CN111516238A - 一种热流道线缆挤出头 - Google Patents
一种热流道线缆挤出头 Download PDFInfo
- Publication number
- CN111516238A CN111516238A CN202010371123.1A CN202010371123A CN111516238A CN 111516238 A CN111516238 A CN 111516238A CN 202010371123 A CN202010371123 A CN 202010371123A CN 111516238 A CN111516238 A CN 111516238A
- Authority
- CN
- China
- Prior art keywords
- hot runner
- cable
- die sleeve
- inner die
- seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/15—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor incorporating preformed parts or layers, e.g. extrusion moulding around inserts
- B29C48/154—Coating solid articles, i.e. non-hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
- B29C48/865—Heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92009—Measured parameter
- B29C2948/92209—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2011/00—Optical elements, e.g. lenses, prisms
- B29L2011/0075—Light guides, optical cables
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3462—Cables
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Abstract
本发明公开了一种热流道线缆挤出头,包括热流道座、接入头及模套,其中,上述热流道座内部设有热流道,热流道一端延伸至热流道座一端,形成入料口,热流道的另一端延伸至热流道座内;上述接入头连接在入料口处;模套垂直插设在热流道座内,并前后贯通热流道座;上述模套包括内模套,上述内模套为中部开有内模安装通孔的锥形套体结构,内模套的表面设有分流槽,分流槽的进料端与热流道的出料口连通,分流槽的出料端沿着锥形表面延伸至内模套的小端处。本发明实现线缆挤出包覆,有效地提升了包覆均匀性,提高了挤出线缆的品质。
Description
技术领域
本发明涉及线缆领域,特别指一种热流道免烘料自干燥挤出机。
背景技术
线缆是一种应该广泛的产品,线缆是光缆、电缆等物品的统称;线缆的用途有很多,主要用于控制安装、连接设备、输送电力等多重作用,是日常生活中常见而不可缺少的一种工具。线缆一般由内部的芯线及包覆在外的保护层组成,保护成一般为塑料材质,常用的生产工艺包括注塑、挤出等。挤出工艺是通过将粒状或粉末状塑料加入料筒内,通过螺杆的旋转和料筒的加热使塑料成为熔融状态,螺杆推动前进,使塑料以高压力、高速度注入到闭合的模具内,线缆的芯线穿过模具的同时熔融状态的塑料包覆在芯线表面,再经过保压、过水冷却及烘干后固化成成品。因此,针对线缆的挤出工艺,需要设计一种专用的挤出模具,以实现熔融状态的塑料均匀包覆在芯线表面,并同时完成塑料包覆层的固化。。
发明内容
本发明要解决的技术问题是针对上述现有技术的不足,提供一种实现线缆挤出包覆,有效地提升了包覆均匀性,可在挤出的同时对胶料进行自干燥,提高了挤出线缆的品质的热流道线缆挤出头。
本发明采取的技术方案如下:一种热流道线缆挤出头,包括热流道座、接入头及模套,其中,上述热流道座内部设有热流道,热流道一端延伸至热流道座一端,形成入料口,热流道的另一端延伸至热流道座内;上述接入头连接在入料口处;模套垂直插设在热流道座内,并前后贯通热流道座;上述模套包括内模套,上述内模套为中部开有内模安装通孔的锥形套体结构,内模套的表面设有分流槽,分流槽的进料端与热流道的出料口连通,分流槽的出料端沿着锥形表面延伸至内模套的小端处。
优选地,所述的内模套的内模安装通孔内插设有线缆内模,线缆内模中部设有线缆孔,线缆内模的外部设有线缆外模,线缆外模安装于安装孔内;待包覆的流体材料经分流槽的出料端沿着内模套的锥形表面流入线缆外模和线缆内模之间的包覆腔内,包覆于线缆芯之外。
优选地,所述的热流道座的前后侧壁上分别开设有嵌槽,嵌槽内设有第二发热丝,用于对热流道座进行加热;上述第二发热丝分别沿安装孔的外轮廓边缘延伸。
优选地,所述的热流道座上开设有至少二个安装孔,安装孔前后贯通热流道座;上述内模套插设在安装孔内。
优选地,所述的安装孔的前段设有螺纹孔,螺纹孔内连接有旋转帽,以固定线缆外模。
优选地,所述的安装孔的中段为外模安装孔,安装孔的后段是喇叭形状段,与内模套的锥形面相对应;热流道的出料口设于安装孔的喇叭形状段处,内模套的分料槽的进料端直接与热流道的出料口连接,热流道内的流体材料直接进入分料槽。
优选地,所述的热流道座的前侧设有卡槽,卡槽沿安装孔的外轮廓延伸;卡槽内设有第三发热丝及挤出感温线。
优选地,所述的热流道座上还设有控制器接头;上述挤出感温线、第一发热丝及第二发热丝分别接入控制器接头。
本发明的有益效果在于:
本发明针对现有技术存在的缺陷和不足自主研发设计了一种实现线缆挤出包覆,有效地提升了包覆均匀性,可在挤出的同时对胶料进行自干燥,提高了挤出线缆的品质的热流道线缆挤出头。本发明的热流道线缆挤出头独创性地设计了挤出机头,挤出机头主要包括热流道座、模套、接入头法兰;法兰是机头与挤出机的导料料筒的连接部件;热流道座内部有流道,液态塑胶经法兰由导料筒进入流道注入模套内进行线缆包覆;热流道座的前后两面均设置有发热丝,发热丝镶嵌在流道板内部直接对流道进行加热,热流道座内还安装有感温线对流道板温度进行监控;模套为内模套,内模套外表呈锥形,表面有分流槽,外模套内进料端呈与内模卡对应的锥形;生产时,线缆内模安装于内模套中,线缆外模套设在线轮内模上;模套对应安装于热流道座的安装孔中,液态塑胶由热流道从进胶孔注入内模套的分流槽,经分流槽导流进入线缆外模与线缆内模之间,通过外模孔挤出包覆于线缆的芯层周围;挤出机头通过电控接头连入控制箱。本发明将线缆外模利用旋转帽连接在热流道座上,热流道座的热流道内的熔融塑胶直接进入内模套外壁上设置的分流槽内,经分流槽沿着内模套锥形避免导入至线缆内模及线缆外模之间,以便包覆在芯线表面;同时在旋转帽上设有发热丝,以便对模口模眼进行加热。通过上述结构设计,有效地实现了熔融塑料的均布分流,提高了塑料包覆的均匀性。
附图说明
图1为本发明的部件拆分结构示意图之一。
图2为本发明的部件拆分结构示意图之二。
图3为本发明的部件拆分结构示意图之三。
图4为本发明的立体结构示意图之一。
图5为本发明的立体结构示意图之二。
图6为本发明的部件拆分结构示意图之四。
图7为本发明的部件拆分结构示意图之五。
图8为本发明部件结构的立体结构示意图之一。
图9为本发明部件结构的立体结构示意图之二。
图10为本发明的部件拆分结构示意图之六。
图11为本发明的部件拆分结构示意图之七。
图12为本发明的剖开结构示意图。
具体实施方式
下面将结合附图对本发明作进一步描述:
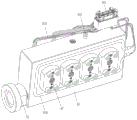
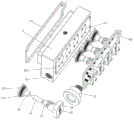
如图1至图12所示,本发明采取的技术方案如下:一种热流道线缆挤出头,包括热流道座61、接入头63及模套,其中,上述热流道座61内部设有热流道62,热流道62一端延伸至热流道座61一端,形成入料口,热流道62的另一端延伸至热流道座61内;上述接入头63连接在入料口处;模套垂直插设在热流道座61内,并前后贯通热流道座61;上述模套包括内模套65,上述内模套65为中部开有内模安装通孔67的锥形套体结构,内模套65的表面设有分流槽66,分流槽66的进料端与热流道62的出料口连通,分流槽66的出料端沿着锥形表面延伸至内模套65的小端处。
内模套65的内模安装通孔67内插设有线缆内模68,线缆内模68中部设有线缆孔,线缆内模68的外部设有线缆外模69,线缆外模69安装于安装孔64内;待包覆的流体材料经分流槽66的出料端沿着内模套65的锥形表面流入线缆外模和线缆内模之间的包覆腔内,包覆于线缆芯之外。
热流道座61的前后侧壁上分别开设有嵌槽615,嵌槽615内设有第二发热丝616,用于对热流道座61进行加热;上述第二发热丝616分别沿安装孔64的外轮廓边缘延伸。
热流道座61上开设有至少二个安装孔64,安装孔64前后贯通热流道座61;上述内模套65插设在安装孔64内。
安装孔64的前段设有螺纹孔,螺纹孔内连接有旋转帽614,以固定线缆外模。
安装孔64的中段为外模安装孔,安装孔64的后段是喇叭形状段,与内模套65的锥形面相对应;热流道62的出料口设于安装孔64的喇叭形状段处,内模套65的分料槽66的进料端直接与热流道62的出料口连接,热流道62内的流体材料直接进入分料槽66。
热流道座61的前侧设有卡槽618,卡槽618沿安装孔64的外轮廓延伸;卡槽618内设有第三发热丝619及挤出感温线613。
热流道座61上还设有控制器接头617;上述挤出感温线613、第一发热丝612及第二发热丝616分别接入控制器接头617。
进一步,本发明设计了一种实现线缆挤出包覆,有效地提升了包覆均匀性,可在挤出的同时对胶料进行自干燥,提高了挤出线缆的品质的热流道线缆挤出头。本发明的热流道线缆挤出头独创性地设计了挤出机头,挤出机头主要包括热流道座、模套、接入头法兰;法兰是机头与挤出机的导料料筒的连接部件;热流道座内部有流道,液态塑胶经法兰由导料筒进入流道注入模套内进行线缆包覆;热流道座的前后两面均设置有发热丝,发热丝镶嵌在流道板内部直接对流道进行加热,热流道座内还安装有感温线对流道板温度进行监控;模套为内模套,内模套外表呈锥形,表面有分流槽,外模套内进料端呈与内模卡对应的锥形;生产时,线缆内模安装于内模套中,线缆外模套设在线轮内模上;模套对应安装于热流道座的安装孔中,液态塑胶由热流道从进胶孔注入内模套的分流槽,经分流槽导流进入线缆外模与线缆内模之间,通过外模孔挤出包覆于线缆的芯层周围;挤出机头通过电控接头连入控制箱。本发明将线缆外模利用旋转帽连接在热流道座上,热流道座的热流道内的熔融塑胶直接进入内模套外壁上设置的分流槽内,经分流槽沿着内模套锥形避免导入至线缆内模及线缆外模之间,以便包覆在芯线表面;同时在旋转帽上设有发热丝,以便对模口模眼进行加热。通过上述结构设计,有效地实现了熔融塑料的均布分流,提高了塑料包覆的均匀性。
另外,本发明采用四模套设计,可同时实现四条线缆的挤出包覆,有效地提升了线缆挤出包覆产能;同时,本发明要求保护的模套不仅限于四套,凡是对模套数量扩增或减少的设计均应落入本发明的保护范围。
本发明的实施例只是介绍其具体实施方式,不在于限制其保护范围。本行业的技术人员在本实施例的启发下可以作出某些修改,故凡依照本发明专利范围所做的等效变化或修饰,均属于本发明专利权利要求范围内。
Claims (8)
1.一种热流道线缆挤出头,其特征在于:包括热流道座(61)、接入头(63)及模套,其中,上述热流道座(61)内部设有热流道(62),热流道(62)一端延伸至热流道座(61)一端,形成入料口,热流道(62)的另一端延伸至热流道座(61)内;上述接入头(63)连接在入料口处;模套垂直插设在热流道座(61)内,并前后贯通热流道座(61);上述模套包括内模套(65),上述内模套(65)为中部开有内模安装通孔(67)的锥形套体结构,内模套(65)的表面设有分流槽(66),分流槽(66)的进料端与热流道(62)的出料口连通,分流槽(66)的出料端沿着锥形表面延伸至内模套(65)的小端处。
2.根据权利要求1所述的一种热流道线缆挤出头,其特征在于:所述的内模套(65)的内模安装通孔(67)内插设有线缆内模(68),线缆内模(68)中部设有线缆孔,线缆内模(68)的外部设有线缆外模(69);线缆外模(69)安装于安装孔(64)内,待包覆的流体材料经分流槽(66)的出料端沿着内模套(65)的锥形表面流入线缆外模和线缆内模之间的包覆腔内,包覆于线缆芯之外。
3.根据权利要求2所述的一种热流道线缆挤出头,其特征在于:所述的热流道座(61)的前后侧壁上分别开设有嵌槽(615),嵌槽(615)内设有第二发热丝(616),用于对热流道座(61)进行加热;上述第二发热丝(616)分别沿安装孔(64)的外轮廓边缘延伸。
4.根据权利要求3所述的一种热流道线缆挤出头,其特征在于:所述的热流道座(61)上开设有至少二个安装孔(64),安装孔(64)前后贯通热流道座(61);上述内模套(65)插设在安装孔(64)内。
5.根据权利要求4所述的一种热流道线缆挤出头,其特征在于:所述的安装孔(64)的前段设有螺纹孔,螺纹孔内连接有旋转帽(614),以固定线缆外模。
6.根据权利要求5所述的一种热流道线缆挤出头,其特征在于:所述的安装孔(64)的中段为外模安装孔,安装孔(64)的后段是喇叭形状段,与内模套(65)的锥形面相对应;热流道(62)的出料口设于安装孔(64)的喇叭形状段处,内模套(65)的分料槽(66)的进料端直接与热流道(62)的出料口连接,热流道(62)内的流体材料直接进入分料槽(66)。
7.根据权利要求6所述的一种热流道线缆挤出头,其特征在于:所述的热流道座(61)的前侧设有卡槽(618),卡槽(618)沿安装孔(64)的外轮廓延伸;卡槽(618)内设有第三发热丝(619)及挤出感温线(613)。
8.根据权利要求7所述的一种热流道线缆挤出头,其特征在于:所述的热流道座(61)上还设有控制器接头(617);上述挤出感温线(613)、第一发热丝(612)及第二发热丝(616)分别接入控制器接头(617)。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010371123.1A CN111516238A (zh) | 2020-05-06 | 2020-05-06 | 一种热流道线缆挤出头 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202010371123.1A CN111516238A (zh) | 2020-05-06 | 2020-05-06 | 一种热流道线缆挤出头 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN111516238A true CN111516238A (zh) | 2020-08-11 |
Family
ID=71906612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010371123.1A Pending CN111516238A (zh) | 2020-05-06 | 2020-05-06 | 一种热流道线缆挤出头 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN111516238A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114474668A (zh) * | 2022-03-03 | 2022-05-13 | 浙江元通线缆制造有限公司 | 三层共挤机头及其生产工艺及采用该工艺生产的线缆 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0458139A2 (de) * | 1990-05-24 | 1991-11-27 | Dipl.-Ing. Dr. Ernst Vogelsang GmbH & Co. KG | Werkzeugblock für das Strangpressen einer Kabelführungsvorrichtung |
| JP2001260205A (ja) * | 2000-03-22 | 2001-09-25 | Shiro Murakami | 押し出し加工用のダイスおよび電線の製造法 |
| CN203611444U (zh) * | 2013-12-03 | 2014-05-28 | 扬州赛格线缆有限公司 | 扁形电缆挤塑模头 |
| US20160001484A1 (en) * | 2013-02-21 | 2016-01-07 | Heinrich Dohmann | Device for producing plastic pipes |
| CN206926226U (zh) * | 2017-04-10 | 2018-01-26 | 讯达康通讯设备(惠州)有限公司 | 一种分流式挤塑机机头装置 |
-
2020
- 2020-05-06 CN CN202010371123.1A patent/CN111516238A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0458139A2 (de) * | 1990-05-24 | 1991-11-27 | Dipl.-Ing. Dr. Ernst Vogelsang GmbH & Co. KG | Werkzeugblock für das Strangpressen einer Kabelführungsvorrichtung |
| JP2001260205A (ja) * | 2000-03-22 | 2001-09-25 | Shiro Murakami | 押し出し加工用のダイスおよび電線の製造法 |
| US20160001484A1 (en) * | 2013-02-21 | 2016-01-07 | Heinrich Dohmann | Device for producing plastic pipes |
| CN203611444U (zh) * | 2013-12-03 | 2014-05-28 | 扬州赛格线缆有限公司 | 扁形电缆挤塑模头 |
| CN206926226U (zh) * | 2017-04-10 | 2018-01-26 | 讯达康通讯设备(惠州)有限公司 | 一种分流式挤塑机机头装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114474668A (zh) * | 2022-03-03 | 2022-05-13 | 浙江元通线缆制造有限公司 | 三层共挤机头及其生产工艺及采用该工艺生产的线缆 |
| CN114474668B (zh) * | 2022-03-03 | 2024-04-05 | 浙江元通线缆制造有限公司 | 三层共挤机头及其生产工艺及采用该工艺生产的线缆 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4312630A (en) | Heaterless hot nozzle | |
| CA2960741A1 (en) | Injection molding nozzle for manufacturing injection molded components form plastic | |
| CN111516238A (zh) | 一种热流道线缆挤出头 | |
| US6079971A (en) | Injection assembly for a plastic injection mould and method for making the assembly | |
| CN111516239A (zh) | 一种内外嵌合均流式热流道线缆挤出头 | |
| CN216300022U (zh) | 一种不需要额外加热装置的热流道喷嘴 | |
| CN210061937U (zh) | 一种塑料电线电缆挤出成型模具 | |
| CN202826334U (zh) | 一种改良的押出机机头 | |
| CN217169677U (zh) | 线缆生产用三层共挤机头 | |
| CN111516240A (zh) | 一种热流道免烘料自干燥挤出机 | |
| CN210851255U (zh) | 一种钢丝绳用包塑机头 | |
| CN218505103U (zh) | 注塑热流道机构和包括其的注塑机 | |
| CN206201372U (zh) | 注塑成型模具 | |
| CN210758965U (zh) | 一种多头咀侧浇口热流道系统 | |
| CN212826613U (zh) | 一种新型热流道结构 | |
| CN211807572U (zh) | 全热流道滴头模具生产用防漏胶内加热四流道注塑喷嘴 | |
| CN211807728U (zh) | 一机双出线缆护套挤出机头及机构 | |
| CN210415476U (zh) | 一种电缆护套快速降温装置 | |
| CN210880667U (zh) | 一种热流道系统的分流板结构 | |
| CN213035136U (zh) | 一种端面进料的注塑机 | |
| CN210082308U (zh) | 热流道喷嘴 | |
| CN218615319U (zh) | 电缆包覆塑料挤出模具 | |
| CN213564221U (zh) | 可保持线缆包层同轴度的挤塑机机头 | |
| CN111958902A (zh) | 一种汽车仪表盘壳体生产用一次性注塑成型工艺 | |
| CN219114533U (zh) | 一种tpu热硫化模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20200811 |