them.
These inorganic fillers (E) may be used alone or in combination of two or more.
Among these, silica or alumina is preferable from the viewpoint of obtaining a laminate for warpage prevention that can suppress warpage and produce a cured sealing body having a flat surface.
The average particle size of the inorganic filler (E) is preferably 0.01 to 50 μm, more preferably 0.1 to 30 μm, even more preferably 0.3 to 30 μm, and particularly preferably 0.5 to 10 μm, from the viewpoint of improving the gloss value of the cured resin layer obtained by thermally curing the formed thermosetting resin layer.
From the viewpoint of obtaining a laminate for warpage prevention that can suppress warpage and produce a cured sealing body having a flat surface, the content of the component (E) is preferably 25 to 80 mass%, more preferably 30 to 70 mass%, even more preferably 40 to 65 mass%, and even more preferably 45 to 60 mass% with respect to the total amount (100 mass%) of the active components of the thermosetting resin composition.
(other additives)
The thermosetting resin composition used in one embodiment of the present invention may further contain other additives than the components (a) to (E) described above within a range not to impair the effects of the present invention.
Examples of other additives include: crosslinking agent, leveling agent, plasticizer, antistatic agent, antioxidant, ion trapping agent, getter, chain transfer agent and the like.
The total content of the additives other than the components (a) to (E) is preferably 0 to 20% by mass, more preferably 0 to 10% by mass, and still more preferably 0 to 5% by mass, based on the total amount (100% by mass) of the active components in the thermosetting resin composition.
When the curable resin layer (I) is formed of a single thermosetting resin layer (X1) as shown in fig. 1,2, and 3, the single thermosetting resin layer (X1) has the above-described structure. On the other hand, as shown in fig. 4, when the curable resin layer (I) includes the 1 st thermosetting resin layer (X1-1) on the support layer (II) side and the 2 nd thermosetting resin layer (X1-2) on the opposite side (1 st surface side) of the support layer (II), it is preferable that at least the adhesive forces thereof are different, and it is particularly preferable that the 2 nd thermosetting resin layer (X1-2) on the 1 st surface side is the 2 nd thermosetting resin layer (X1-2) having a higher surface adhesive force than the 1 st thermosetting resin layer (X1-1). As a method for making the adhesive force of the 2 nd thermosetting resin layer higher than that of the 1 st thermosetting resin layer, for example: changing the kind of the coupling agent and selecting a material that will give a higher adhesive force, a method of reducing the addition ratio of the inorganic filler material, etc.
In addition, the shear force of the 1 st thermosetting resin layer (X1-1) may be made larger than the shear force of the 2 nd thermosetting resin layer (X1-2). At this time, the shearing force can be made larger than that of the 2 nd thermosetting resin layer (X1-2) by, for example, increasing the amount of the inorganic filler added to the 1 st thermosetting resin layer (X1-1) or the like.
(energy ray-curable resin layer)
As shown in fig. 5, the curable resin layer (I) may be provided with a thermosetting resin layer (X1-1) and an energy ray curable resin layer (X2).
In this case, the curable resin layer (I) includes a1 st layer on the support layer side and a2 nd layer on the 1 st surface side, and the 1 st layer is a thermosetting resin layer (X1-1) and the 2 nd layer is an energy ray curable resin layer (X2). The thermosetting resin layer (X1-1) has the above-described structure.
The energy ray-curable resin layer (X2) is preferably formed from an energy ray-curable adhesive composition containing an energy ray-curable adhesive resin and a photopolymerization initiator.
The energy ray curable resin layer (X2) is easier to adjust for improving the adhesive strength than the thermosetting resin layer, and thus it is easier to more reliably fix the object to be sealed to the 1 st surface.
By irradiating an energy ray-curable resin layer using such an energy ray-curable adhesive composition with an energy ray in advance and curing the resin layer, curing shrinkage of the curable resin layer is less likely to occur when the sealing material is thermally cured as described later, and it is advantageous in preventing the cured sealing material from warping. In addition, when the heat-curable adhesive composition is heated at a high temperature, it is likely to cause chip misalignment because it is softened mainly at the initial stage of curing, whereas the energy ray-curable adhesive composition is not softened during curing by energy ray irradiation, and therefore, it is possible to avoid chip misalignment accompanying curing.
The energy ray may be ultraviolet ray, electron beam, radiation, or the like, but from the viewpoint of easiness of acquisition of the curable resin composition and easiness of operation of the energy ray irradiation apparatus, ultraviolet ray is preferable.
The energy ray-curable adhesive composition may be a composition containing an energy ray-curable adhesive resin having a polymerizable functional group such as a (meth) acryloyl group or a vinyl group introduced into a side chain of the adhesive resin, or may be a composition containing a monomer or oligomer having a polymerizable functional group.
These compositions preferably further contain a photopolymerization initiator.
Examples of the photopolymerization initiator include: 1-hydroxycyclohexyl phenyl ketone, benzoin methyl ether, benzoin ethyl ether, benzoin propyl ether, benzyl phenyl sulfide, tetramethylthiuram monosulfide, azobisisobutyronitrile, bibenzyl, butanedione, 8-chloroanthraquinone, and the like.
These photopolymerization initiators may be used alone or in combination of two or more.
The content of the photopolymerization initiator is preferably 0.01 to 10 parts by mass, more preferably 0.03 to 5 parts by mass, still more preferably 0.05 to 3 parts by mass, and particularly preferably 0.1 to 3 parts by mass, based on 100 parts by mass of the energy ray-curable adhesive resin or 100 parts by mass of the monomer or oligomer having a polymerizable functional group.
By making the shear force of the thermosetting resin layer (X1-1) larger than the shear force of the energy ray-curable resin layer (X2), the shear force of the entire curable resin layer (I) can be increased.
< support layer (II) >
The support layer (II) included in the laminate according to one embodiment of the present invention preferably includes a substrate (Y) and a pressure-sensitive adhesive layer (V), and at least one of the substrate (Y) and the pressure-sensitive adhesive layer (V) contains expandable particles. As described above, the support layer (II) is a layer which can be separated from the curable resin layer (I) by expansion treatment or the like, and functions as a temporary fixing layer.
In the case where the layer containing the expandable particles is included in the structure of the base material (Y) and in the case where the layer containing the expandable particles is included in the structure of the adhesive layer (V), the support layer (II) used in one embodiment of the present invention can be classified into the following modes.
First form of support layer (II): and a support layer (II) having a base material (Y) and the base material (Y) having a swellable base material layer (Y1) containing swellable particles.
Second form of support layer (II): the support layer (II) was provided with a2 nd pressure-sensitive adhesive layer (V2) as a swellable pressure-sensitive adhesive layer containing swellable particles on one surface of the substrate (Y), and a1 st pressure-sensitive adhesive layer (V1) as a non-swellable pressure-sensitive adhesive layer on the other surface.
(first form of support layer (II))
As a first form of the support layer (II), as shown in fig. 1 to 2,4, and 5, a form in which the base material (Y) has a swellable base material layer (Y1) containing swellable particles can be cited.
The pressure-sensitive adhesive layer (V) is preferably a non-expandable pressure-sensitive adhesive layer in view of being easily separated at the interface P at a time with a small force.
Specifically, in the support layer (II) included in the laminates 1a and 1b shown in fig. 1, the laminate 4 shown in fig. 4, and the laminate 5 shown in fig. 5, the pressure-sensitive adhesive layer (V1) is preferably a non-swelling pressure-sensitive adhesive layer.
In the support layer (II) included in the laminates 2a and 2b shown in fig. 2, both the 1 st adhesive layer (V1-1) and the 2 nd adhesive layer (V1-2) are preferably non-expandable adhesive layers.
By providing the base material (Y) with the expandable base material layer (Y1) as in the first form of the support layer (II), the pressure-sensitive adhesive layer (V1) does not need to have expandability, and is not limited by the composition, configuration, and process for imparting expandability. Accordingly, in designing the pressure-sensitive adhesive layer (V1), it is preferable to design in consideration of, for example, performance such as adhesiveness and desired performance other than expansibility such as productivity and economy, and therefore the degree of freedom in designing the pressure-sensitive adhesive layer (V) can be increased.
The thickness of the base material (Y) before the swelling treatment of the first form of the support layer (II) is preferably 10 to 1,000 μm, more preferably 20 to 700 μm, still more preferably 25 to 500 μm, and still more preferably 30 to 300 μm.
The thickness of the adhesive layer (V) before the swelling treatment of the first form of the support layer (II) is preferably 1 to 60 μm, more preferably 2 to 50 μm, still more preferably 3 to 40 μm, and still more preferably 5 to 30 μm.
In the present specification, for example, in the case where the support layer (II) has a plurality of adhesive layers as shown in fig. 2, the "thickness of the adhesive layer (V)" indicates the thickness of each adhesive layer (in fig. 2, the thickness of each of the 1 st adhesive layer (V1-1) and the 2 nd adhesive layer (V1-2)).
In the present specification, the thickness of each layer constituting the laminate represents a value measured by the method described in examples.
In the first aspect of the support layer (II), the thickness ratio [ (Y1)/(V) ] of the expandable base material layer (Y1) to the pressure-sensitive adhesive layer (V) before the expansion treatment is preferably 1,000 or less, more preferably 200 or less, further preferably 60 or less, and further preferably 30 or less.
When the thickness ratio is 1,000 or less, a laminate can be obtained which can be easily separated at a time with a small force, that is, with a small force, at the interface P between the support layer (II) and the cured resin layer (I') by expansion treatment.
The thickness ratio is preferably 0.2 or more, more preferably 0.5 or more, further preferably 1.0 or more, and further preferably 5.0 or more.
In the first form of the support layer (II), the substrate (Y) may be formed of only the expandable substrate layer (Y1) as shown in fig. 1(a), or may be formed of the expandable substrate layer (Y1) on the curable resin layer (I) side and the non-expandable substrate layer (Y2) on the pressure-sensitive adhesive layer (V) side as shown in fig. 1 (b).
In the first aspect of the support layer (II), the thickness ratio [ (Y1)/(Y2) ] of the expandable base material layer (Y1) to the non-expandable base material layer (Y2) before expansion treatment is preferably 0.02 to 200, more preferably 0.03 to 150, and further preferably 0.05 to 100.
In the first form of the support layer (II), the thickness of the support layer (II) is preferably 0.02 to 200. mu.m, more preferably 0.03 to 150. mu.m, and still more preferably 0.05 to 100. mu.m.
(second form of support layer (II))
As a second form of the support layer (II), as shown in fig. 3, a form in which a1 st pressure-sensitive adhesive layer (V1) which is a non-expandable pressure-sensitive adhesive layer is disposed on one surface of the substrate (Y), and a2 nd pressure-sensitive adhesive layer (V2) which is an expandable pressure-sensitive adhesive layer containing expandable particles is disposed on the other surface is exemplified.
In the second embodiment of the support layer (II), the 2 nd adhesive layer (V2) as an expandable adhesive layer is in direct contact with the curable resin layer (I).
In the second form of the support layer (II), the substrate (Y) is preferably a non-swelling substrate. The non-expandable substrate is preferably a material composed only of the non-expandable substrate layer (Y2).
In the second form of the support layer (II), the thickness ratio [ (V2)/(V1) ] of the 2 nd adhesive layer (V2) which is an expandable adhesive layer before expansion treatment to the 1 st adhesive layer (V1) which is a non-expandable adhesive layer is preferably 0.1 to 80, more preferably 0.3 to 50, and still more preferably 0.5 to 15.
In the second aspect of the support layer (II), the thickness ratio [ (V2)/(Y) ] between the 2 nd pressure-sensitive adhesive layer (V2) which is a pressure-sensitive adhesive layer having expandability before the expansion treatment and the base material (Y) is preferably 0.05 to 20, more preferably 0.1 to 10, and further preferably 0.2 to 3.
In the second form of the support layer (II), the thickness of the support layer (II) is preferably 0.05 to 20 μm, more preferably 0.1 to 10 μm, and still more preferably 0.2 to 3 μm.
Hereinafter, the expandable particles included in any layer constituting the support layer (II) will be described, and in addition, the expandable base material layer (Y1), the non-expandable base material layer (Y2), and the pressure-sensitive adhesive layer (V) constituting the base material (Y) will be described in detail.
(Expandable particles)
The expandable particles used in one embodiment of the present invention are not particularly limited as long as they can expand themselves by an external stimulus to form irregularities on the adhesive surface of the pressure-sensitive adhesive layer (V2) and reduce the adhesive strength with an adherend.
Examples of the expandable fine particles include thermally expandable particles that expand by heating, and energy ray expandable fine particles that expand by irradiation with an energy ray, but from the viewpoint of versatility and operability, thermally expandable particles that expand by a predetermined thermal expansion treatment are preferable.
The average particle diameter of the expandable particles used in one embodiment of the present invention before expansion at 23 ℃ is preferably 3 to 100 μm, more preferably 4 to 70 μm, still more preferably 6 to 60 μm, and still more preferably 10 to 50 μm.
The average particle diameter of the expandable particles before expansion is referred to as a volume median diameter (D)50) In the particle distribution of the expandable particles before expansion measured by a laser diffraction particle size distribution measuring apparatus (for example, a product name "Mastersizer 3000" manufactured by Malvern), the cumulative volume frequency calculated from the particles having a small particle size among the expandable particles before expansion corresponds to a particle size of 50%.
The expandable particles used in one embodiment of the present invention have a 90% particle diameter (D) before expansion at 23 ℃90) Preferably 10 to 150 μm, more preferably 20 to 100 μm, further preferably 25 to 90 μm, and further preferably 30 to 80 μm.
The expandable particles had a particle diameter of 90% (D) before expansion90) The particle size distribution of the expandable particles before expansion measured by a laser diffraction particle size distribution measuring apparatus (for example, a product name "Mastersizer 3000" manufactured by Malvern) is a particle size in which a cumulative volume frequency calculated from particles having a small particle size among the expandable particles before expansion corresponds to 90%.
The thermally expandable particles used in one embodiment of the present invention may be particles that do not expand when the sealing material is cured and have an expansion start temperature (t) higher than the curing temperature of the sealing material, and specifically, thermally expandable particles having an expansion start temperature (t) adjusted to 60 to 270 ℃ are preferable.
The expansion start temperature (t) may be appropriately selected depending on the curing temperature of the sealing material to be used.
In the present specification, the expansion start temperature (t) of the thermally expandable particles is a value measured by the method described in examples.
The thermally expandable particles are preferably a microencapsulated blowing agent containing an outer shell made of a thermoplastic resin and an encapsulated component encapsulated by the outer shell and vaporized when heated to a predetermined temperature.
Examples of the thermoplastic resin constituting the shell of the microencapsulated blowing agent include: vinylidene chloride-acrylonitrile copolymers, polyvinyl alcohol, polyvinyl butyral, polymethyl methacrylate, polyacrylonitrile, polyvinylidene chloride, polysulfone, and the like.
Examples of the inner package component enclosed by the outer shell include: propane, butane, pentane, hexane, heptane, octane, nonane, decane, isobutane, isopentane, isohexane, isoheptane, isooctane, isononane, isodecane, cyclopropane, cyclobutane, cyclopentane, cyclohexane, cycloheptane, cyclooctane, neopentane, dodecane, isododecane, cyclotridecane, hexylcyclohexane, tridecane, tetradecane, pentadecane, hexadecane, heptadecane, octadecane, nonadecane, isotridecyl, 4-methyldodecane, isotetradecane, isopentadecane, isohexadecane, 2,4,4,6,8, 8-heptamethylnonane, isoheptadecane, isooctadecane, isononane, 2,6,10, 14-tetramethylpentadecane, cyclotridecane, heptylcyclohexane, n-octylcyclohexane, cyclopentadecane, nonylcyclohexane, decylcyclohexane, pentadecylcyclohexane, hexadecylcyclohexane, isohexadecane, isopentadecane, isopentane, hexadecane, heptadecane, Heptadecylcyclohexane, octadecylcyclohexane, and the like.
These inner-containing components may be used alone or in combination of two or more.
The expansion starting temperature (t) of the thermally expandable particles can be adjusted by appropriately selecting the type of the encapsulated component.
The maximum volume expansion coefficient when heated to a temperature equal to or higher than the expansion starting temperature (t) of the thermally expandable particles used in one embodiment of the present invention is preferably 1.5 to 100 times, more preferably 2 to 80 times, even more preferably 2.5 to 60 times, and even more preferably 3 to 40 times.
< intumescent base Material layer (Y1) >
The expandable base material layer (Y1) included in the support layer (II) used in one embodiment of the present invention is a layer that contains expandable particles and can be expanded by expansion treatment such as predetermined heat treatment.
From the viewpoint of improving interlayer adhesion between the expandable base material layer (Y1) and another layer to be laminated, the surface of the expandable base material layer (Y1) may be subjected to a surface treatment such as an oxidation method or a roughening method, an easy adhesion treatment, or an undercoating treatment.
Examples of the oxidation method include: examples of the method of forming the concavities and convexities include corona discharge treatment, plasma discharge treatment, chromic acid treatment (wet type), hot air treatment, ozone treatment, and ultraviolet irradiation treatment: sand blasting, solvent treatment, and the like.
In one embodiment of the present invention, when the expandable base material layer (Y1) is a layer containing thermally expandable particles, the expandable base material layer (Y1) preferably satisfies the following condition (1).
Condition (1): the storage modulus E' (t) of the expandable base layer (Y1) was 1.0X 10 at the expansion initiation temperature (t) of the thermally expandable particles7Pa or less.
In the present specification, the storage modulus E' of the expandable base material layer (Y1) at a given temperature is a value measured by the method described in examples.
The condition (1) may be an index representing the rigidity of the expandable base material layer (Y1) immediately before the expansion of the thermally expandable particles.
In order to easily separate the interface P between the support layer (II) and the cured resin layer (I') with a small force, it is necessary to easily form irregularities on the surface of the support layer (II) on the side laminated with the curable resin layer (I) when heated to a temperature equal to or higher than the expansion initiation temperature (t).
That is, the expandable base layer (Y1) satisfying the above condition (1) expands and becomes sufficiently large at the expansion start temperature (t), and irregularities are likely to be formed on the surface of the support layer (II) on the side on which the curable resin layer (I) is laminated.
As a result, a laminate that can be easily separated at the interface P between the support layer (II) and the cured resin layer (I') with a small force can be obtained.
From the above viewpoint, the storage modulus E' (t) of the expandable base material layer (Y1) defined in the condition (1) is preferably 9.0 × 106Pa or less, more preferably 8.0X 106Pa or less, more preferably 6.0X 106Pa or less, more preferably 4.0X 106Pa or less.
The storage modulus E' (t) of the swellable substrate layer (Y1) defined in condition (1) is preferably 1.0 × 10 from the viewpoints of suppressing the flow of the swellable particles after swelling, improving the shape retention of the irregularities formed on the surface of the support layer (II) on the side where the curable resin layer (I) is laminated, and enabling separation to be more easily performed with a small force at the interface P3Pa or more, more preferably 1.0X 104Pa or more, preferably 1.0X 105Pa or above.
The expandable base layer (Y1) is preferably formed from a resin composition (Y) containing a resin and expandable particles.
The resin composition (y) may contain a base material additive as needed within a range not to impair the effects of the present invention.
Examples of the additive for a base material include: ultraviolet absorbers, light stabilizers, antioxidants, antistatic agents, slip agents, antiblocking agents, colorants, and the like.
These additives for base materials may be used alone or in combination of two or more.
When these additives for base materials are contained, the content of each additive for base materials is preferably 0.0001 to 20 parts by mass, more preferably 0.001 to 10 parts by mass, per 100 parts by mass of the resin.
The content of the expandable particles is preferably 1 to 40 mass%, more preferably 5 to 35 mass%, still more preferably 10 to 30 mass%, and still more preferably 15 to 25 mass% with respect to the total mass (100 mass%) of the expandable base layer (Y1) or the total amount (100 mass%) of the active ingredients of the resin composition (Y).
The resin contained in the resin composition (Y) as a material for forming the expandable base layer (Y1) may be a non-adhesive resin or an adhesive resin.
That is, even if the resin contained in the resin composition (Y) is an adhesive resin, the adhesive resin and the polymerizable compound may be subjected to a polymerization reaction in the process of forming the expandable base layer (Y1) from the resin composition (Y), and the resulting resin may be a non-adhesive resin, and the expandable base layer (Y1) containing the resin may be non-adhesive.
The weight average molecular weight (Mw) of the resin contained in the resin composition (y) is preferably 1,000 to 100 ten thousand, more preferably 1,000 to 70 ten thousand, and still more preferably 1,000 to 50 ten thousand.
When the resin is a copolymer having two or more kinds of structural units, the form of the copolymer is not particularly limited, and may be any of a block copolymer, a random copolymer, and a graft copolymer.
The content of the resin is preferably 50 to 99% by mass, more preferably 60 to 95% by mass, even more preferably 65 to 90% by mass, and even more preferably 70 to 85% by mass, based on the total mass (100% by mass) of the swellable base layer (Y1) or the total amount (100% by mass) of the active ingredients of the resin composition (Y).
From the viewpoint of forming the expandable base layer (Y1) satisfying the condition (1), the resin contained in the resin composition (Y) preferably contains at least one selected from the group consisting of an acrylic urethane resin and an olefin resin.
The acrylic urethane resin is preferably an acrylic urethane resin (U1) obtained by polymerizing a Urethane Prepolymer (UP) and a vinyl compound containing a (meth) acrylate.
(acrylic urethane resin (U1))
As the Urethane Prepolymer (UP) forming the main chain of the acrylic urethane-based resin (U1), a reaction product of a polyol and a polyisocyanate is exemplified.
The Urethane Prepolymer (UP) is preferably a prepolymer obtained by further performing a chain extension reaction using a chain extender.
Examples of the polyol to be a raw material of the Urethane Prepolymer (UP) include: alkylene polyols, ether polyols, ester polyols, esteramide polyols, ester-ether polyols, carbonate polyols, and the like.
These polyols may be used alone or in combination of two or more.
The polyol used in one embodiment of the present invention is preferably a diol, more preferably an ester diol, an alkylene diol, and a carbonate diol, and even more preferably an ester diol or a carbonate diol.
Examples of the ester diol include polycondensates of one or more selected from the following diols and one or more selected from the following dicarboxylic acids and anhydrides thereof: alkane diols such as 1, 3-propanediol, 1, 4-butanediol, 1, 5-pentanediol, neopentyl glycol, and 1, 6-hexanediol, and alkylene glycols such as ethylene glycol, propylene glycol, diethylene glycol, and dipropylene glycol; the dicarboxylic acids include: phthalic acid, isophthalic acid, terephthalic acid, naphthalenedicarboxylic acid, 4-diphenyldicarboxylic acid, diphenylmethane-4, 4' -dicarboxylic acid, succinic acid, adipic acid, azelaic acid, sebacic acid, chlorendic acid, maleic acid, fumaric acid, itaconic acid, cyclohexane-1, 3-dicarboxylic acid, cyclohexane-1, 4-dicarboxylic acid, hexahydrophthalic acid, hexahydroisophthalic acid, hexahydroterephthalic acid, methylhexahydrophthalic acid, and the like.
Specific examples thereof include: polyethylene adipate glycol, polybutylene adipate glycol, polyhexamethylene adipate 1, 6-hexanediol, polyhexamethylene isophthalate 1, 6-hexanediol, polyhexamethylene glycol adipate glycol, polyethylene glycol propylene adipate glycol, polybutylene adipate 1, 6-hexanediol, polydiethylene glycol adipate glycol, poly (polytetramethylene ether) adipate glycol, poly (3-methylpentaneadipate) glycol, polyethylene glycol azelate glycol, polyethylene glycol sebacate glycol, polybutylene azelate glycol, polybutylene sebacate glycol, and polybutylene terephthalate glycol.
Examples of alkylene glycols include: alkane diols such as 1, 3-propanediol, 1, 4-butanediol, 1, 5-pentanediol, neopentyl glycol, and 1, 6-hexanediol; alkylene glycols such as ethylene glycol, propylene glycol, diethylene glycol, and dipropylene glycol; polyalkylene glycols such as polyethylene glycol, polypropylene glycol, and polybutylene glycol; polyoxyalkylene glycols such as polytetramethylene glycol; and so on.
Examples of the carbonate diol include: 1, 4-tetramethylene carbonate diol, 1, 5-pentamethylene carbonate diol, 1, 6-hexamethylene carbonate diol, 1, 2-propylene carbonate diol, 1, 3-propylene carbonate diol, 2-dimethylpropylene carbonate diol, 1, 7-heptamethylene carbonate diol, 1, 8-octamethylene carbonate diol, 1, 4-cyclohexane carbonate diol, etc.
Examples of the polyisocyanate to be used as a raw material of the Urethane Prepolymer (UP) include aromatic polyisocyanates, aliphatic polyisocyanates, and alicyclic polyisocyanates.
These polyisocyanates may be used alone or in combination of two or more.
These polyisocyanates may be modified trimethylolpropane adduct type, biuret type modified by reaction with water, or isocyanurate type modified containing an isocyanurate ring.
Among these, the polyisocyanate used in one embodiment of the present invention is preferably a diisocyanate, and more preferably at least one selected from the group consisting of 4, 4' -diphenylmethane diisocyanate (MDI), 2, 4-toluene diisocyanate (2,4-TDI), 2, 6-toluene diisocyanate (2,6-TDI), hexamethylene diisocyanate (HMDI), and alicyclic diisocyanate.
Examples of the alicyclic diisocyanate include: 3-isocyanatomethyl-3, 5, 5-trimethylcyclohexyl isocyanate (isophorone diisocyanate, IPDI), 1, 3-cyclopentane diisocyanate, 1, 3-cyclohexane diisocyanate, 1, 4-cyclohexane diisocyanate, methyl-2, 6-cyclohexane diisocyanate and the like, preferably isophorone diisocyanate (IPDI).
In one embodiment of the present invention, the Urethane Prepolymer (UP) forming the main chain of the acrylic urethane resin (U1) is preferably a linear urethane prepolymer having an ethylenically unsaturated group at both ends, which is a reaction product of a diol and a diisocyanate.
As a method for introducing an ethylenically unsaturated group into both ends of the linear urethane prepolymer, a method in which an NCO group at the end of a linear urethane prepolymer obtained by reacting a diol and a diisocyanate compound is reacted with a hydroxyalkyl (meth) acrylate is exemplified.
Examples of the hydroxyalkyl (meth) acrylate include: 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (meth) acrylate, 4-hydroxybutyl (meth) acrylate, and the like.
The vinyl compound forming the side chain of the acrylic urethane resin (U1) contains at least (meth) acrylate.
The (meth) acrylate is preferably at least one selected from the group consisting of alkyl (meth) acrylates and hydroxyalkyl (meth) acrylates, and more preferably an alkyl (meth) acrylate and hydroxyalkyl (meth) acrylate are used in combination.
When the alkyl (meth) acrylate and the hydroxyalkyl (meth) acrylate are used in combination, the mixing ratio of the hydroxyalkyl (meth) acrylate to 100 parts by mass of the alkyl (meth) acrylate is preferably 0.1 to 100 parts by mass, more preferably 0.5 to 30 parts by mass, still more preferably 1.0 to 20 parts by mass, and still more preferably 1.5 to 10 parts by mass.
The alkyl group of the alkyl (meth) acrylate has preferably 1 to 24 carbon atoms, more preferably 1 to 12 carbon atoms, still more preferably 1 to 8 carbon atoms, and still more preferably 1 to 3 carbon atoms.
In addition, examples of the hydroxyalkyl (meth) acrylate include the same hydroxyalkyl (meth) acrylate as described above for introducing an ethylenically unsaturated group to both ends of the linear urethane prepolymer.
Examples of the vinyl compound other than the (meth) acrylate include: aromatic hydrocarbon vinyl compounds such as styrene, α -methylstyrene and vinyltoluene; vinyl ethers such as methyl vinyl ether and ethyl vinyl ether; polar group-containing monomers such as vinyl acetate, vinyl propionate, (meth) acrylonitrile, N-vinylpyrrolidone, (meth) acrylic acid, maleic acid, fumaric acid, itaconic acid, and (meth) acrylamide; and so on.
These compounds may be used alone, or two or more of them may be used in combination.
The content of the (meth) acrylate in the vinyl compound is preferably 40 to 100% by mass, more preferably 65 to 100% by mass, even more preferably 80 to 100% by mass, and even more preferably 90 to 100% by mass, based on the total amount (100% by mass) of the vinyl compound.
The total content of the alkyl (meth) acrylate and the hydroxyalkyl (meth) acrylate in the vinyl compound is preferably 40 to 100 mass%, more preferably 65 to 100 mass%, even more preferably 80 to 100 mass%, and even more preferably 90 to 100 mass%, based on the total amount (100 mass%) of the vinyl compound.
In the acrylic urethane resin (U1) used in one embodiment of the present invention, the content ratio [ (U11)/(U12) ] of the structural unit (U11) derived from the Urethane Prepolymer (UP) to the structural unit (U12) derived from the vinyl compound is preferably 10/90 to 80/20, more preferably 20/80 to 70/30, further preferably 30/70 to 60/40, and further preferably 35/65 to 55/45 in terms of mass ratio.
(olefin resin)
The olefin-based resin preferably used as the resin contained in the resin composition (y) is a polymer having at least a structural unit derived from an olefin monomer.
The olefin monomer is preferably an α -olefin having 2 to 8 carbon atoms, and specific examples thereof include: ethylene, propylene, butene, isobutylene, 1-hexene, and the like.
Of these, ethylene and propylene are preferred.
Specific examples of the olefin-based resin include: ultra-low density polyethylene (VLDPE, density: 880 kg/m)3Above and below 910kg/m3) Low density polyethylene (LDPE, density: 910kg/m3Above and below 915kg/m3) Medium density polyethylene (MDPE, density: 915kg/m3Above and below 942kg/m3) High density polyethylene (HDPE, density: 942kg/m3The above), linear low-density polyethylene, and other polyethylene resins; polypropylene resin (PP); polybutene resin (PB); ethylene-propylene copolymers; olefin-based elastomers (TPO); poly (4-methyl-1-pentene) (PMP); ethylene-vinyl acetate copolymers (EVA); ethylene vinyl alcohol copolymers (EVOH); olefin terpolymers such as ethylene-propylene- (5-ethylidene-2-norbornene); and so on.
In one embodiment of the present invention, the olefin-based resin may be a modified olefin-based resin further modified with one or more kinds of modification selected from acid modification, hydroxyl modification, and acrylic modification.
For example, as an acid-modified olefin-based resin obtained by acid-modifying an olefin-based resin, there can be mentioned a modified polymer obtained by graft-polymerizing an unsaturated carboxylic acid or an acid anhydride thereof onto the above-mentioned unmodified olefin-based resin.
Examples of the unsaturated carboxylic acid or anhydride thereof include: maleic acid, fumaric acid, itaconic acid, citraconic acid, glutaconic acid, tetrahydrophthalic acid, aconitic acid, (meth) acrylic acid, maleic anhydride, itaconic anhydride, glutaconic anhydride, citraconic anhydride, aconitic anhydride, norbornene dicarboxylic anhydride, tetrahydrophthalic anhydride, and the like.
The unsaturated carboxylic acid or anhydride thereof may be used alone or in combination of two or more.
Examples of the acrylic-modified olefin-based resin obtained by acrylic-modifying an olefin-based resin include modified polymers obtained by graft-polymerizing alkyl (meth) acrylates as side chains onto the above-mentioned unmodified olefin-based resin as a main chain.
The alkyl group of the alkyl (meth) acrylate has preferably 1 to 20 carbon atoms, more preferably 1 to 16 carbon atoms, and still more preferably 1 to 12 carbon atoms.
Examples of the alkyl (meth) acrylate include the same compounds as those which can be selected as the monomer (a 1') described later.
Examples of the hydroxyl-modified olefin-based resin obtained by hydroxyl-modifying an olefin-based resin include modified polymers obtained by graft-polymerizing a hydroxyl-containing compound to the above-mentioned unmodified olefin-based resin as a main chain.
Examples of the hydroxyl group-containing compound include: hydroxyalkyl (meth) acrylates such as 2-hydroxyethyl (meth) acrylate, 2-hydroxypropyl (meth) acrylate, 3-hydroxypropyl (meth) acrylate, 2-hydroxybutyl (meth) acrylate, 3-hydroxybutyl (meth) acrylate, and 4-hydroxybutyl (meth) acrylate; unsaturated alcohols such as vinyl alcohol and allyl alcohol.
(resins other than the urethane acrylate resin and the olefin resin)
In one embodiment of the present invention, the resin composition (y) may contain a resin other than the acrylic urethane resin and the olefin resin within a range not to impair the effects of the present invention.
Examples of such resins include: vinyl resins such as polyvinyl chloride, polyvinylidene chloride and polyvinyl alcohol; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymers; cellulose triacetate; a polycarbonate; polyurethanes that do not belong to the group of acrylic urethane resins; polysulfones; polyether ether ketone; polyether sulfone; polyphenylene sulfide; polyimide resins such as polyetherimide and polyimide; a polyamide-based resin; acrylic resin; fluorine-based resins, and the like.
Among these, from the viewpoint of forming the expandable base layer (Y1) satisfying the above condition (1), it is preferable that the resin composition (Y) contains a small amount of resin other than the acrylic urethane resin and the olefin resin.
The content of the resin other than the acrylic urethane resin and the olefin resin is preferably less than 30 parts by mass, more preferably less than 20 parts by mass, still more preferably less than 10 parts by mass, yet still more preferably less than 5 parts by mass, and yet still more preferably less than 1 part by mass, based on 100 parts by mass of the total amount of the resins contained in the resin composition (y).
(solvent-free resin composition (y1))
The resin composition (y) used in one embodiment of the present invention is a solvent-free resin composition (y1) which contains an oligomer having an ethylenically unsaturated group and a weight average molecular weight (Mw) of 50,000 or less, an energy ray-polymerizable monomer, and the expandable particles and which contains no solvent.
The solvent-free resin composition (y1) does not contain a solvent, but the energy ray-polymerizable monomer contributes to improvement in plasticity of the oligomer.
By irradiating the coating film formed from the solvent-free resin composition (Y1) with an energy ray, the expandable base layer (Y1) satisfying the above condition (1) can be easily formed.
The types, shapes, and amounts (contents) of the expandable particles to be blended in the solvent-free resin composition (y1) are as described above.
The oligomer contained in the solventless resin composition (y1) has a weight average molecular weight (Mw) of 50,000 or less, preferably 1,000 to 50,000, more preferably 20,00 to 40,000, further preferably 3,000 to 35,000, and further preferably 4,000 to 30,000.
The oligomer may be any oligomer having an ethylenically unsaturated group with a weight average molecular weight of 50,000 or less in the resin contained in the resin composition (y), and is preferably the Urethane Prepolymer (UP).
As the oligomer, a modified olefin-based resin having an ethylenically unsaturated group can be used.
The total content of the oligomer and the energy ray-polymerizable monomer in the solvent-free resin composition (y1) is preferably 50 to 99% by mass, more preferably 60 to 95% by mass, even more preferably 65 to 90% by mass, and even more preferably 70 to 85% by mass, based on the total amount (100% by mass) of the solvent-free resin composition (y 1).
Examples of the energy ray-polymerizable monomer include: alicyclic polymerizable compounds such as isobornyl (meth) acrylate, dicyclopentenyl (meth) acrylate, dicyclopentanyl (meth) acrylate, dicyclopentenyloxy (meth) acrylate, cyclohexyl (meth) acrylate, adamantyl (meth) acrylate, and tricyclodecanyl acrylate; aromatic polymerizable compounds such as phenyl hydroxypropyl acrylate, benzyl acrylate, and phenol ethylene oxide-modified acrylate; heterocyclic polymerizable compounds such as tetrahydrofurfuryl (meth) acrylate, morpholine acrylate, N-vinylpyrrolidone and N-vinylcaprolactam.
These energy ray-polymerizable monomers may be used alone, or two or more of them may be used in combination.
The blending ratio of the oligomer to the energy ray polymerizable monomer (the oligomer/energy ray polymerizable monomer) is preferably 20/80 to 90/10, more preferably 30/70 to 85/15, and still more preferably 35/65 to 80/20.
In one embodiment of the present invention, the solventless resin composition (y1) is preferably further blended with a photopolymerization initiator.
By containing a photopolymerization initiator, the curing reaction can be sufficiently performed by irradiation with energy rays of relatively low energy.
Examples of the photopolymerization initiator include: 1-hydroxycyclohexyl phenyl ketone, benzoin methyl ether, benzoin ethyl ether, benzoin propyl ether, benzyl phenyl sulfide, tetramethylthiuram monosulfide, azobisisobutyronitrile, bibenzyl, butanedione, 8-chloroanthraquinone, and the like.
These photopolymerization initiators may be used alone or in combination of two or more.
The amount of the photopolymerization initiator is preferably 0.01 to 5 parts by mass, more preferably 0.01 to 4 parts by mass, and still more preferably 0.02 to 3 parts by mass, based on the total amount (100 parts by mass) of the oligomer and the energy ray-polymerizable monomer.
< non-expandable substrate layer (Y2) >
Examples of the material for forming the non-expandable base layer (Y2) constituting the base material (Y) include: paper, resin, metal, and the like can be appropriately selected according to the use of the laminate according to one embodiment of the present invention.
Here, in one embodiment of the present invention, from the viewpoint of suppressing the swelling of the swellable particles contained in the swellable substrate layer (Y1), forming irregularities on the surface of the swellable substrate layer (Y1) on the non-swellable substrate layer (Y2) side, and preferentially forming irregularities on the surface of the swellable substrate layer (Y1) on the pressure-sensitive adhesive layer (V1) side, it is preferable that the non-swellable substrate layer (Y2) has a rigidity of such a degree that the non-swellable particles are not deformed by the swelling. Specifically, the storage modulus E' (t) of the non-expandable base material layer (Y2) at the temperature (t) at which expansion of the expandable particles starts is preferably 1.1 × 107Pa or above.
Examples of the paper include: thin paper, medium paper, high-quality paper, impregnated paper, coated paper, art paper, parchment paper, glassine paper and the like.
Examples of the resin include: polyolefin resins such as polyethylene and polypropylene; vinyl resins such as polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, ethylene-vinyl acetate copolymers, and ethylene-vinyl alcohol copolymers; polyester resins such as polyethylene terephthalate, polybutylene terephthalate, and polyethylene naphthalate; polystyrene; acrylonitrile-butadiene-styrene copolymers; cellulose triacetate; a polycarbonate; polyurethane resins such as polyurethane and acrylic modified polyurethane; polymethylpentene; polysulfones; polyether ether ketone; polyether sulfone; polyphenylene sulfide; polyimide resins such as polyetherimide and polyimide; a polyamide-based resin; acrylic resin; fluorine-based resins, and the like.
Examples of the metal include: aluminum, tin, chromium, titanium, and the like.
These forming materials may be composed of one kind, or two or more kinds may be used in combination.
Examples of the non-expandable base material layer (Y2) using two or more types of forming materials in combination include a material obtained by laminating paper materials with a thermoplastic resin such as polyethylene, and a material obtained by forming a metal film on the surface of a resin film or sheet containing a resin.
Examples of the method for forming the metal layer include: a method of depositing the above metal by a PVD method such as vacuum deposition, sputtering, or ion plating, or a method of attaching a metal foil made of the above metal using a conventional adhesive, and the like.
In the case where the non-expandable base material layer (Y2) contains a resin, from the viewpoint of improving interlayer adhesion between the non-expandable base material layer (Y2) and another layer to be laminated, the surface of the non-expandable base material layer (Y2) may be subjected to a surface treatment by an oxidation method, a roughening method, or the like, an easy adhesion treatment, or an undercoating treatment, as in the case of the expandable base material layer (Y1).
When the non-expandable substrate layer (Y2) contains a resin, the resin may be contained, and the substrate additive that may be contained in the resin composition (Y) may be contained.
The non-expandable substrate layer (Y2) is a non-expandable layer that can be determined by the above method.
Therefore, the volume change (%) of the non-expandable substrate layer (Y2) calculated by the above formula is less than 5 vol%, preferably less than 2 vol%, more preferably less than 1 vol%, still more preferably less than 0.1 vol%, and still more preferably less than 0.01 vol%.
The non-expandable base material layer (Y2) may contain expandable particles as long as the volume change rate is within the above range. For example, by selecting the resin contained in the non-expandable base material layer (Y2), the volume change rate can be adjusted to the above range even if the expandable particles are contained.
However, the non-expandable substrate layer (Y2) preferably does not contain expandable particles. When the non-expandable base material layer (Y2) contains expandable particles, the smaller the content thereof, the more preferable the content of the expandable particles is, and the specific content of the expandable particles is usually less than 3 mass%, preferably less than 1 mass%, more preferably less than 0.1 mass%, further preferably less than 0.01 mass%, and still further preferably less than 0.001 mass% based on the total mass (100 mass%) of the non-expandable base material layer (Y2).
< adhesive layer (V) >
The adhesive layer (V) included in the support layer (II) used in one embodiment of the present invention may be formed of an adhesive composition (V) containing an adhesive resin.
The pressure-sensitive adhesive composition (v) may further contain, if necessary, additives for pressure-sensitive adhesives such as a crosslinking agent, a tackifier, a polymerizable compound, and a polymerization initiator.
Hereinafter, each component that may be contained in the pressure-sensitive adhesive composition (v) will be described.
Even when the support layer (II) has the 1 st adhesive layer (V1-1) or (V1) and the 2 nd adhesive layer (V1-2) or (V2), the 1 st adhesive layer (V1-1) or (V1) and the 2 nd adhesive layer (V1-2) or (V2) may be formed from an adhesive composition (V) containing the components shown below.
(adhesive resin)
As the adhesive resin used in one embodiment of the present invention, it is preferable that the resin alone has adhesive properties and is a polymer having a weight average molecular weight (Mw) of 1 ten thousand or more.
The weight average molecular weight (Mw) of the pressure-sensitive adhesive resin used in one embodiment of the present invention is preferably 1 to 200 ten thousand, more preferably 2 to 150 ten thousand, and even more preferably 3 to 100 ten thousand, from the viewpoint of improving the pressure-sensitive adhesive force.
Specific examples of the adhesive resin include: rubber-based resins such as acrylic resins, urethane-based resins and polyisobutylene-based resins, polyester-based resins, olefin-based resins, silicone-based resins, and polyvinyl ether-based resins.
These adhesive resins may be used alone or in combination of two or more.
When the adhesive resin is a copolymer having two or more kinds of structural units, the form of the copolymer is not particularly limited, and may be any of a block copolymer, a random copolymer, and a graft copolymer.
In one embodiment of the present invention, the pressure-sensitive adhesive resin preferably contains an acrylic resin from the viewpoint of exhibiting excellent adhesion.
In the case of using the support layer (II) having the 1 st adhesive layer (V1-1) or (V1) and the 2 nd adhesive layer (V1-2) or (V2), the surface of the 1 st adhesive layer (V1-1) or (V1) can be easily formed with irregularities by including the acrylic resin in the 1 st adhesive layer (V1-1) or (V1) which is in contact with the curable resin layer (I).
The content of the acrylic resin in the adhesive resin is preferably 30 to 100% by mass, more preferably 50 to 100% by mass, even more preferably 70 to 100% by mass, and even more preferably 85 to 100% by mass, based on the total amount (100% by mass) of the adhesive resin contained in the adhesive composition (V) or the adhesive layer (V).
The content of the adhesive resin is preferably 35 to 100% by mass, more preferably 50 to 100% by mass, even more preferably 60 to 98% by mass, and even more preferably 70 to 95% by mass, based on the total amount (100% by mass) of the active ingredients of the adhesive composition (V) or the total mass (100% by mass) of the adhesive layer (V).
(crosslinking agent)
In one embodiment of the present invention, when the adhesive composition (v) contains an adhesive resin having a functional group, it preferably further contains a crosslinking agent.
The crosslinking agent is a component that reacts with an adhesive resin having a functional group to crosslink the adhesive resins with each other with the functional group as a crosslinking starting point.
Examples of the crosslinking agent include: isocyanate crosslinking agents, epoxy crosslinking agents, aziridine crosslinking agents, metal chelate crosslinking agents, and the like.
These crosslinking agents may be used alone, or two or more of them may be used in combination.
Among these crosslinking agents, isocyanate-based crosslinking agents are preferable from the viewpoint of improving cohesive force to improve adhesive force, and from the viewpoint of easiness in acquisition.
The content of the crosslinking agent may be appropriately adjusted depending on the number of functional groups contained in the adhesive resin, but is preferably 0.01 to 10 parts by mass, more preferably 0.03 to 7 parts by mass, and still more preferably 0.05 to 5 parts by mass, based on 100 parts by mass of the adhesive resin having functional groups.
(tackifier)
In one embodiment of the present invention, the pressure-sensitive adhesive composition (v) may further contain a tackifier, from the viewpoint of further improving the adhesive strength.
In the present specification, the "tackifier" is a component which is different from the above adhesive resin, and is an oligomer having a weight average molecular weight (Mw) of less than 1 ten thousand among components which increase the adhesive force of the above adhesive resin in an auxiliary manner.
The thickener has a weight average molecular weight (Mw) of preferably 400 to 10,000, more preferably 500 to 8,000, and still more preferably 800 to 5,000.
Examples of the tackifier include: rosin-based resins, terpene-based resins, styrene-based resins, C5-based petroleum resins obtained by copolymerizing C5 fractions such as pentene, isoprene, piperine, and 1, 3-pentadiene, which are produced by thermal decomposition of naphtha, C9-based petroleum resins obtained by copolymerizing C9 fractions such as indene and vinyl toluene, which are produced by thermal decomposition of naphtha, hydrogenated resins obtained by hydrogenating these resins, and the like.
The softening point of the thickener is preferably 60 to 170 ℃, more preferably 65 to 160 ℃, and further preferably 70 to 150 ℃.
In the present specification, the "softening point" of the tackifier means a value measured in accordance with JIS K2531.
The tackifier may be used alone, or two or more different in softening point, structure, and the like may be used in combination.
Also, in the case where two or more kinds of tackifiers are used, it is preferable that the weighted average of the softening points of the plurality of tackifiers falls within the above range.
The content of the thickener is preferably 0.01 to 65% by mass, more preferably 0.1 to 50% by mass, even more preferably 1 to 40% by mass, and even more preferably 2 to 30% by mass, based on the total amount (100% by mass) of the active ingredients in the adhesive composition (V) or the total mass (100% by mass) of the adhesive layer (V).
(additive for adhesive)
In one embodiment of the present invention, the adhesive composition (v) may contain, in addition to the above-mentioned additives, an additive for adhesives used in conventional adhesives within a range not to impair the effects of the present invention.
Examples of such additives for adhesives include: antioxidants, softeners (plasticizers), rust inhibitors, pigments, dyes, retarders, reaction promoters (catalysts), ultraviolet absorbers, antistatic agents, and the like.
These additives for adhesives may be used alone or in combination of two or more.
When these additives for adhesives are contained, the content of each additive for adhesives is preferably 0.0001 to 20 parts by mass, more preferably 0.001 to 10 parts by mass, per 100 parts by mass of the adhesive resin.
In the case of using the support layer (II) of the third embodiment having the 2 nd pressure-sensitive adhesive layer (V2) as the expandable pressure-sensitive adhesive layer, the material for forming the 2 nd pressure-sensitive adhesive layer (V2) as the expandable pressure-sensitive adhesive layer may be formed of an expandable pressure-sensitive adhesive composition (V22) further containing expandable particles in the pressure-sensitive adhesive composition (V).
The expandable particles are as described above.
The content of the expandable particles is preferably 1 to 70% by mass, more preferably 2 to 60% by mass, even more preferably 3 to 50% by mass, and even more preferably 5 to 40% by mass, based on the total amount (100% by mass) of the active ingredients of the expandable adhesive composition (v22) or the total mass (100% by mass) of the expandable adhesive layer.
On the other hand, when the pressure-sensitive adhesive layer (V) is a non-expandable pressure-sensitive adhesive layer, the pressure-sensitive adhesive composition (V) as a material for forming the non-expandable pressure-sensitive adhesive layer preferably does not contain expandable particles.
When the expandable particles are contained, the content thereof is preferably as small as possible, and is preferably less than 1% by mass, more preferably less than 0.1% by mass, even more preferably less than 0.01% by mass, and even more preferably less than 0.001% by mass, based on the total amount (100% by mass) of the active ingredients in the adhesive composition (V) or the total mass (100% by mass) of the adhesive layer (V).
In the case of using a support layer (II) having the 1 st adhesive layer (V1-1) and the 2 nd adhesive layer (V1-2) as non-expandable adhesive layers as in the laminates 2a and 2b shown in FIG. 2, the shear storage modulus G' (23) at 23 ℃ of the 1 st adhesive layer (V1-1) as a non-expandable adhesive layer is preferably 1.0X 108Pa or less, more preferably 5.0X 107Pa or less, more preferably 1.0X 107Pa or less.
The shear storage modulus G' (23) of the 1 st adhesive layer (V1-1) as a non-expandable adhesive layer was 1.0X 108When Pa is less, for example, in the case of the laminate 2a, 2b shown in fig. 2, the expandable particles in the expandable base material layer (Y1) are expanded by the heat expansion treatmentUnevenness is easily formed on the surface of the 1 st pressure-sensitive adhesive layer (V1-1) in contact with the cured resin layer (I').
As a result, a laminate that can be separated easily at a time with a small force at the interface P between the support layer (II) and the cured resin layer (I') can be obtained.
The shear storage modulus G' (23) at 23 ℃ of the 1 st pressure-sensitive adhesive layer (V1-1) which is a non-expandable pressure-sensitive adhesive layer is preferably 1.0X 104Pa or more, more preferably 5.0X 104Pa or more, preferably 1.0X 105Pa or above.
The light transmittance at a wavelength of 365nm of the support layer (II) in the laminate according to one embodiment of the present invention is preferably 30% or more, more preferably 50% or more, and still more preferably 70% or more. When the light transmittance is in the above range, the curing degree of the curable resin layer (I) is further improved when the curable resin layer (I) is irradiated with an energy ray (ultraviolet ray) through the support layer (II). The upper limit of the light transmittance at a wavelength of 365nm is not particularly limited, and may be, for example, 95% or less.
From the viewpoint of achieving the above light transmittance, the base material (Y) and the pressure-sensitive adhesive layer (V) included in the support layer (II) preferably do not contain a colorant.
In the case of containing a colorant, the content thereof is preferably as small as possible, and is preferably less than 1 mass%, more preferably less than 0.1 mass%, further preferably less than 0.01 mass%, and further preferably less than 0.001 mass% with respect to the total amount (100 mass%) of the active ingredients of the adhesive composition (V) or the total mass (100 mass%) of the adhesive layer (V), and the content of the colorant in the substrate (Y) is preferably less than 1 mass%, more preferably less than 0.1 mass%, further preferably less than 0.01 mass%, and further preferably less than 0.001 mass% with respect to the total amount (100 mass%) of the active ingredients of the resin composition (Y) or the total mass (100 mass%) of the substrate (Y).
(object of sealing)
Examples of the object to be sealed placed on a part of the surface of the curable resin layer (I) include: semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, sapphire substrates, displays, panel substrates, and the like.
For example, when the object to be sealed is a semiconductor chip, a semiconductor chip with a cured resin layer can be manufactured by using the laminate for warpage prevention according to one embodiment of the present invention.
As the semiconductor chip, those conventionally known can be used, and an integrated circuit including circuit elements such as transistors, resistors, and capacitors is formed on a circuit surface thereof.
The semiconductor chip is preferably mounted such that the back surface of the semiconductor chip on the side opposite to the circuit surface is covered with the surface of the thermosetting resin layer. In this case, the circuit surface of the semiconductor chip is exposed after the mounting.
The semiconductor chip can be mounted using a known apparatus such as a flip chip bonder or a die bonder.
The layout, the number of semiconductor chips to be arranged, and the like may be determined as appropriate depending on the form, the number of products, and the like of the intended package.
[ method for producing a laminate for preventing warpage ]
The anti-warp laminate can be produced by the following method.
First, a curable resin composition is applied to a release film and dried to form a curable resin layer (I).
When the curable resin layer (I) is composed of 2 layers, the curable resin compositions are formed on the release films of the respective layers, and the two layers are stacked and aligned so as to be in direct contact with each other, thereby producing a laminated curable resin layer. The laminated curable resin layer can also be produced by applying a1 st curable resin composition to a release film and drying the composition to form a1 st curable resin layer (X1-1), and then applying a2 nd curable resin layer (X1-2) or (X2) to the 1 st curable resin layer (X1-1) and drying the resin.
The warp-preventing laminate can be obtained by bonding the adhesive layer (V) of the support layer (II) to the curable resin layer (I) or by bonding the curable resin layer (I) and the support layer (II) via another adhesive layer other than the support layer (II).
The support layer (II) can be produced as follows: after the pressure-sensitive adhesive layer (V) is formed by applying the pressure-sensitive adhesive composition to the release film and drying the pressure-sensitive adhesive composition, the resin material constituting the base layer is applied to the pressure-sensitive adhesive layer and dried, or a sheet-like base material is attached to the pressure-sensitive adhesive layer, thereby forming the base layer. When the base material layer is formed of a plurality of layers, a resin material constituting a2 nd base material layer is applied to the 1 st base material layer after the 1 st base material layer is formed, and dried to constitute a2 nd base material layer. In the case of a support layer having a2 nd adhesive layer on a2 nd base material layer, the 2 nd adhesive layer is formed by applying an adhesive composition on the 2 nd base material layer and drying the adhesive composition.
[ method 1 for producing a cured sealing body ]
A first embodiment of the method for producing a cured sealing body according to the present invention is a method for producing a cured sealing body using a laminate according to an embodiment of the present invention, and the method includes the following steps (i) to (iv).
Step (i): an object to be sealed is placed on a part of the 1 st surface of the curable resin layer (I) of the laminate for warpage prevention.
Step (ii): the object to be sealed and the 1 st surface of the curable resin layer (I) in at least the peripheral portion of the object to be sealed are covered with a thermosetting sealing material.
Step (iii): the sealing material is thermally cured to form a cured sealing body including the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I') to obtain a cured sealing body.
Step (iv): the cured resin layer (I') and the support layer (II) are separated at the interface by the treatment of expanding the expandable particles, thereby obtaining a cured sealing body with a cured resin layer.
Fig. 6 is a schematic sectional view showing a step of producing a cured sealing body with a cured resin layer, and more specifically, a schematic sectional view showing a step of producing a cured sealing body using the laminate for warp prevention 1a shown in fig. 1 (b). Hereinafter, the above-described steps will be described with reference to fig. 6as appropriate.
< step (i) >
In step (I), an object to be sealed is placed on a part of the surface of the curable resin layer (I) included in the laminate for warpage prevention according to one embodiment of the present invention.
Fig. 6(a) shows a state in which the adhesive surface of the pressure-sensitive adhesive layer (V1) of the support layer (II) is bonded to the support 50 using the warp-preventing laminate 1b, and fig. 6(b) shows a case in which the object to be sealed 60 is placed on a part of the surface of the curable resin layer (I).
Fig. 6 shows an example in which the laminate 1b shown in fig. 1(b) is used, but when a laminate for preventing warpage according to another embodiment of the present invention is used, the support, the laminate for preventing warpage, and the object to be sealed are similarly laminated or placed in this order.
When the thermally expandable particles are used as the expandable particles, the temperature condition in step (i) is preferably performed at a temperature at which the thermally expandable particles do not expand, for example, preferably in an environment of 0 to 80 ℃ (wherein the expansion start temperature (t) is 60 to 80 ℃, and is lower than the expansion start temperature (t)). In the case of using energy ray-expandable particles, the step (i) is performed in a state where the irradiation apparatus is stopped or in a position away from the irradiation apparatus, if necessary, under a filter or a mask that blocks the energy ray so as not to irradiate the energy ray that contributes to the expansion of the particles.
The support is preferably affixed to the entire adhesive surface of the adhesive layer (V1) of the laminate.
Therefore, the support is preferably plate-shaped. As shown in fig. 6, the surface area of the support on the side of being bonded to the bonding surface of the pressure-sensitive adhesive layer (V1) is preferably equal to or larger than the surface area of the bonding surface of the pressure-sensitive adhesive layer (V1).
The material constituting the support may be appropriately selected in consideration of the required properties such as mechanical strength and heat resistance, depending on the type of the object to be sealed, the type of the sealing material used in the step (ii), and the like.
Specific examples of the material constituting the support include: metal materials such as SUS; non-metallic inorganic materials such as glass and silicon wafers; epoxy resin, ABS resin, acrylic resin, engineering plastic, special engineering plastic, polyimide resin, polyamide-imide resin and other resin materials; and composite materials such as glass epoxy resins, and among these, SUS, glass, and silicon wafers are preferable.
The engineering plastics include: nylon, Polycarbonate (PC), and polyethylene terephthalate (PET).
As the special engineering plastics, there may be mentioned: polyphenylene Sulfide (PPS), polyether sulfone (PES), and polyether ether ketone (PEEK).
The thickness of the support may be appropriately selected depending on the kind of the object to be sealed, the kind of the sealing material used in the step (ii), and the like, but is preferably 20 μm to 50mm, more preferably 60 μm to 20 mm.
On the other hand, examples of the object to be sealed placed on a part of the surface of the curable resin layer (I) include: semiconductor chips, semiconductor wafers, compound semiconductors, semiconductor packages, electronic components, sapphire substrates, displays, panel substrates, and the like. In the following description, a case where a semiconductor chip is used as the object to be sealed 60 will be described as an example.
When the object to be sealed is a semiconductor chip, a semiconductor chip with a cured resin layer can be produced by using the laminate according to one embodiment of the present invention.
As the semiconductor chip, those conventionally known can be used, and an integrated circuit including circuit elements such as transistors, resistors, and capacitors is formed on a circuit surface thereof.
The semiconductor chip is preferably mounted such that the back surface of the semiconductor chip on the side opposite to the circuit surface is covered with the surface of the curable resin layer (I). In this case, the circuit surface of the semiconductor chip is exposed after the mounting.
The semiconductor chip can be mounted using a known apparatus such as a flip chip bonder or a die bonder.
The layout, the number of semiconductor chips to be arranged, and the like may be determined as appropriate depending on the form, the number of products, and the like of the intended package.
The surface of the curable resin layer (I) (in the example of fig. 6, the surface of the non-expandable thermosetting resin layer (X1) opposite to the support layer (II)) in the present embodiment is a surface having curability, but since the adhesive strength is 1.7N/25mm or more, when the semiconductor chip 60 as an object to be sealed is bonded to the surface of the curable resin layer (I), the semiconductor chip 60 can be reliably fixed and prevented from being displaced, the adhesive strength is a value measured by bonding the first surface to a glass plate at 70 ℃ as described above and peeling the curable resin layer (I) at 23 ℃, a peeling angle of 180 ° and a peeling speed of 300 mm/min. In particular, it is possible to reliably prevent a displacement (hereinafter referred to as an oblique displacement) that is more difficult to distinguish than a simple displacement in the planar direction and that is caused to rotate about an axis in a direction perpendicular to the anti-warp laminated body 1 b.
Here, the laminate according to one embodiment of the present invention is preferably applied to a package in which a region larger than the chip size is covered with a sealing material for a semiconductor chip, such as FOWLP or FOPLP, so that a rewiring layer is formed not only on the circuit surface of the semiconductor chip but also on the surface region of the sealing material.
Therefore, the semiconductor chips are mounted on a part of the surface of the curable resin layer (I), and preferably the plurality of semiconductor chips are mounted on the surface in a state of being arranged with a constant interval, and more preferably the plurality of semiconductor chips are mounted on the surface in a state of being arranged in a matrix of a plurality of rows and a plurality of columns with a constant interval.
The interval between the semiconductor chips may be determined as appropriate according to the form of the intended package.
< step (ii) >
In the step (ii), the object to be sealed placed on the curable resin layer (I) and the 1 st surface of the curable resin layer (I) in at least the peripheral portion of the object to be sealed are coated with a thermosetting sealing material (hereinafter also referred to as "coating treatment").
In the coating treatment, first, the object to be sealed and at least the peripheral portion of the object to be sealed on the surface of the curable resin layer (I) are coated with a sealing material. Specifically, as shown in fig. 6(c), the molding die 70 is disposed so that the laminate 1b is positioned in the die of the molding die 70, the laminate 1b is bonded to the support 50, and the semiconductor chip 60 to be sealed is placed on the curable resin layer (I). Next, a sealing material is injected into a molding space 72 formed between the molding die 70, the laminate 1b, and the object to be sealed 60 through the injection hole 71.
The sealing material covers the entire exposed surface of the semiconductor chip 60 as an object to be sealed, and also fills gaps between the plurality of semiconductor chips.
After the injection of the sealing resin and the resin molding are completed, the molding die 70 is removed, and as shown in fig. 6(d), the entire surfaces of the semiconductor chip 60 and the curable resin layer (I) are covered with the sealing material 80.
When the sealing material 80 is injected into the molding space 72 by a resin molding method of a type in which a resin material is injected into a molding die, such as a transfer molding method, a flow of the sealing material 80 is generated in a direction along the surface of the curable resin (I) (see an arrow in fig. 6 (c)). In the manufacturing method of the present embodiment, the object to be sealed 60 is fixed by the curable resin layer (I), and the shear strength of the curable resin layer (I) with respect to the adherend for measurement is 20N/(3mm × 3mm) or more, which is a value measured at a speed of 200 μm/s, when the silicon chip (mirror surface) having a thickness of 350 μm and a size of 3mm × 3mm is used as the adherend for measurement, and the mirror surface of the adherend for measurement is pressed at a temperature of 70 ℃ for 1 second at 130gf to adhere to the curable resin layer (I), thereby easily preventing the object to be sealed 60 from shifting or warping.
The sealing material has a function of protecting the object to be sealed and its accompanying elements from the external environment.
The sealing material 80 used in the manufacturing method according to one embodiment of the present invention is a thermosetting sealing material containing a thermosetting resin.
The sealing material may be in a solid state such as a granular state, a pellet state, or a film state at room temperature, or may be in a liquid state in the form of a composition. From the viewpoint of workability, a sealing resin film as a film-shaped sealing material is preferable.
The coating method may be appropriately selected from conventional methods used in the sealing step depending on the type of the sealing material, in addition to the transfer molding method, and for example, a roll lamination method, a vacuum pressing method, a vacuum lamination method, a spin coating method, a die coating method, a compression molding method, or the like may be used.
< step (iii) >
In the step (iii), the sealing material subjected to the coating treatment is thermally cured to form a cured sealing body including the object to be sealed. In addition, the curable resin layer (I) is also cured to form a cured resin layer (I').
Specifically, as shown in fig. 6(e), the sealing material 80 is cured to obtain a cured sealing body 85 in which the semiconductor chip 60 as the object to be sealed is covered with the cured sealing material 81. This makes it possible to protect the semiconductor chip 60 with a hard material while maintaining its layout. In this case, since the thermosetting resin layer (X1) is used as the curable resin layer (I) in the production method of the present embodiment, the curing of the sealing material and the curing of the thermosetting resin layer (generation of the thermosetting resin layer (X1') after curing) can be simultaneously performed by one heating by previously setting the curing start temperature to be about the same as the curing start temperature of the thermosetting sealing material 80 or by heating to a higher curing start temperature or higher when the curing start temperatures of both are different. Therefore, in these cases, the number of heating steps for curing can be reduced, and the manufacturing process can be simplified.
In the manufacturing method of the present embodiment, by providing the curable resin layer (I), the difference in shrinkage stress between the two surfaces of the obtained cured sealing body 85 can be reduced, and the occurrence of warpage in the cured sealing body 85 can be effectively suppressed. In particular, by thermally curing the thermosetting resin layer (X1) at the same time as the thermal curing of the sealing material, the difference in shrinkage stress between the two surfaces of the cured sealing body 85 can be reduced even during the curing process, and warpage can be suppressed more effectively.
As described above, the heating temperature for curing in the step (iii) is lower than the heating temperature for expansion in the step (iv).
< Process (iv) >
In the step (iv), the expandable particles contained in the expandable base material layer (Y1) are expanded to separate the cured resin layer (I') and the support layer (II) at the interface therebetween, thereby obtaining a cured sealant with a cured resin layer.
Fig. 6(f) shows a state in which the expandable substrate layer (Y1) becomes an expanded expandable substrate layer (Y1 ') by the treatment of expanding the expandable particles, and is separated at the interface between the cured resin layer (I ') and the expanded support layer (II ').
As shown in fig. 6(f), the cured sealant 85 obtained by sealing the object to be sealed 60 and the cured resin layer (I') are separated at the interface, whereby the cured sealant 200 with a cured resin layer can be obtained.
The presence of the cured resin layer (I') has a function of effectively suppressing the occurrence of warpage in the cured sealing body, and contributes to improvement in reliability of the object to be sealed.
In the "treatment of expanding" in the step (iv), when thermally expandable particles are used as the expandable particles, the thermally expandable particles are expanded by heating at or above the expansion start temperature (t), and unevenness is generated on the surface of the support layer (II) on the cured resin layer (I') side by the treatment. As a result, the separation can be easily achieved at the interface P at a time with a small force.
When the thermally expandable particles are used as the expandable particles, the "expansion start temperature (t) or higher" at which the thermally expandable particles are expanded is preferably "expansion start temperature (t) +10 ℃ or higher" and "expansion start temperature (t) +60 ℃ or lower", and more preferably "expansion start temperature (t) +15 ℃ or higher" and "expansion start temperature (t) +40 ℃ or lower".
The heating method for expanding the thermally expandable particles is not particularly limited, and examples thereof include heating methods using a hot plate, an oven, a calciner, an infrared lamp, a hot air blower, and the like, but a method in which a heat source for heating can be provided on the support 50 side is preferable from the viewpoint of easy separation at the interface P between the support layer (II) and the cured resin layer (I').
The cured sealing body 200 with the cured resin layer thus obtained can be further processed as necessary. The cured resin layer as the warpage-correcting layer is removed by grinding or the like at the time of final manufacture of the semiconductor device, and does not remain in the semiconductor device as a final product.
[ method 2 for producing cured sealing Material ]
A second embodiment of the method for producing a cured sealing body according to the present invention is a method for producing a cured sealing body using the laminate according to the one embodiment of the present invention, including the following steps (i') to (iv).
Step (i'): an object to be sealed is placed on the 1 st surface of the curable resin layer of the laminate for warpage prevention, that is, a part of the surface of the energy ray curable resin layer (X2) opposite to the 1 st layer.
Step (ii') -1: the energy ray-curable resin layer (X2) is cured by irradiation with an energy ray.
Step (ii') -2: a1 st surface of a curable resin layer of a sealing object and at least a peripheral portion of the sealing object is covered with a thermosetting sealing material.
Step (iii'): the sealing material is thermally cured to form a cured sealing body including the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I') to obtain a cured sealing body.
Step (iv): the cured resin layer (I') and the support layer (II) are separated at the interface by the treatment of expanding the expandable particles, thereby obtaining a cured sealing body with a cured resin layer.
Hereinafter, each step will be described in detail, but for the sake of avoiding redundancy, the same steps and operations as those in the first embodiment of the manufacturing method described above are applied to the description of the first embodiment of the manufacturing method as they are, and detailed description thereof is omitted.
< step (i') >)
In the step (I'), the object to be sealed is placed on a part of the surface of the curable resin layer (I) included in the laminate for warpage prevention according to one embodiment of the present invention.
Fig. 7(a) shows a state in which the adhesive surface of the adhesive layer (V1) of the support layer (II) is bonded to the support 50 using the laminate for warpage prevention 5 (see fig. 5) in which the curable resin layer (I) is composed of the thermosetting resin layer (X1-1) on the support layer (II) side and the energy ray curable resin layer (X2) on the opposite side to the support layer (II), and fig. 7(b) shows a state in which the object to be sealed 60 is placed on a part of the surface of the curable resin layer (I).
The surface of the curable resin layer (I) of the present embodiment (in the example of fig. 7, the surface of the energy ray curable resin layer (X2) opposite to the support layer (II)) has curability, but since the adhesive strength thereof is 1.7N/25mm or more, when the object to be sealed 60 is bonded to the surface of the curable resin layer (I), the object to be sealed 60 can be reliably fixed and displacement including tilt displacement can be prevented, in the measurement in which the first surface is bonded to a glass plate at a temperature of 70 ℃ and the curable resin layer (I) is peeled off at a temperature of 23 ℃, a peeling angle of 180 ° and a peeling speed of 300 mm/min.
< Process (ii') -1>
The step (ii') -1 is a step of irradiating the energy ray-curable resin layer (X2) with an energy ray to form a cured resin layer (I) obtained by curing the energy ray-curable resin layer (X2)*) The process (2).
Fig. 7(c) shows that in this step, the energy ray-curable resin layer (X2) is cured to form a cured energy ray-curable resin layer (X2') and thereby a cured resin layer (I) partially cured (i.e., the layer on the 1 st surface side is cured) is formed*) The state of (1).
The type and irradiation conditions of the energy ray are not particularly limited as long as the energy ray-curable resin layer (X2) can be cured to such an extent that the functions thereof can be sufficiently exhibited, and may be appropriately selected from known methods according to the desired process.
When an ultraviolet-curable resin composition is used as a material constituting the energy ray-curable resin layer (X2), the material can be selected in a wide range, and an ultraviolet irradiation device which is easy to obtain and excellent in handling properties can be used as an energy ray source for curing the composition.
The illumination intensity of the energy ray during curing of the energy ray-curable resin layer (X2) is preferably 4-280 mW/cm2The amount of the energy ray during curing is preferably 3 to 1,000mJ/cm2。
By irradiating the energy ray in the step (ii ') -1 before the step (iii') including thermal curing is performed, cracking of the energy ray-curable resin due to heating and progress of the curing reaction can be avoided, and the curing reaction by the energy ray can be more efficiently performed. Further, low-molecular components (such as a photopolymerization initiator) contained in the energy ray-curable resin are volatilized by heating, and contamination of the object to be sealed can be prevented. Further, by curing the energy ray-curable resin layer with an energy ray before thermal curing, it is possible to prevent the energy ray-curable resin (X2) from shrinking during curing due to heating for thermal curing, and to prevent the sealing resin and the energy ray-curable resin (X2) from being deteriorated in adhesion.
< Process (ii') -2>
After the cured energy ray-curable resin layer (X2 ') is formed by disposing the object to be sealed 60 and irradiating with an energy ray, in step (ii') -2, the sealing material 80 is injected using a molding die (not shown) as described in fig. 6 (d). At this time, although the flow of the sealing material in the planar direction is generated, the object to be sealed 60 is fixed by the energy ray curable resin layer (X2') after curing, and the shear strength of the curable resin layer (I) with respect to the adherend for measurement is 20N/(3mm × 3mm) or more, when the measurement is performed at a speed of 200 μm/s, by pressing and attaching the mirror surface of the adherend for measurement to the curable resin layer (I) at a temperature of 70 ℃ for 1 second at 130gf for the above adherend using a silicon chip having a mirror surface of 3mm × 3mm and a thickness of 350 μm as the adherend for measurement.
After the injection of the sealing resin is completed, as shown in fig. 7(d), the surface of the object to be sealed 60 and the cured energy ray-curable resin layer (X2') around the object to be sealed is covered with the sealing material 80.
< step (iii') >)
In the step (iii'), the sealing material subjected to the coating treatment is thermally cured to form a cured sealing body including the object to be sealed. Further, the thermosetting resin layer (X1-1) was also cured to form a cured thermosetting resin layer (X1-1 '), thereby forming a cured resin layer (I') in which both the 1 st layer and the 2 nd layer were cured.
By curing the sealing material 80, as shown in fig. 7(e), a cured sealing body 85 in which the object to be sealed 60 is covered with the cured sealing material 81 is obtained. In this case, in the present production example, since the thermosetting resin layer (X1-1) is used as the curable resin layer (I), the curing start temperature is set to be approximately equal to that of the thermosetting sealing material 80 in advance, or when the curing start temperature is different, the curing start temperature is set to be higher than or equal to that of the thermosetting sealing material, whereby the curing of the sealing material and the curing of the thermosetting resin layer can be simultaneously performed by one heating.
< Process (iv) >
In the step (iv), the expandable particles contained in the expandable base material layer (Y1) are expanded to separate the cured resin layer (I') and the support layer (II) at the interface therebetween, thereby obtaining a cured sealant with a cured resin layer.
Fig. 7(f) shows a state in which the expandable base material layer (Y1) becomes an expanded base material layer (Y1 ') by the treatment of expanding the expandable particles, and separation occurs at the interface between the cured resin layer (I ') and the expanded support layer (II ').
As shown in fig. 7(f), the cured sealant 85 having the object to be sealed 60 sealed and the cured resin layer (I') are separated at the interface, whereby the cured sealant 201 with the cured resin layer can be obtained.
After the cured sealing body 85 is produced in the above-described order, the cured sealing body 201 with the cured resin layer is subjected to necessary processing.
Examples
Next, specific examples of the present invention will be described, but the present invention is not limited to these examples at all.
In the following description, the curable resin layer (I) represents both the "energy ray curable resin layer (X2)" and the "thermosetting resin layer (X1-1) and (X1-2)".
The physical property values in the following production examples and examples are values measured by the following methods.
< weight average molecular weight (Mw) >
The measurement was carried out under the following conditions using a gel permeation chromatography apparatus (product name "HLC-8020" available from Tosoh corporation) and the value was measured in terms of standard polystyrene.
(measurement conditions)
Column chromatography: a chromatographic column formed by sequentially connecting TSK guard column HXL-L, TSK gel G2500HXL, TSK gel G2000HXL and TSK gel G1000HXL (all manufactured by Tosoh Corp.) in sequence
Column temperature: 40 deg.C
Developing solvent: tetrahydrofuran (THF)
Flow rate: 1.0mL/min
< measurement of thickness of each layer >
The measurement was carried out using a constant-pressure thickness gauge (model: "PG-02J", Standard: based on JIS K6783, Z1702 and Z1709) manufactured by TECCLOCK.
< measurement of expansion initiation temperature (t) and maximum expansion temperature of thermally expandable particles >
The expansion starting temperature (t) of the thermally expandable particles used in each example was measured by the following method.
A sample was prepared by placing 0.5mg of the thermally expandable particles to be measured in an aluminum cup having a diameter of 6.0mm (inner diameter: 5.65mm) and a depth of 4.8mm, and covering the aluminum cup with an aluminum lid (diameter: 5.6mm and thickness: 0.1mm) from above.
The height of the sample was measured using a dynamic viscoelasticity measuring apparatus in a state where a force of 0.01N was applied to the sample from the upper part of the aluminum cap by a indenter. Then, the sample was heated from 20 ℃ to 300 ℃ at a temperature rising rate of 10 ℃/min while a force of 0.01N was applied by the indenter, and the amount of displacement of the indenter in the vertical direction was measured, and the displacement start temperature in the positive direction was defined as the expansion start temperature (t).
The maximum expansion temperature is a temperature at which the displacement amount becomes maximum.
< measurement of adhesive force of thermosetting resin layer >
An adhesive tape (product name "PL chip" manufactured by ledebacae) was laminated on the surface of the thermosetting resin layer formed on the release film.
Then, the release film was removed, and the surface of the exposed thermosetting resin layer was bonded to the smooth surface of a glass plate (3mm float glass plate (JIS R3202 product) manufactured by U-Kou Co., Ltd.) as an adherend. The temperature for bonding the thermosetting resin layer (X1) was set to 70 ℃. Subsequently, the glass plate to which each layer was attached was allowed to stand in an environment of 23 ℃ and 50% RH (relative humidity) for 24 hours, and then the adhesive force at 23 ℃ was measured in the same environment at a tensile rate of 300mm/min by a 180 DEG peeling method based on JIS Z0237: 2000.
The release agent used in the following production examples is as follows.
Heavy release film: the product name "SP-PET 382150" manufactured by Linderaceae, and a material in which a release agent layer formed of a silicone release agent is provided on one surface of a polyethylene terephthalate (PET) film, the thickness of the release agent layer being 38 μm
Light release film: a material having a release agent layer formed of a silicone release agent provided on one surface of a PET film and having a thickness of 38 μm, and a product name "SP-PET 381031" manufactured by Lindelidae corporation
< measurement of adhesive force on the 1 st surface of curable resin layer (I) >
The laminates obtained in the examples and comparative examples described below were cut into 25mm wide by 250mm long so that the MD direction was 250mm, and primary samples for measurement were prepared.
Further, a glass plate (3mm float glass plate manufactured by U-Kou Co., Ltd. (JIS R3202) was prepared as an adherend.
The curable resin layer (I) of each of the primary samples from which the release film was removed was attached to the smooth surface of the glass plate in direct contact with each other using a laminating apparatus (model VA-400, manufactured by taisei laminator) to obtain a test piece. In this case, the roller temperature was set to 70 ℃ and the application speed was set to 0.2 m/min. In example 3, the curable resin layer 2 on the 1 st surface side was attached to the glass plate in direct contact therewith, and in example 4, the curable resin layer 3 on the 1 st surface side was attached to the glass plate in direct contact therewith. In comparative example 2, the pressure-sensitive adhesive layer was attached to the glass plate so as to be in direct contact therewith.
The test piece thus obtained was left to stand in an environment of 23 ℃ and 50% RH (relative humidity) for 24 hours, and then the laminate for measurement was peeled from the glass plate under conditions of a peeling angle of 180 DEG, a peeling speed of 300mm/min and a peeling temperature of 23 ℃ by a tensile load measuring machine (Tensilon, manufactured by A & D) based on JIS Z0237:2000 in the same environment, and the adhesive force thereof was measured.
< measurement of shear force of curable resin layer (I) >
A silicon chip having a thickness of 350 μm and provided with a mirror surface of 3 mm. times.3 mm was used as an adherend for measurement. Then, the mirror surface of the adherend for measurement was pressed at a temperature of 70 ℃ for 1 second at 130gf to adhere to the 1 st surface of the curable resin layer (I) of each laminate obtained in each of examples and comparative examples described later. Next, the shear force was measured at a speed of 200 μm/s using a universal type push-pull force tester (manufactured by Nordson Advanced Technology, Inc., DAGE 4000).
< evaluation of chip misalignment 1>
A curable resin layer (I) used in each of examples and comparative examples described later was adhered to a glass plate (3mm float glass plate manufactured by U-Kou Kyowa Co., Ltd. (JIS R3202)) to prepare a surface to be bonded. In this case, the 1 st thermosetting resin layer was attached to the glass plate in direct contact in example 3, and the thermosetting resin layer was attached to the glass plate in direct contact in example 4.
On the other hand, a bonding chip was prepared by dicing a Si wafer (6 inches, 350 μm thick, mirror surface) into a size of 2mm × 2 mm.
Next, the bonding chip was bonded to the surface to be bonded so that the mirror surface thereof faced the surface to be bonded using a manual bonding apparatus (EDB-65, manufactured by Digi Japan). At this time, the bonding temperature was 70 ℃, the pressing force during bonding was 130gf, and the bonding time was 1 second.
After 5 chips were bonded, the workpiece of the glass plate to which the chips were bonded and fixed to the bonded surface was placed on a metal test stand for 5 seconds, and the workpiece including the chips was cooled.
In examples 1 to 3 and 5 and comparative examples 1 and 2, which will be described later, the workpiece was turned over immediately after cooling so that the bonding chip surface faced downward, vibration was applied in the vertical direction by hitting the glass plate from the surface opposite to the surface to be bonded with a finger, and it was examined whether or not a displacement of the chip with respect to the surface to be bonded occurred or the chip was detached from the surface to be bonded and dropped. In example 4 described later, after cooling, the sample was irradiated with light at an illuminance of 215mW/cm 3 times2Light quantity 187mJ/cm2After curing the energy ray-curable resin layer, the core was examined in the same manner as described aboveThe presence or absence of dislocation or detachment of the sheet. In each of examples and comparative examples, the operation of applying vibration and checking the presence or absence of dislocation and dropping was performed 2 times on each of 10 workpieces, and the proportion of occurrence of dislocation and dropping was determined, thereby performing evaluation 1 of chip dislocation.
< evaluation of chip misalignment 2>
A curable resin layer (I) used in each of examples and comparative examples described later was adhered to a glass plate (3mm float glass plate manufactured by U-Kou Kyowa Co., Ltd. (JIS R3202)) to prepare a surface to be bonded. In this case, the 1 st thermosetting resin layer was attached to the glass plate in direct contact in example 3, and the thermosetting resin layer was attached to the glass plate in direct contact in example 4.
On the other hand, a Si wafer (6 inches, 350 μm thick, mirror surface) was cut into a size of 3mm × 3mm to prepare a bonding chip.
Next, the bonding chips were bonded so that the mirror surfaces thereof were oriented toward the surfaces to be bonded, using a manual bonding apparatus (EDB-65 manufactured by Digi Japan). At this time, the bonding temperature was 70 ℃, the pressing force during bonding was 130gf, and the bonding time was 1 second.
After 5 chips were bonded, the glass plate was taken out, and the workpiece having the chips bonded and fixed to the bonding surface was placed on a metal test stand for 5 seconds to cool the workpiece including the chips.
In examples 1 to 3 and 5 and comparative examples 1 and 2, which will be described later, any chip was selected immediately after cooling, and the side surface was lightly pressed with tweezers to confirm whether or not the chip was misaligned. In example 4 described later, after cooling, the sample was irradiated with light at an illuminance of 215mW/cm 3 times2Light quantity 187mJ/cm2After curing the energy ray-curable resin layer, whether or not the chip was misaligned was confirmed in the same procedure as described above. For each of the examples and comparative examples, the above-described operation was performed 2 times on each of 10 workpieces, and the rate of occurrence of misalignment was determined, whereby chip misalignment evaluation 2 was performed.
< evaluation of warpage >
The thermosetting resin layers of the laminates for warpage prevention of examples 1 to 5 and comparative example 2 were bonded to a 12-inch silicon wafer having a thickness of 100 μm, and the epoxy resin composition was applied to the opposite surface to the surface to which the thermosetting resin layer was bonded to a thickness of 30 μm. Then, the layer of the epoxy resin composition and the thermosetting resin layer of each laminate are heated and cured. After completion of curing, the silicon wafer with the cured resin layer was placed on a horizontal stage, and then visually observed to evaluate the presence or absence of warpage based on the following criteria.
A: the warping amount is less than 3 mm.
B: the warping amount is more than 3mm and less than 15 mm.
C: the warping amount is more than 15 mm.
As the epoxy Resin composition, a mixture of "EpoFix Resin" manufactured by Struers and a curing agent "EpoFix Hardner" manufactured by Struers was used. In the present evaluation, a large-diameter silicon wafer was used as an adherend to simplify the test procedure, and conditions under which warpage is likely to occur were formed by providing an epoxy resin layer on the back side of the adherend, thereby optimizing the evaluation of warpage.
Production example 1
(1) Preparation of curable resin composition
Each component was mixed in the following kinds and amounts (all "effective component ratio"), diluted with methyl ethyl ketone, and stirred until uniform to prepare a solution of the thermosetting resin composition having a solid content (effective component concentration) of 61 mass%.
Acrylic polymer: the compounding amount is 21 parts by mass
An acrylic polymer (weight-average molecular weight: 80 ten thousand, glass transition temperature: -28 ℃ C.) obtained by copolymerizing 55 parts by mass of n-butyl acrylate, 10 parts by mass of methyl acrylate, 20 parts by mass of glycidyl methacrylate, and 15 parts by mass of 2-hydroxyethyl acrylate, corresponds to the above-mentioned component (A1).
Epoxy compound (1): the compounding amount is 10 parts by mass
A liquid bisphenol A epoxy resin (product name "BPA 328" manufactured by Nippon catalyst Co., Ltd., epoxy equivalent of 220 to 240g/eq) corresponding to the above component (B1).
Epoxy compound (2): the compounding amount is 2.0 parts by mass
A solid bisphenol a-type epoxy resin (product name "Epicoat 1055" manufactured by mitsubishi chemical corporation, epoxy equivalent weight 800 to 900g/eq) corresponding to the above-mentioned component (B1).
Epoxy compound (3): the compounding amount is 5.6 parts by mass
A dicyclopentadiene type epoxy resin (product name "XD-1000L" manufactured by Nippon chemical Co., Ltd., epoxy equivalent of 274 to 286g/eq) corresponding to the above component (B1).
Thermal curing agent: the compounding amount is 0.5 parts by mass
Dicyandiamide (product name "ADEKA HARDNER EH-3636 AS" manufactured by ADEKA corporation, amount of activated hydrogen 21g/eq) corresponds to the above component (B2).
Curing accelerators: the compounding amount is 0.5 parts by mass
2-phenyl-4, 5-dihydroxymethylimidazole (product name "Curazole 2 PHZ" manufactured by Shikoku Kogyo Co., Ltd.) corresponds to the above component (B3).
Silane coupling agent: the compounding amount is 0.4 parts by mass
The epoxy group-containing oligomer-type silane coupling agent (product name "MSEP 2" manufactured by Mitsubishi chemical corporation) corresponds to the component (D).
Inorganic filler (1): the compounding amount is 6 parts by mass
A spherical silica filler (product name "SC 2050 MA" manufactured by Admatechs corporation, average particle diameter of 0.5 μm) corresponds to the above component (E).
Inorganic filler (2): the compounding amount is 54 parts by mass
The spherical silica filler (product name "SV-10" manufactured by Lorson corporation, average particle diameter: 8 μm) corresponds to the above component (E).
(2) Formation of thermosetting resin layer
The release-treated surface of the light release film was coated with the solution of the thermosetting resin composition prepared in production example 1(1) to form a coating film, and the coating film was dried at 120 ℃ for 2 minutes to form a thermosetting resin layer having a thickness of 25 μm, which was used as curable resin layer 1.
The adhesive strength of the thermosetting resin layer 1 formed was 0.5N/25 mm.
The thermosetting resin layer 1 can be cured within 2 hours by heating to 130 ℃ or higher, which is the curing initiation temperature.
Production example 2
(1) Preparation of curable resin composition
Each component was mixed in the following kinds and amounts (all "effective component ratio"), diluted with methyl ethyl ketone, and stirred until uniform to prepare a solution of the thermosetting resin composition having a solid content (effective component concentration) of 61 mass%.
Acrylic polymer: the compounding amount is 27 parts by mass
An acrylic polymer (weight-average molecular weight: 80 ten thousand, glass transition temperature: -28 ℃ C.) obtained by copolymerizing 10 parts by mass of n-butyl acrylate, 70 parts by mass of methyl acrylate, 5 parts by mass of glycidyl methacrylate, and 15 parts by mass of 2-hydroxyethyl acrylate corresponds to the above-mentioned component (A1).
Epoxy compound (1): the compounding amount is 10 parts by mass
A liquid bisphenol A epoxy resin (product name "BPA 328" manufactured by Nippon catalyst Co., Ltd., epoxy equivalent of 220 to 240g/eq) corresponding to the above component (B1).
Epoxy compound (2): the compounding amount is 2.0 parts by mass
A solid bisphenol a-type epoxy resin (product name "Epicoat 1055" manufactured by mitsubishi chemical corporation, epoxy equivalent weight 800 to 900g/eq) corresponding to the above-mentioned component (B1).
Epoxy compound (3): the compounding amount is 5.0 parts by mass
A dicyclopentadiene type epoxy resin (product name "HP-7200 HH" manufactured by DIC corporation, epoxy equivalent 275 to 280g/eq) corresponding to the above component (B1).
Thermal curing agent: the compounding amount is 0.4 parts by mass
Dicyandiamide (product name "ADEKA HARDNER EH-3636 AS" manufactured by ADEKA corporation, amount of activated hydrogen 21g/eq) corresponds to the above component (B2).
Curing accelerators: the compounding amount is 0.4 parts by mass
2-phenyl-4, 5-dihydroxymethylimidazole (product name "Curazole 2 PHZ" manufactured by Shikoku Kogyo Co., Ltd.) corresponds to the above component (B3).
Silane coupling agent (1): the compounding amount is 0.10 parts by mass
3-glycidoxypropyltriethoxysilane (product name "KBM 403" from shin-Etsu chemical Co., Ltd.), 236.64 molecular weight, and corresponds to the component (D).
Silane coupling agent (2): the compounding amount is 0.15 parts by mass
Gamma-glycidoxypropyltriethoxysilane (product name "KBE 403" from shin-Etsu chemical Co., Ltd.) has a molecular weight of 278.4 and corresponds to the component (D).
Inorganic filler (1): the compounding amount is 5.8 parts by mass
A spherical silica filler (product name "SC 2050 MA" manufactured by Admatechs corporation, average particle diameter of 0.5 μm) corresponds to the above component (E).
Inorganic filler (2): the compounding amount is 50 parts by mass
The spherical silica filler (product name "SV-10" manufactured by Lorson corporation, average particle diameter: 8 μm) corresponds to the above component (E).
(2) Formation of thermosetting resin layer
The solution of the thermosetting resin composition prepared in production example 2(1) was applied to the release-treated surface of the light release film to form a coating film, and the coating film was dried at 120 ℃ for 2 minutes to form a thermosetting resin layer having a thickness of 25 μm. This was used as a curable resin layer 2.
The thermosetting resin layer 2 can be cured within 2 hours by heating to 130 ℃ or higher, which is the curing start temperature.
Production example 3
(1) Preparation of curable resin composition
Each component was mixed in the following kinds and amounts (all "effective component ratio"), diluted with methyl ethyl ketone, and stirred until uniform to prepare a solution of an ultraviolet-curable resin composition having a solid content (effective component concentration) of 61 mass%.
Acrylic polymer: the compounding amount is 17 parts by mass
An acrylic polymer (weight-average molecular weight: 80 ten thousand, glass transition temperature: -28 ℃ C.) obtained by copolymerizing 55 parts by mass of n-butyl acrylate, 10 parts by mass of methyl acrylate, 20 parts by mass of glycidyl methacrylate, and 15 parts by mass of 2-hydroxyethyl acrylate, corresponds to the above-mentioned component (A1).
Epoxy compound (1): the compounding amount is 16 parts by mass
A liquid bisphenol A epoxy resin (product name "BPA 328" manufactured by Nippon catalyst Co., Ltd., epoxy equivalent of 220 to 240g/eq) corresponding to the above component (B1).
Epoxy compound (2): the compounding amount is 18 parts by mass
A dicyclopentadiene type epoxy resin (product name "XD-1000L" manufactured by Nippon chemical Co., Ltd., epoxy equivalent of 274 to 286g/eq) corresponding to the above component (B1).
Epoxy compound (3): the compounding amount is 27 parts by mass
A dicyclopentadiene type epoxy resin (product name "HP-7200 HH" manufactured by DIC corporation, epoxy equivalent 275 to 280g/eq) corresponding to the above component (B11).
Thermal curing agent: the compounding amount is 1.5 parts by mass
Dicyandiamide (product name "ADEKA HARDNER EH-3636 AS" manufactured by ADEKA corporation, amount of activated hydrogen 21g/eq) corresponds to the above component (B2).
Curing accelerators: the compounding amount is 1.5 parts by mass
2-phenyl-4, 5-dihydroxymethylimidazole (product name "Curazole 2 PHZ" manufactured by Shikoku Kogyo Co., Ltd.) corresponds to the above component (B3).
Ultraviolet-curable resin: the compounding amount is 17.6 parts by mass
Polyfunctional ultraviolet-curable resin (product name "KAYARAD DPHA" manufactured by Nippon Kabushiki Kaisha)
Photopolymerization initiator: the compounding amount is 0.5 parts by mass
Photopolymerization initiator (product name "IRGACURE-184" manufactured by BASF corporation)
Crosslinking agent: the compounding amount is 0.5 parts by mass
TDI cross-linking agent (product name "BHS-8515" manufactured by Toyo Chem Co., Ltd.)
(2) Formation of ultraviolet-curable resin layer
The solution of the ultraviolet-curable resin composition prepared in production example 3(1) was applied to the release-treated surface of the light release film to form a coating film, and the coating film was dried at 120 ℃ for 2 minutes to form an ultraviolet-curable resin layer having a thickness of 25 μm. This was used as a curable resin layer 3.
The illumination intensity was 215mW/cm for the curable resin layer 3 by 3 times of irradiation2Light quantity 187mJ/cm2Can be cured by the ultraviolet rays of (2).
Production example 4
(1) Preparation of curable resin composition
Each component was mixed in the following kinds and amounts (all "effective component ratio"), diluted with methyl ethyl ketone, and stirred until uniform to prepare a solution of the thermosetting resin composition having a solid content (effective component concentration) of 61 mass%.
Acrylic polymer: the compounding amount is 18 parts by mass
An acrylic polymer (weight-average molecular weight: 44 ten thousand, glass transition temperature: 8 ℃ C.) obtained by copolymerizing 1 part by mass of n-butyl acrylate, 74 parts by mass of methyl acrylate, 15 parts by mass of glycidyl methacrylate, and 10 parts by mass of 2-hydroxyethyl acrylate corresponds to the above-mentioned component (A1).
Epoxy compound (1): the compounding amount is 3 parts by mass
A liquid bisphenol A epoxy resin (product name "BPA 328" manufactured by Nippon catalyst Co., Ltd., epoxy equivalent of 220 to 240g/eq) corresponding to the above component (B1).
Epoxy compound (2): the compounding amount is 20 parts by mass
A solid bisphenol a-type epoxy resin (product name "Epicoat 1055" manufactured by mitsubishi chemical corporation, epoxy equivalent weight 800 to 900g/eq) corresponding to the above-mentioned component (B1).
Epoxy compound (3): the compounding amount is 1.5 parts by mass
A dicyclopentadiene type epoxy resin (product name "XD-1000L" manufactured by Nippon chemical Co., Ltd., epoxy equivalent of 274 to 286g/eq) corresponding to the above component (B1).
Thermal curing agent: the compounding amount is 0.5 parts by mass
Dicyandiamide (product name "ADEKA HARDNER EH-3636 AS" manufactured by ADEKA corporation, amount of activated hydrogen 21g/eq) corresponds to the above component (B2).
Curing accelerators: the compounding amount is 0.5 parts by mass
2-phenyl-4, 5-dihydroxymethylimidazole (product name "Curazole 2 PHZ" manufactured by Shikoku Kogyo Co., Ltd.) corresponds to the above component (B3).
Silane coupling agent: the compounding amount is 0.5 parts by mass
The epoxy group-containing oligomer-type silane coupling agent (product name "MSEP 2" manufactured by Mitsubishi chemical corporation) corresponds to the component (D).
Inorganic filler (1): the compounding amount is 6 parts by mass
A spherical silica filler (product name "SC 2050 MA" manufactured by Admatechs corporation, average particle diameter of 0.5 μm) corresponds to the above component (E).
Inorganic filler (2): the compounding amount is 50 parts by mass
The spherical silica filler (product name "SV-10" manufactured by Lorson corporation, average particle diameter: 8 μm) corresponds to the above component (E).
(2) Formation of thermosetting resin layer
The solution of the thermosetting resin composition prepared in production example 4(1) was applied to the release-treated surface of the light release film to form a coating film, and the coating film was dried at 120 ℃ for 2 minutes to form a thermosetting resin layer having a thickness of 25 μm. This was used as a curable resin layer 4.
The thermosetting resin layer 4 can be cured within 2 hours by heating to 130 ℃.
Production example 5
(1) Production of the supporting layer
A heat-peelable laminate (product name "Riva Alpha (NITTO 3195)" manufactured by hitong electrical corporation) having a structure in which a heat-peelable pressure-sensitive adhesive layer is provided on a polyester film substrate was directly used as a support layer. This layer was referred to as a support layer 1. In the production of the anti-warp laminate described later, a release liner provided on the surface of the thermal release pressure-sensitive adhesive layer is peeled off and used. The support layer 1 has a pressure-sensitive adhesive layer containing a base material and thermally expandable particles, and is heated to 170 ℃ or higher, which is an expansion start temperature, to expand the thermally expandable particles, thereby forming fine irregularities on the surface of the pressure-sensitive adhesive layer.
Production example 6
(1) Synthesis of urethane prepolymer
Isophorone diisocyanate was added to 100 parts by mass (solid content ratio) of a carbonate diol having a weight average molecular weight of 1,000 in a reaction vessel under a nitrogen atmosphere so that the equivalent ratio of the hydroxyl group of the carbonate diol to the isocyanate group of the isophorone diisocyanate was 1/1, and then 160 parts by mass of toluene was added, and the reaction was allowed to proceed at 80 ℃ for 6 hours or more while stirring under a nitrogen atmosphere until the isocyanate group concentration reached the theoretical amount.
Subsequently, a solution prepared by diluting 1.44 parts by mass (solid content ratio) of 2-hydroxyethyl methacrylate (2-HEMA) with 30 parts by mass of toluene was added thereto, and the reaction was further carried out at 80 ℃ for 6 hours until the isocyanate groups at both ends disappeared to obtain a urethane prepolymer having a weight average molecular weight of 2.9 ten thousand.
(2) Synthesis of acrylic urethane resin
100 parts by mass (solid content ratio) of the urethane prepolymer obtained in production example 1, 117 parts by mass (solid content ratio) of Methyl Methacrylate (MMA), 5.1 parts by mass (solid content ratio) of 2-hydroxyethyl methacrylate (2-HEMA), 1.1 parts by mass of 1-thioglycerol (solid content ratio), and 50 parts by mass of toluene were charged into a reaction vessel under a nitrogen atmosphere, and the temperature was raised to 105 ℃ with stirring.
Then, a solution prepared by diluting 2.2 parts by mass (solid content ratio) of a radical initiator (product name "ABN-E" manufactured by Nippon Seiko Kabushiki Kaisha) with 210 parts by mass of toluene was further added dropwise to the reaction vessel over 4 hours while keeping the temperature at 105 ℃.
After completion of the dropwise addition, the reaction was carried out at 105 ℃ for 6 hours to obtain a solution of an acrylic urethane resin having a weight-average molecular weight of 10.5 ten thousand.
(3) Preparation of adhesive composition (1)
An adhesive composition (1) having a solid content (effective component concentration) of 25 mass% was prepared by adding 5.0 parts by mass (solid content ratio) of the isocyanate-based crosslinking agent (i) below to 100 parts by mass of the solid content of the acrylic copolymer (i) below as an adhesive resin, diluting with toluene, and stirring until uniform.
Acrylic copolymer (i): an acrylic copolymer having a weight average molecular weight of 60 ten thousand of structural units derived from a raw material monomer composed of 2-ethylhexyl acrylate (2 EHA)/2-hydroxyethyl acrylate (HEA) at a mass ratio of 80.0/20.0.
Isocyanate crosslinking agent (i): the product was named "Coronate L" manufactured by Tosoh corporation, and had a solid content concentration of 75% by mass.
(4) Preparation of adhesive composition (2)
An adhesive composition (2) having a solid content (effective component concentration) of 25 mass% was prepared by adding 5.0 parts by mass (solid content ratio) of the isocyanate-based crosslinking agent (i) below to 100 parts by mass of the solid content of the acrylic copolymer (i) below as an adhesive resin, diluting with toluene, and stirring until uniform.
Acrylic copolymer (i): an acrylic copolymer having a weight average molecular weight of 60 ten thousand of structural units derived from a raw material monomer composed of 2-ethylhexyl acrylate (2 EHA)/2-hydroxyethyl acrylate (HEA) at a mass ratio of 80.0/20.0.
Isocyanate crosslinking agent (i): the product was named "Coronate L" manufactured by Tosoh corporation, and had a solid content concentration of 75% by mass.
(5) Formation of adhesive layer (1)
The pressure-sensitive adhesive composition (1) was applied to the surface of the release agent layer of the light release film to form a coating film, and the coating film was dried at 100 ℃ for 60 seconds to form a pressure-sensitive adhesive layer (1) having a thickness of 5 μm.
(6) Formation of adhesive layer (2)
The pressure-sensitive adhesive composition (2) was applied to the surface of the release agent layer of the heavy release film to form a coating film, and the coating film was dried at 100 ℃ for 60 seconds to form a pressure-sensitive adhesive layer (2) having a thickness of 10 μm.
(7) Production of the supporting layer
The pressure-sensitive adhesive layer (2) was bonded to one surface of a polyethylene terephthalate (PET) film (product name "COSMOSHINE A4100", manufactured by Toyo Boseki K.K.) having a thickness of 50 μm as a substrate.
Next, a composition prepared by adding 4 parts by mass of HDI nurate crosslinking agent to 100 parts by mass of a polyester adhesive (glass transition temperature: minus 50 ℃, weight average molecular weight: 21,000, OH value: 4mgKOH/g) was applied to the other surface of the PET film, and dried at 100 ℃ for 1 minute to form an anchor layer having a thickness of 40 μm.
To 100 parts by mass of the solid content of the acrylic urethane resin obtained in production example 5(2), 6.3 parts by mass of an isocyanate crosslinking agent (product name "Coronate L" manufactured by Tosoh corporation, solid content concentration: 75% by mass) (solid content ratio), 1.4 parts by mass of tin dioctylbis (2-ethylhexanoate) as a catalyst (solid content ratio), and the thermally expandable particles (product name "S2640" manufactured by Kureha, Co., Ltd., expansion start temperature (t) of 208 ℃ C., and average particle diameter (D) were blended50) 24 μm, 90% particle size (D)90) 49 μm), was diluted with toluene and stirred until uniform, to prepare a resin composition having a solid content (effective component concentration) of 30 mass%. The content of the thermally expandable particles was 20% by mass based on the total amount (100% by mass) of the active ingredients in the obtained resin composition.
A resin composition containing the thermally expandable particles was applied to the anchor layer to form a coating film, and the coating film was heated at 100 ℃ for 2 minutes and dried to form a thermally expandable layer having a thickness of 35 μm.
The pressure-sensitive adhesive layer (1) is bonded to the heat-expandable layer. In this way, a support layer having a release film laminated on the front and back surfaces was produced and used as the support layer 2.
The support layer 2 has a binder layer and a base material containing thermally expandable particles, and when heated to 208 ℃ or higher, the thermally expandable particles expand, thereby forming fine irregularities on the surface of the support layer.
(example 1)
The release film laminated on the pressure-sensitive adhesive layer of the support layer 1 in production example 5 was removed, and the exposed adhesive surface of the pressure-sensitive adhesive layer was bonded to the surface of the curable resin layer 1 formed in production example 1, to obtain a laminate for warpage prevention with a release film in which a substrate/pressure-sensitive adhesive layer/thermosetting resin layer/release film were laminated in this order.
(example 2)
The release film laminated on the pressure-sensitive adhesive layer of the support layer 1 in production example 5 was removed, and the exposed adhesive surface of the pressure-sensitive adhesive layer was bonded to the surface of the curable resin layer 2 formed in production example 2, to obtain a laminate for warpage prevention with a release film in which a substrate/pressure-sensitive adhesive layer/thermosetting resin layer/release film were laminated in this order.
(example 3)
The release film laminated on the pressure-sensitive adhesive layer of the support layer 1 of production example 5 was removed, and the exposed adhesive surface of the pressure-sensitive adhesive layer was bonded to the surface of the curable resin layer 1 formed in production example 1(1 st thermosetting resin layer). The release film laminated on the curable resin layer 1 of the laminate was removed, and the exposed curable resin layer 1 was bonded to the surface of the curable resin layer 2 formed in production example 2 (No. 2 thermosetting resin layer). Thus, a laminate with a release film, in which a substrate, an adhesive layer, a1 st thermosetting resin layer, a2 nd thermosetting resin layer, and a release film were sequentially laminated, was obtained.
(example 4)
The release film laminated on the pressure-sensitive adhesive layer of the support layer 1 of production example 5 was removed, and the exposed adhesive surface of the pressure-sensitive adhesive layer was bonded to the surface of the curable resin layer 1 formed in production example 1. The release film laminated on the curable resin layer 1 of the laminate was removed, and the exposed curable resin layer 1 was bonded to the surface of the curable resin layer 3 formed in production example 3. Thus, a laminate with a release film for preventing warpage was obtained in which a substrate, an adhesive layer, a thermosetting resin layer, an ultraviolet-curable resin layer, and a release film were sequentially laminated.
(example 5)
The release film laminated on the 2 nd adhesive layer of the support layer 2 obtained in production example 6 was removed, and the exposed adhesive surface of the 2 nd adhesive layer was bonded to the surface of the curable resin layer 1 formed in production example 1, to obtain a laminate for warpage prevention with a release film in which a heavy release film/1 st adhesive layer/substrate/anchor layer/thermal expansion layer/2 nd adhesive layer/thermosetting resin layer/release film were laminated in this order.
Comparative example 1
The release film laminated on the pressure-sensitive adhesive layer of the support layer 1 in production example 5 was removed, and the exposed adhesive surface of the pressure-sensitive adhesive layer was bonded to the surface of the thermosetting resin layer formed in production example 4, to obtain a laminate for warpage prevention with a release film in which a substrate, a pressure-sensitive adhesive layer, a curable resin layer, and a release film were sequentially laminated.
Comparative example 2
The support layer 1 of production example 5 was used as it is.
The anti-warping laminates obtained in examples 1 to 5 and comparative examples 1 to 2 were measured and evaluated according to the above-described measurement methods and evaluation procedures, and the results are shown in table 1.
[ Table 1]

From the results in table 1, it was confirmed that in examples 1 to 5 using a laminate for warpage prevention in the form of a laminate for warpage prevention having an adhesive force of 1.7N/25mm or more on the surface of the curable resin layer opposite to the support layer, that is, the 1 st surface, chip misalignment 1 was evaluated favorably, chip misalignment was not caused, and occurrence of warpage was suppressed. In example 4, since the adhesive force of the 1 st surface of the curable resin layer (I) was strong and the inner liner layer was broken when the adhesive force was measured, it was confirmed that the adhesive force was 10N/25mm or more, but an accurate value could not be measured.
On the other hand, in comparative example 1 using the laminate for warpage prevention having an adhesive strength of less than 1.7N/25mm, chip misalignment occurred. Therefore, in comparative example 1, it was judged that the laminate was not acceptable as a warp-preventing laminate before the determination of the presence or absence of warp was made because of a problem in chip retention, and no evaluation of warp was made. In comparative example 2 using an adhesive laminate having no curable resin layer but having an adhesive strength of 1.7N/25mm or more, the evaluation of the chip misalignment 1 was not less than the standard, but significant warpage of 5 times or more as large as that of examples 1 to 5 occurred.
Further, from the results in table 1, it was confirmed that in examples 1 to 5 using a laminate for warpage prevention in the form of a laminate for warpage prevention having a shear force of 20N/(3mm × 3mm) or more on the surface of the curable resin layer opposite to the support layer, that is, the 1 st surface, chip misalignment 2 was evaluated favorably, chip misalignment was not caused, and occurrence of warpage was suppressed. On the other hand, in comparative example 1 using the laminate for warpage prevention having a shear force of less than 20N/(3mm × 3mm), chip misalignment occurred. In comparative example 2 using an adhesive laminate having no curable resin layer but having a shear force of 20N/(3mm × 3mm) or more, the evaluation of the die shift 2 was not less than the standard, but significant warpage occurred as described above.
Claims (11)
1. A laminate for preventing warping of a cured sealing body, comprising:
a curable resin layer (I) comprising a thermosetting resin layer (X1), and
a support layer (II) for supporting the curable resin layer (I),
the thermosetting resin layer (X1) is directly laminated on the support layer (II),
the adhesive strength of the 1 st surface of the curable resin layer (I) is 1.7N/25mm or more, which is measured by bonding the 1 st surface to a glass plate at a temperature of 70 ℃ and peeling the curable resin layer (I) at a temperature of 23 ℃, a peeling angle of 180 ℃ and a peeling speed of 300mm/min, wherein the 1 st surface is the surface opposite to the support layer (II),
the cured sealing body is produced by sealing an object to be sealed with a sealing material on the 1 st surface of the curable resin layer (I).
2. The laminate for preventing warping according to claim 1, wherein the curable resin layer (I) is a single thermosetting resin layer (X1).
3. The laminate for preventing warping according to claim 1, wherein the curable resin layer (I) comprises a1 st layer on the side of the support layer (II) and a2 nd layer on the 1 st surface side,
the 1 st layer is a1 st thermosetting resin layer (X1-1),
the 2 nd layer is a2 nd thermosetting resin layer (X1-2) having a surface adhesion force higher than that of the 1 st thermosetting resin layer (X1-1).
4. The laminate for preventing warping according to claim 1, wherein,
the curable resin layer (I) comprises a1 st layer on the side of the support layer (II) and a2 nd layer on the 1 st surface side,
the 1 st layer is a thermosetting resin layer (X1-1),
the 2 nd layer is an energy ray-curable resin layer (X2).
5. The laminate for preventing warping according to any one of claims 1 to 4, wherein the thickness of the curable resin layer (I) is 1 to 500 μm.
6. The laminate for preventing warping according to any one of claims 1 to 5, wherein,
the support layer (II) has a base material (Y) and an adhesive layer (V), at least one of the base material (Y) and the adhesive layer (V) contains expandable particles,
the anti-warping laminate is separated at the interface between the support layer (II) and the cured resin layer (I') obtained by curing the curable resin layer (I) by the treatment of expanding the expandable particles.
7. The laminate for preventing warping according to claim 6, wherein the base material (Y) has an expandable base material layer (Y1) containing the expandable particles.
8. The laminate for preventing warping according to claim 7, wherein the adhesive layer (V) is a non-expandable adhesive layer (V1).
9. The laminate for preventing warping according to claim 7 or 8, wherein,
the base material (Y) comprises a non-expandable base material layer (Y2) and an expandable base material layer (Y1),
the support layer (II) comprises a non-expandable base material layer (Y2), an expandable base material layer (Y1) and an adhesive layer (V) in this order,
the adhesive layer (V) and the thermosetting resin layer (X1) were directly laminated together.
10. A method for producing a cured sealing body by using the laminate for warpage prevention according to any one of claims 1 to 9,
the method comprises the following steps:
placing an object to be sealed on a part of the 1 st surface of the curable resin layer (I) included in the laminate for warpage prevention;
coating the object to be sealed and the 1 st surface of the curable resin layer (I) on at least the peripheral portion of the object to be sealed with a thermosetting sealing material;
the sealing material is thermally cured to form a cured sealing body containing the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I'), thereby obtaining a cured sealing body with a cured resin layer.
11. A method for producing a cured sealing body by using the laminate for warpage prevention according to claim 4,
the method comprises the following steps:
placing an object to be sealed on the 1 st surface of the curable resin layer (I) in the warp-preventing laminate, i.e., a part of the surface of the energy ray-curable resin layer (X2) opposite to the 1 st layer;
curing the energy ray-curable resin layer (X2) by irradiation with an energy ray;
coating the object to be sealed and the surface of the curable resin layer (I) on at least the peripheral portion of the object to be sealed with a thermosetting sealing material;
the sealing material is thermally cured to form a cured sealing body containing the object to be sealed, and the curable resin layer (I) is also thermally cured to form a cured resin layer (I'), thereby obtaining a cured sealing body with a cured resin layer.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018068725 | 2018-03-30 | ||
| JP2018-068725 | 2018-03-30 | ||
| JP2018-068732 | 2018-03-30 | ||
| JP2018068732 | 2018-03-30 | ||
| PCT/JP2018/036810 WO2019187247A1 (en) | 2018-03-30 | 2018-10-02 | Warpage prevention laminate for cured sealing body and method for producing cured sealing body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111954703A true CN111954703A (en) | 2020-11-17 |
Family
ID=68058708
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880091673.9A Pending CN111902503A (en) | 2018-03-30 | 2018-10-02 | Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body |
| CN201880091671.XA Pending CN111954703A (en) | 2018-03-30 | 2018-10-02 | Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880091673.9A Pending CN111902503A (en) | 2018-03-30 | 2018-10-02 | Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP7240376B2 (en) |
| KR (2) | KR102576309B1 (en) |
| CN (2) | CN111902503A (en) |
| TW (2) | TWI796367B (en) |
| WO (2) | WO2019187247A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114179465A (en) * | 2021-11-26 | 2022-03-15 | 安徽森泰木塑科技地板有限公司 | Base material for digital printing, digital printing plate and preparation method thereof |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7530347B2 (en) | 2019-03-15 | 2024-08-07 | リンテック株式会社 | Adhesive sheet and method for manufacturing semiconductor device |
| TW202130762A (en) * | 2019-12-11 | 2021-08-16 | 日商琳得科股份有限公司 | Adhesive sheet and method for producing semiconductor device |
| JP7438740B2 (en) * | 2019-12-13 | 2024-02-27 | 日東電工株式会社 | semiconductor process sheet |
| JP7438741B2 (en) * | 2019-12-13 | 2024-02-27 | 日東電工株式会社 | semiconductor process sheet |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103328593A (en) * | 2011-01-19 | 2013-09-25 | 日东电工株式会社 | Double-sided adhesive tape or sheet, and adherend processing method |
| CN103360969A (en) * | 2012-03-26 | 2013-10-23 | 株式会社巴川制纸所 | Bonding sheet for manufacturing semiconductor device, semiconductor device and manufacturing method thereof |
| CN107017173A (en) * | 2015-11-13 | 2017-08-04 | 日东电工株式会社 | The manufacture method of semiconductor package body |
| CN107210205A (en) * | 2015-02-05 | 2017-09-26 | 琳得科株式会社 | Resin film formation composite sheet and the manufacture method of the chip of tape tree adipose membrane |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3594853B2 (en) | 1999-11-08 | 2004-12-02 | 日東電工株式会社 | Heat release adhesive sheet |
| JP2003264205A (en) * | 2002-03-08 | 2003-09-19 | Matsushita Electric Ind Co Ltd | Manufacturing method of semiconductor device |
| JP2009152490A (en) * | 2007-12-21 | 2009-07-09 | Furukawa Electric Co Ltd:The | Chip protecting film |
| JP2009227892A (en) * | 2008-03-25 | 2009-10-08 | Lintec Corp | Tacky adhesive composition, tacky adhesive sheet, and method for producing semiconductor device |
| JP2011102383A (en) * | 2009-10-14 | 2011-05-26 | Nitto Denko Corp | Thermosetting die-bonding film |
| JP5589388B2 (en) * | 2010-01-06 | 2014-09-17 | 住友ベークライト株式会社 | Thermosetting adhesive composition and semiconductor device |
| WO2011132648A1 (en) * | 2010-04-20 | 2011-10-27 | 日東電工株式会社 | Film for back surface of flip-chip semiconductor, dicing-tape-integrated film for back surface of semiconductor, process for producing semiconductor device, and flip-chip semiconductor device |
| JP5937397B2 (en) * | 2012-03-26 | 2016-06-22 | 株式会社巴川製紙所 | Adhesive sheet for manufacturing semiconductor device and method for manufacturing semiconductor device |
| JP2015021082A (en) * | 2013-07-19 | 2015-02-02 | 日東電工株式会社 | Thermal peeling type adhesive tape for cutting-off electronic component and cutting-off method of electronic component |
| JP2015185436A (en) * | 2014-03-25 | 2015-10-22 | リンテック株式会社 | Sheet-like sealing material, sealing sheet, and light-emitting element sealing body |
| JP7340457B2 (en) * | 2017-12-26 | 2023-09-07 | リンテック株式会社 | Adhesive laminate, method for producing workpiece with resin film, and method for producing cured sealant with cured resin film |
-
2018
- 2018-10-02 CN CN201880091673.9A patent/CN111902503A/en active Pending
- 2018-10-02 KR KR1020207015349A patent/KR102576309B1/en active IP Right Grant
- 2018-10-02 WO PCT/JP2018/036810 patent/WO2019187247A1/en active Application Filing
- 2018-10-02 CN CN201880091671.XA patent/CN111954703A/en active Pending
- 2018-10-02 WO PCT/JP2018/036811 patent/WO2019187248A1/en active Application Filing
- 2018-10-02 JP JP2020509573A patent/JP7240376B2/en active Active
- 2018-10-02 JP JP2020509574A patent/JP7240377B2/en active Active
- 2018-10-02 KR KR1020207015350A patent/KR102674354B1/en active IP Right Grant
- 2018-10-03 TW TW107134891A patent/TWI796367B/en active
- 2018-10-03 TW TW107134887A patent/TWI788425B/en active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103328593A (en) * | 2011-01-19 | 2013-09-25 | 日东电工株式会社 | Double-sided adhesive tape or sheet, and adherend processing method |
| CN103360969A (en) * | 2012-03-26 | 2013-10-23 | 株式会社巴川制纸所 | Bonding sheet for manufacturing semiconductor device, semiconductor device and manufacturing method thereof |
| CN107210205A (en) * | 2015-02-05 | 2017-09-26 | 琳得科株式会社 | Resin film formation composite sheet and the manufacture method of the chip of tape tree adipose membrane |
| CN107017173A (en) * | 2015-11-13 | 2017-08-04 | 日东电工株式会社 | The manufacture method of semiconductor package body |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114179465A (en) * | 2021-11-26 | 2022-03-15 | 安徽森泰木塑科技地板有限公司 | Base material for digital printing, digital printing plate and preparation method thereof |
| WO2023092634A1 (en) * | 2021-11-26 | 2023-06-01 | 安徽森泰木塑科技地板有限公司 | Substrate for digital printing, and digital printing plate and preparation method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7240376B2 (en) | 2023-03-15 |
| KR20200138149A (en) | 2020-12-09 |
| JPWO2019187247A1 (en) | 2021-04-15 |
| TWI788425B (en) | 2023-01-01 |
| KR102674354B1 (en) | 2024-06-11 |
| KR102576309B1 (en) | 2023-09-07 |
| TW201942286A (en) | 2019-11-01 |
| CN111902503A (en) | 2020-11-06 |
| WO2019187247A1 (en) | 2019-10-03 |
| JPWO2019187248A1 (en) | 2021-04-08 |
| WO2019187248A1 (en) | 2019-10-03 |
| KR20200138150A (en) | 2020-12-09 |
| JP7240377B2 (en) | 2023-03-15 |
| TWI796367B (en) | 2023-03-21 |
| TW201942283A (en) | 2019-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102674354B1 (en) | Laminate for preventing bending of cured encapsulant, and method for manufacturing cured encapsulant | |
| CN111886309B (en) | Laminate for preventing warpage of cured sealing body, and method for producing cured sealing body | |
| CN111448275B (en) | Adhesive laminate, method for producing object with resin film, and method for producing cured sealing body with cured resin film | |
| CN112789334B (en) | Laminate and method for producing cured sealing body | |
| KR102725244B1 (en) | Adhesive laminate, method of using adhesive laminate, and method of producing cured encapsulation having cured resin film | |
| TW202014302A (en) | Laminate and manufacturing method of cured sealing body that includes a resin layer and a supporting layer of which one includes thermally expandable particles that are expandable to separate the resin layer and the supporting layer from each other |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20201117 |