CN111922318A - Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof - Google Patents
Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof Download PDFInfo
- Publication number
- CN111922318A CN111922318A CN202010777237.6A CN202010777237A CN111922318A CN 111922318 A CN111922318 A CN 111922318A CN 202010777237 A CN202010777237 A CN 202010777237A CN 111922318 A CN111922318 A CN 111922318A
- Authority
- CN
- China
- Prior art keywords
- zirconium
- based amorphous
- flexible gear
- die
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/10—Amorphous alloys with molybdenum, tungsten, niobium, tantalum, titanium, or zirconium or Hf as the major constituent
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
The invention relates to the field of metal casting and processing, in particular to a near-net forming die for a zirconium-based amorphous flexible gear, which comprises a cover, a first die, a second die, a core and a fixing ring, wherein the cover is fixedly connected with the first die; the preparation method of the zirconium-based amorphous flexible gear comprises the following steps: s1, designing the size of the mould according to the shape of the flexible gear; s2, determining components of the zirconium-based amorphous alloy; s3, carrying out a smelting process and a suction casting process; s4, introducing protective gas during smelting and suction casting, and fully preheating; the zirconium-based amorphous alloy is used as a flexible gear material, and the flexible gear can bear complex alternating stress and frictional wear in the service process and is more durable due to excellent mechanical and chemical properties such as high strength, high hardness, corrosion resistance, large elastic limit and the like; the zirconium-based amorphous alloy flexible gear casting is prepared in a casting mode, so that the processing time can be shortened, the production efficiency is improved, and the production cost is reduced.
Description
Technical Field
The invention relates to the field of metal casting, in particular to a near-net forming die for a zirconium-based amorphous flexible gear and a preparation method thereof.
Background
The harmonic reducer is composed of a fixed rigid gear with internal teeth, a flexible gear and a wave generator for forcing the flexible gear to generate radial elastic deformation. The harmonic reducer is developed on the basis of a planet wheel, and utilizes a flexible gear to generate controllable elastic deformation waves to cause relative staggered teeth between teeth of a rigid wheel and the flexible gear to transmit power and movement. The harmonic reducer has the advantages of high precision, high bearing capacity and the like, and the flexible gear bears complex alternating stress and friction and wear effects in the service process, so that fatigue fracture and wear damage are easy to occur, and the performance requirement of the flexible gear is very high.
At present, the harmonic reducer flexspline materials at home and abroad are basically 40Cr series alloy steel, 40CrNiMoA and 40CrA are commonly used, and compared with the traditional metal alloy, the amorphous alloy has special microstructure, such as long-range disorder of atomic arrangement, short-range order, and no defects of dislocation, grain boundary and the like of a crystal material, so that the amorphous alloy has excellent mechanical properties, wherein the zirconium-based amorphous alloy has the excellent properties of ultrahigh strength, hardness and the like and is considered as an ideal substitute material of the flexspline; the amorphous alloy has excellent forming performance, the size precision of the amorphous alloy casting is higher than that of the corresponding crystal alloy, the micro-nano scale fine morphology of the casting mold can be copied on the surface of the amorphous alloy casting, and the surface finish can reach a mirror surface, so that the flexible gear manufactured by the novel amorphous alloy through the suction casting method is a feasible and effective manufacturing method.
Disclosure of Invention
Based on the problems, the invention provides a near-net-shape forming die of a zirconium-based amorphous flexible gear and a preparation method thereof, wherein the zirconium-based amorphous alloy is used as a flexible gear material, and the flexible gear can bear complex alternating stress and frictional wear in the service process and is more durable due to excellent mechanical and chemical properties such as high strength, high hardness, corrosion resistance, large elastic limit and the like; the zirconium-based amorphous alloy flexible gear casting is prepared in a casting mode, so that the processing time can be shortened, the production efficiency is improved, and the production cost is reduced.
In order to solve the technical problems, the technical scheme adopted by the invention is as follows:
the near-net forming mould for the zirconium-based amorphous flexible gear comprises a cover, a first mould, a second mould, a core and a fixing ring; the first die comprises an annular groove, a stepped hole and an air passage, the stepped hole is arranged below the first die, the annular groove is arranged at the bottom of the first die, a rectangular groove is formed between the annular groove and the stepped hole, and the annular groove is provided with the air passage penetrating through the whole first die; the second die comprises a ring tooth, a cavity and a pouring gate, the ring tooth is arranged at the upper part of the cavity, and the pouring gate is arranged between the bottom of the cavity and the bottom of the second die; a hemisphere is tangentially arranged at the bottom of the core.
Preferably, 3 evenly distributed rectangular grooves are formed between the annular groove and the stepped hole.
Preferably, the annular groove is uniformly distributed with 3 air passages which penetrate through the whole first die.
Preferably, the side wall of the cavity has an outward inclination angle alpha of 0.5-1 deg. relative to the vertical plane.
Preferably, the first mold and the second mold are made of red copper.
The preparation method of the zirconium-based amorphous flexible gear is processed by adopting a zirconium-based amorphous flexible gear near net shaping mold, and is characterized by comprising the following steps of:
s1, designing the sizes of the first mold, the second mold and the core according to the shape of the flexible gear;
s2, selecting a zirconium-based amorphous alloy as a material for manufacturing the flexible gear, and determining the components of the zirconium-based amorphous alloy;
s3, smelting the zirconium-based amorphous alloy by using a water-cooled copper crucible magnetic suspension smelting furnace, repeatedly smelting for more than three times, and then performing suction casting molding on the mold;
and S4, introducing protective gas during smelting and suction casting, wherein the first mold and the second mold are fully preheated before suction casting.
Preferably, the material of the zirconium-based amorphous alloy in the step S2 is ZrxCuyNizA;
In the formula, A is Al and/or Nb and/or Co and/or Ti and/or rare earth;
wherein x is more than or equal to 35 and less than or equal to 65, y is more than or equal to 0 and less than or equal to 40, and z is more than or equal to 0 and less than or equal to 20.
Preferably, in the step S3, the smelting process includes the following steps: and (3) increasing the smelting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the power by 0.5KW every 30s until the power is 10KW, keeping for one minute, and turning off a heating power supply to cool the zirconium-based amorphous alloy to the room temperature along with the water-cooled copper crucible.
Preferably, in the step S3, the suction casting process includes the following steps: and (3) mounting the assembled first die and the second die on suction casting equipment, adjusting the pressure of the upper part and the lower part of the first die and the second die, and performing suction casting on the zirconium-based amorphous flexible gear casting through the pressure difference between the upper part and the lower part.
Preferably, the temperature of the smelting process is 1200-1300 ℃, the temperature of the suction casting process is 1200-1300 ℃, and the pressure difference between the upper part and the lower part in the suction casting process is 0.08-0.1 MPa.
Compared with the prior art, the invention has the beneficial effects that:
1. the zirconium-based amorphous alloy is selected as a material of the flexible gear, the zirconium-based amorphous alloy has excellent mechanical and chemical properties such as high strength, high hardness, corrosion resistance and large elastic limit, and the amorphous forming capability of the zirconium-based amorphous alloy is stronger than that of other series of amorphous alloys;
2. the zirconium-based amorphous flexible gear casting is prepared by the casting method, the size precision and the surface roughness of the zirconium-based amorphous alloy casting are higher than those of a crystal alloy, the fine appearance of the surface of a casting mould can be copied, the machining time can be reduced, the production rate is greatly improved, and the production cost is reduced.
Drawings
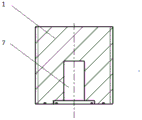
FIG. 1 is a cross-sectional view of a first mold;
FIG. 2 is a front view of a first mold;
FIG. 3 is a top view of the first mold;
FIG. 4 is a cross-sectional view of a second mold;
FIG. 5 is a schematic view of the construction of the core;
fig. 6 is a flow chart of a zirconium-based amorphous alloy flexible gear casting process.
The device comprises a cover 1, a first die 2, a second die 3, a core 4, a fixing ring 5, an annular groove 6, a stepped hole 7, an air passage 8, a rectangular groove 9, a ring of teeth 10, a cavity 11, a pouring channel 12 and a hemisphere 13.
Detailed Description
The invention will be further described with reference to the accompanying drawings. Embodiments of the present invention include, but are not limited to, the following examples.
As shown in fig. 1 to 5, the present embodiment is described in detail, and includes a cover 1, a first mold 2, a second mold 3, a core 4, and a fixing ring 5;
the second mold 3 comprises a ring tooth 10, a cavity 11 and a pouring gate 12, the ring tooth is arranged at the upper part of the cavity 11, the pouring gate 12 is arranged between the bottom of the cavity 11 and the bottom of the second mold 3, specifically, the number of teeth and the modulus of the ring tooth 10 are equal to those of the manufactured zirconium-based amorphous flexible gear, the outward oblique angle α of the side wall relative to the vertical surface is 0.5-1 °, and the diameter of the pouring gate 12 is 10mm, and the second mold 3 shown in fig. 4 is designed according to the outer diameter D, the length H, the number of teeth Z and the modulus of the zirconium-based amorphous flexible gear part in the present embodiment:
D=D0+a+b1+d;H=L+b2;Z=Z0;
D0-is the outer diameter of the zirconium based amorphous compliant gear;
a-is the draft (i.e., bevel angle α) increase;
b1-machining allowance for the casting;
d is the core 4 size;
l is the length of the zirconium-based amorphous flexible gear;
b2-machining allowance for the casting;
Z0the tooth number of the zirconium-based amorphous flexible gear is represented.
A hemisphere 13 is tangentially arranged at the bottom of the core 4, and is used for filling the mold by using the flow of molten metal, specifically, the core 4 is designed to have the size shown in fig. 5 according to the inner diameter of the zirconium-based amorphous flexible gear:
d=d0-b3;
d0-is the inner diameter of the zirconium based amorphous compliant gear;
b3-machining allowance for the casting.
As shown in fig. 2-3, first mould 2 includes ring channel 6, shoulder hole 7 and air flue 8, shoulder hole 7 sets up at first mould 2 below central point and puts, be used for with the assembly of core 4, ring channel 6 sets up the bottom at first mould 2, form rectangular channel 9 between ring channel 6 and the shoulder hole 7, set up the air flue that runs through whole first mould 2 on the ring channel 6, specifically, ring channel 6 is the groove that the cross-section is rectangle and wide 1mm, form 3 evenly distributed's wide 1.5 mm's rectangular channel 9 between ring channel 6 and the shoulder hole 7, 3 air flues 8 that run through whole first mould 2 and diameter are 2mm are seted up to the equipartition on the ring channel 6, draw forth three circular air flue from the assembly position of die cavity 11, link to each other with three air flue 8 of first mould 2 through circular air flue.
As shown in fig. 1, after the first mold 2, the second mold 3 and the core 4 are designed, the core 4 is assembled with the first mold 2 in an interference fit manner, the first mold 2 and the second mold 3 are assembled and sealed and fixed through the fixing ring 5, and finally the cover 1 is assembled.
The first embodiment is as follows:
as shown in fig. 6, the method for preparing a zirconium-based amorphous flexible gear comprises the following steps:
s1, designing the sizes of the first mold 2, the second mold 3 and the core 4 according to the shape of the flexible gear;
s2, selecting a zirconium-based amorphous alloy as a material for manufacturing the flexible gear, wherein the zirconium-based amorphous alloy is Zr55Cu30Al10Ni5;
S3, putting the prepared zirconium-based amorphous alloy raw material into a water-cooled copper crucible magnetic suspension smelting furnace filled with argon protection for smelting, wherein the smelting process comprises the following steps: increasing the melting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the melting power by 0.5KW every 30s until the zirconium-based amorphous alloy melts after 10KW, keeping the temperature at 1200 ℃ for one minute, then turning off a heating power supply, cooling the zirconium-based amorphous alloy to the room temperature of 25 ℃ along with a water-cooled copper crucible, and repeatedly melting for more than three times to ensure that the components are uniform;
s4, preheating and drying the first mold 2, the second mold 3 and the core 4 to remove moisture on the surfaces of the first mold 2, the second mold 3 and the core 4, assembling the first mold 2 and the second mold 3 by using a fixing ring 5, sealing and fixing the first mold 2 and the second mold 3, sealing the surfaces by using silica gel in a matching way, covering the cover 1 to finish assembling, installing the assembled first mold 2 and the assembled second mold 3 on suction casting equipment, keeping the temperature at 1200 ℃, adjusting the pressure difference between the upper pressure and the lower pressure to be 0.095Mpa, and suction casting the zirconium-based amorphous flexible wheel casting by using the pressure difference between the upper pressure and the lower pressure.
Example two:
as shown in fig. 6, the method for preparing a zirconium-based amorphous flexible gear comprises the following steps:
s1, designing the sizes of the first mold 2, the second mold 3 and the core 4 according to the shape of the flexible gear;
s2, selecting the zirconium-based amorphous alloy as the material for manufacturing the flexible gear, wherein the zirconium-based amorphous alloy is (Zr)52.5Cu17.9Ni14.6Al10TI5);
S3, putting the prepared zirconium-based amorphous alloy raw material into a water-cooled copper crucible magnetic suspension smelting furnace filled with argon protection for smelting, wherein the smelting process comprises the following steps: increasing the melting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the melting power by 0.5KW every 30s until the zirconium-based amorphous alloy melts after 10KW, keeping the temperature at 1230 ℃ for one minute, then turning off a heating power supply, cooling the zirconium-based amorphous alloy to the room temperature of 25 ℃ along with a water-cooled copper crucible, and repeatedly melting for more than three times to ensure that the components are uniform;
s4, preheating and drying the first mold 2, the second mold 3 and the core 4 to remove moisture on the surfaces of the first mold 2, the second mold 3 and the core 4, assembling the first mold 2 and the second mold 3 by using a fixing ring 5, sealing and fixing the first mold 2 and the second mold 3, sealing the surfaces by using silica gel in a matching way, covering the cover 1 to finish assembling, installing the assembled first mold 2 and the assembled second mold 3 on suction casting equipment, keeping the temperature at 1230 ℃, adjusting the pressure difference between the upper and lower parts of the assembled first mold 2 and second mold 3 to be 0.09Mpa, and suction casting the zirconium-based amorphous flexible wheel casting by using the pressure difference between the upper and lower parts.
Example three:
as shown in fig. 6, the method for preparing a zirconium-based amorphous flexible gear comprises the following steps:
s1, designing the sizes of the first mold 2, the second mold 3 and the core 4 according to the shape of the flexible gear;
s2, selecting the zirconium-based amorphous alloy as the material for manufacturing the flexible gear, wherein the zirconium-based amorphous alloy is (Zr)52Cu18Ni15Al10TI5);
S3, putting the prepared zirconium-based amorphous alloy raw material into a water-cooled copper crucible magnetic suspension smelting furnace filled with argon protection for smelting, wherein the smelting process comprises the following steps: increasing the melting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the melting power by 0.5KW every 30s until the zirconium-based amorphous alloy melts after 10KW, keeping the temperature at 1270 ℃ for one minute, then turning off a heating power supply, cooling the zirconium-based amorphous alloy to the room temperature of 25 ℃ along with a water-cooled copper crucible, and repeatedly melting for more than three times to ensure that the components are uniform;
s4, preheating and drying the first mold 2, the second mold 3 and the core 4 to remove moisture on the surfaces of the first mold 2, the second mold 3 and the core 4, assembling the first mold 2 and the second mold 3 by using a fixing ring 5, sealing and fixing the first mold 2 and the second mold 3, sealing the surfaces by using silica gel in a matching way, covering the cover 1 to finish assembling, installing the assembled first mold 2 and the assembled second mold 3 on suction casting equipment, keeping the temperature of 1270 ℃, adjusting the pressure difference between the upper pressure and the lower pressure to be 0.09Mpa, and suction casting the zirconium-based amorphous flexible wheel casting by using the pressure difference between the upper pressure and the lower pressure.
Example four:
as shown in fig. 6, the method for preparing a zirconium-based amorphous flexible gear comprises the following steps:
s1, designing the sizes of the first mold 2, the second mold 3 and the core 4 according to the shape of the flexible gear;
s2, selecting the zirconium-based amorphous alloy as the material for manufacturing the flexible gear, wherein the zirconium-based amorphous alloy is (Zr)56Ni20Al15Cu5Nb4);
S3, putting the prepared zirconium-based amorphous alloy raw material into a water-cooled copper crucible magnetic suspension smelting furnace filled with argon protection for smelting, wherein the smelting process comprises the following steps: increasing the melting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the melting power by 0.5KW every 30s until the zirconium-based amorphous alloy melts, keeping the temperature of 1300 ℃ for one minute, then turning off a heating power supply, cooling the zirconium-based amorphous alloy to the room temperature of 25 ℃ along with a water-cooled copper crucible, and repeatedly melting for more than three times to ensure that the components are uniform;
s4, preheating and drying the first mold 2, the second mold 3 and the core 4 to remove moisture on the surfaces of the first mold 2, the second mold 3 and the core 4, assembling the first mold 2 and the second mold 3 by using a fixing ring 5, sealing and fixing the first mold 2 and the second mold 3, sealing the surfaces by using silica gel in a matching way, finally covering the cover 1 to finish assembling, installing the assembled first mold 2 and the assembled second mold 3 on suction casting equipment, keeping the temperature of 1300 ℃, adjusting the pressure difference between the upper pressure and the lower pressure to be 0.085Mpa, and suction casting the zirconium-based amorphous flexible wheel casting by using the pressure difference between the upper pressure and the lower pressure.
Comparative example one:
this comparative example uses 40CrNiMoA and 40CrA of the prior art to make a flexspline.
With the above examples and comparative examples, hardness and yield strength tests were conducted with the following results:
| example one | Example two | EXAMPLE III | Example four | Comparative example 1 | |
| Hardness (HRC) | 44.5 | 46.7 | 46.9 | 43.6 | 27.5 |
| Yield strength (Mpa) | 1901 | 1887 | 1800 | 1963 | 982 |
The above is an embodiment of the present invention. The specific parameters in the above embodiments and examples are only for the purpose of clearly illustrating the invention verification process of the inventor and are not intended to limit the scope of the invention, which is defined by the claims, and all equivalent structural changes made by using the contents of the specification and the drawings of the present invention should be covered by the scope of the present invention.
Claims (10)
1. The nearly net fashioned mould of zirconium base amorphous flexbile gear, including lid (1), first mould (2), second mould (3), core (4) and solid fixed ring (5), its characterized in that:
the first die (2) comprises an annular groove (6), a stepped hole (7) and an air passage (8), the stepped hole (7) is arranged below the first die (2), the annular groove (6) is arranged at the bottom of the first die (2), a rectangular groove (9) is formed between the annular groove (6) and the stepped hole (7), and the annular groove (6) is provided with the air passage (8) penetrating through the whole first die (2);
the second die (3) comprises ring teeth (10), a cavity (11) and a pouring channel (12), the ring teeth (10) are arranged at the upper part of the cavity (11), and the pouring channel (12) is arranged between the bottom of the cavity (11) and the bottom of the second die (3);
a hemisphere (13) is tangentially arranged at the bottom of the core (4).
2. The near-net-shape forming die for the zirconium-based amorphous flexible gear of claim 1, wherein: 3 evenly distributed rectangular grooves (9) are formed between the annular groove (6) and the stepped hole (7).
3. The near-net-shape forming die for the zirconium-based amorphous flexible gear of claim 2, wherein: and 3 air passages (8) penetrating through the whole first die (2) are uniformly distributed on the annular groove (6).
4. The near-net-shape forming die for the zirconium-based amorphous flexible gear of claim 3, wherein: the outward oblique angle alpha of the side wall of the cavity (11) relative to the vertical surface is 0.5-1 degrees.
5. The near-net-shape forming die for the zirconium-based amorphous flexible gear of claim 4, wherein: the first die (2) and the second die (3) are made of red copper.
6. The preparation method of the zirconium-based amorphous flexible gear is processed by adopting a zirconium-based amorphous flexible gear near net shaping mold, and is characterized by comprising the following steps of:
s1, designing the sizes of the first mold (2), the second mold (3) and the core (4) according to the shape of the flexible gear;
s2, selecting a zirconium-based amorphous alloy as a material for manufacturing the flexible gear, and determining the components of the zirconium-based amorphous alloy;
s3, smelting the zirconium-based amorphous alloy by using a water-cooled copper crucible magnetic suspension smelting furnace, repeatedly smelting for more than three times, and then performing suction casting molding on the mold;
and S4, introducing argon gas as protective gas during smelting and suction casting, wherein the first mold (2) and the second mold (3) are fully preheated before suction casting.
7. The method for preparing the zirconium-based amorphous flexible gear according to claim 6, wherein the method comprises the following steps: the material of the zirconium-based amorphous alloy in the step S2 is ZrxCuyNizA;
In the formula, A is Al and/or Nb and/or Co and/or Ti and/or rare earth;
wherein x is more than or equal to 35 and less than or equal to 65, y is more than or equal to 0 and less than or equal to 40, and z is more than or equal to 0 and less than or equal to 20.
8. The method for preparing the zirconium-based amorphous flexible gear according to claim 7, wherein the method comprises the following steps: in the step S3, the smelting process includes the following steps: and (3) increasing the smelting power by 0.1KW every 30s until the zirconium-based amorphous alloy melts after 0.5KW, increasing the power by 0.5KW every 30s until the power is 10KW, keeping for one minute, and turning off a heating power supply to cool the zirconium-based amorphous alloy to the room temperature along with the water-cooled copper crucible.
9. The method for preparing the zirconium-based amorphous flexible gear according to claim 8, wherein the method comprises the following steps: in the step S3, the suction casting process includes the steps of: and (3) installing the assembled first die (2) and the second die (3) on suction casting equipment, adjusting the pressure of the upper and lower parts of the first die and the second die, and performing suction casting on the zirconium-based amorphous flexible gear casting through the pressure difference between the upper and lower parts of the first die.
10. The method for preparing the zirconium-based amorphous flexible gear according to claim 9, wherein the method comprises the following steps: the temperature range of the smelting process is 1200-1300 ℃, the temperature range of the suction casting process is 1200-1300 ℃, and the difference between the upper pressure and the lower pressure in the suction casting process is 0.08-0.1 MPa.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010777237.6A CN111922318A (en) | 2020-08-05 | 2020-08-05 | Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010777237.6A CN111922318A (en) | 2020-08-05 | 2020-08-05 | Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111922318A true CN111922318A (en) | 2020-11-13 |
Family
ID=73306721
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010777237.6A Pending CN111922318A (en) | 2020-08-05 | 2020-08-05 | Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111922318A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113249661A (en) * | 2021-06-11 | 2021-08-13 | 北京大学口腔医学院 | Biomedical amorphous alloy and application thereof |
| CN113351846A (en) * | 2021-06-15 | 2021-09-07 | 松山湖材料实验室 | Preparation method of amorphous flexible gear for harmonic reducer |
| CN114101628A (en) * | 2021-12-07 | 2022-03-01 | 兰州理工大学 | Amorphous alloy gear and casting mold and method thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0517094A2 (en) * | 1991-05-31 | 1992-12-09 | Tsuyoshi Masumoto | Forming process of amorphous alloy material |
| JP2000271730A (en) * | 1999-03-23 | 2000-10-03 | Akihisa Inoue | Production of glassy metal and apparatus therefor |
| CN1442254A (en) * | 2003-03-28 | 2003-09-17 | 北京科技大学 | Spray casting-suction casting method and equipment for preparing large non crystal alloy |
| CN101502873A (en) * | 2009-03-13 | 2009-08-12 | 广东工业大学 | Copper mold suction casting preparation device of iron-based bulk amorphous alloy annular magnet core and method thereof |
| CN110616387A (en) * | 2019-11-05 | 2019-12-27 | 兰州理工大学 | Amorphous alloy for zirconium-based amorphous flexible gear blank, special copper mold and preparation method |
| CN111438346A (en) * | 2019-01-17 | 2020-07-24 | 兰州交通大学 | High-entropy amorphous alloy suction casting die |
-
2020
- 2020-08-05 CN CN202010777237.6A patent/CN111922318A/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0517094A2 (en) * | 1991-05-31 | 1992-12-09 | Tsuyoshi Masumoto | Forming process of amorphous alloy material |
| JP2000271730A (en) * | 1999-03-23 | 2000-10-03 | Akihisa Inoue | Production of glassy metal and apparatus therefor |
| CN1442254A (en) * | 2003-03-28 | 2003-09-17 | 北京科技大学 | Spray casting-suction casting method and equipment for preparing large non crystal alloy |
| CN101502873A (en) * | 2009-03-13 | 2009-08-12 | 广东工业大学 | Copper mold suction casting preparation device of iron-based bulk amorphous alloy annular magnet core and method thereof |
| CN111438346A (en) * | 2019-01-17 | 2020-07-24 | 兰州交通大学 | High-entropy amorphous alloy suction casting die |
| CN110616387A (en) * | 2019-11-05 | 2019-12-27 | 兰州理工大学 | Amorphous alloy for zirconium-based amorphous flexible gear blank, special copper mold and preparation method |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113249661A (en) * | 2021-06-11 | 2021-08-13 | 北京大学口腔医学院 | Biomedical amorphous alloy and application thereof |
| CN113351846A (en) * | 2021-06-15 | 2021-09-07 | 松山湖材料实验室 | Preparation method of amorphous flexible gear for harmonic reducer |
| CN113351846B (en) * | 2021-06-15 | 2022-11-25 | 松山湖材料实验室 | Preparation method of amorphous flexible gear for harmonic reducer |
| CN114101628A (en) * | 2021-12-07 | 2022-03-01 | 兰州理工大学 | Amorphous alloy gear and casting mold and method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN111922318A (en) | Near-net forming die for zirconium-based amorphous flexible gear and preparation method thereof | |
| CN102049519B (en) | Manufacturing method of powder metallurgy chain wheel | |
| CN102962425B (en) | Preparation method of oblique oil cylinder body | |
| CN106378456A (en) | Rapid densifying method for powder high-temperature alloy component | |
| CN104588997A (en) | Method for preparing TiAl alloy component by near-isothermal die forging | |
| CN103522026A (en) | Non-pre-buried type abnormal-shaped bent water channel hot-work die and manufacturing method of non-pre-buried type abnormal-shaped bent water channel hot-work die | |
| CN105598389B (en) | A kind of casting technique for the composite flange for sealing rain-proof | |
| CN101811246A (en) | Production method of wind tower flange deformed ring forging | |
| CN110468361A (en) | A kind of preparation method of wrought superalloy fine grain bar | |
| CN102965576B (en) | Preparation method of pump shaft of oil feed pump | |
| CN101780624A (en) | Titanium alloy volute casing piece forming method | |
| CN112828256B (en) | Preparation method of heat-crack-resistant cast steel roll collar of section steel rail beam universal mill | |
| CN104174820B (en) | A kind of ocean platform climbs the casting technique of machine secondary planet frame | |
| CN107030234A (en) | The novel production process and purposes of forging type joint prosthesis and metallic article | |
| CN110616387A (en) | Amorphous alloy for zirconium-based amorphous flexible gear blank, special copper mold and preparation method | |
| CN105929668B (en) | Pure gold watchcase, manufacturing method thereof and watch comprising pure gold watchcase | |
| CN108326215B (en) | Light and thin combined tooth closed forging process | |
| CN113351846B (en) | Preparation method of amorphous flexible gear for harmonic reducer | |
| CN109433983A (en) | Hot forging mode and hot forging device | |
| CN113388226B (en) | High-strength impact-resistant polyether-ether-ketone material, preparation method and sealing assembly valve thereof | |
| CN214698989U (en) | Flywheel assembly with end signal teeth | |
| CN103801691A (en) | Nitrogenous stainless steel product with manner of solid of revolution and manufacturing method thereof | |
| CN102896207B (en) | Punch for screw plate mold of air filter | |
| CN204108017U (en) | The mould of the coated part of a kind of amorphous alloy | |
| CN107695163B (en) | Nuclear island evaporator end socket integral stamping forming device and stamping forming method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| RJ01 | Rejection of invention patent application after publication |
Application publication date: 20201113 |
|
| RJ01 | Rejection of invention patent application after publication |