CN110070985B - 粘结磁体和粘结磁体用混合物的制造方法 - Google Patents
粘结磁体和粘结磁体用混合物的制造方法 Download PDFInfo
- Publication number
- CN110070985B CN110070985B CN201910051553.2A CN201910051553A CN110070985B CN 110070985 B CN110070985 B CN 110070985B CN 201910051553 A CN201910051553 A CN 201910051553A CN 110070985 B CN110070985 B CN 110070985B
- Authority
- CN
- China
- Prior art keywords
- bonded magnet
- mixture
- weight
- thermosetting
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 75
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 34
- 229920005989 resin Polymers 0.000 claims abstract description 69
- 239000011347 resin Substances 0.000 claims abstract description 69
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 69
- 239000000696 magnetic material Substances 0.000 claims abstract description 65
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 45
- 239000000463 material Substances 0.000 claims abstract description 41
- 238000000576 coating method Methods 0.000 claims abstract description 38
- 239000002245 particle Substances 0.000 claims abstract description 38
- 239000011248 coating agent Substances 0.000 claims abstract description 37
- 238000010298 pulverizing process Methods 0.000 claims abstract description 37
- 238000004381 surface treatment Methods 0.000 claims abstract description 29
- 239000008187 granular material Substances 0.000 claims abstract description 23
- 239000006087 Silane Coupling Agent Substances 0.000 claims abstract description 19
- 238000005469 granulation Methods 0.000 claims abstract description 5
- 230000003179 granulation Effects 0.000 claims abstract description 5
- 238000001746 injection moulding Methods 0.000 claims description 67
- 238000001723 curing Methods 0.000 claims description 60
- 230000005415 magnetization Effects 0.000 claims description 30
- 238000000034 method Methods 0.000 claims description 19
- 238000013007 heat curing Methods 0.000 claims description 13
- 238000010438 heat treatment Methods 0.000 claims description 10
- 230000004907 flux Effects 0.000 abstract description 31
- 239000000126 substance Substances 0.000 abstract description 6
- 238000011049 filling Methods 0.000 description 24
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 23
- 239000004677 Nylon Substances 0.000 description 19
- 229920001778 nylon Polymers 0.000 description 19
- 238000002347 injection Methods 0.000 description 18
- 239000007924 injection Substances 0.000 description 18
- 239000003822 epoxy resin Substances 0.000 description 17
- 229920000647 polyepoxide Polymers 0.000 description 17
- 229920005992 thermoplastic resin Polymers 0.000 description 17
- 230000000052 comparative effect Effects 0.000 description 16
- 230000007423 decrease Effects 0.000 description 11
- 239000011259 mixed solution Substances 0.000 description 9
- 238000002156 mixing Methods 0.000 description 9
- 238000000465 moulding Methods 0.000 description 8
- 229920000299 Nylon 12 Polymers 0.000 description 7
- 238000004898 kneading Methods 0.000 description 6
- 239000004014 plasticizer Substances 0.000 description 6
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 6
- BOTDANWDWHJENH-UHFFFAOYSA-N Tetraethyl orthosilicate Chemical compound CCO[Si](OCC)(OCC)OCC BOTDANWDWHJENH-UHFFFAOYSA-N 0.000 description 5
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 4
- -1 glycidoxy group Chemical group 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 2
- LLPKQRMDOFYSGZ-UHFFFAOYSA-N 2-methyl-4-methylimidazole Natural products CC1=CN=C(C)N1 LLPKQRMDOFYSGZ-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 125000000217 alkyl group Chemical group 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229910052761 rare earth metal Inorganic materials 0.000 description 2
- 150000002910 rare earth metals Chemical class 0.000 description 2
- 229910000938 samarium–cobalt magnet Inorganic materials 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 241000894007 species Species 0.000 description 2
- VZXTWGWHSMCWGA-UHFFFAOYSA-N 1,3,5-triazine-2,4-diamine Chemical compound NC1=NC=NC(N)=N1 VZXTWGWHSMCWGA-UHFFFAOYSA-N 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- SGUVLZREKBPKCE-UHFFFAOYSA-N 1,5-diazabicyclo[4.3.0]-non-5-ene Chemical compound C1CCN=C2CCCN21 SGUVLZREKBPKCE-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- VILCJCGEZXAXTO-UHFFFAOYSA-N 2,2,2-tetramine Chemical compound NCCNCCNCCN VILCJCGEZXAXTO-UHFFFAOYSA-N 0.000 description 1
- GQHTUMJGOHRCHB-UHFFFAOYSA-N 2,3,4,6,7,8,9,10-octahydropyrimido[1,2-a]azepine Chemical compound C1CCCCN2CCCN=C21 GQHTUMJGOHRCHB-UHFFFAOYSA-N 0.000 description 1
- UIDDPPKZYZTEGS-UHFFFAOYSA-N 3-(2-ethyl-4-methylimidazol-1-yl)propanenitrile Chemical compound CCC1=NC(C)=CN1CCC#N UIDDPPKZYZTEGS-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- CFBDHJLLNMYTPY-UHFFFAOYSA-N 6-[diethoxy(methyl)silyl]oxyheptane-1,3-diamine Chemical compound NCCC(CCC(C)O[Si](OCC)(OCC)C)N CFBDHJLLNMYTPY-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000004641 Diallyl-phthalate Substances 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 241000192656 Nostoc Species 0.000 description 1
- 229920000007 Nylon MXD6 Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- 229920003233 aromatic nylon Polymers 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 238000000498 ball milling Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 235000010290 biphenyl Nutrition 0.000 description 1
- 239000004305 biphenyl Substances 0.000 description 1
- QUDWYFHPNIMBFC-UHFFFAOYSA-N bis(prop-2-enyl) benzene-1,2-dicarboxylate Chemical compound C=CCOC(=O)C1=CC=CC=C1C(=O)OCC=C QUDWYFHPNIMBFC-UHFFFAOYSA-N 0.000 description 1
- JKJWYKGYGWOAHT-UHFFFAOYSA-N bis(prop-2-enyl) carbonate Chemical compound C=CCOC(=O)OCC=C JKJWYKGYGWOAHT-UHFFFAOYSA-N 0.000 description 1
- QHIWVLPBUQWDMQ-UHFFFAOYSA-N butyl prop-2-enoate;methyl 2-methylprop-2-enoate;prop-2-enoic acid Chemical compound OC(=O)C=C.COC(=O)C(C)=C.CCCCOC(=O)C=C QHIWVLPBUQWDMQ-UHFFFAOYSA-N 0.000 description 1
- 125000001951 carbamoylamino group Chemical group C(N)(=O)N* 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000005347 demagnetization Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 150000001991 dicarboxylic acids Chemical class 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- HDNHWROHHSBKJG-UHFFFAOYSA-N formaldehyde;furan-2-ylmethanol Chemical compound O=C.OCC1=CC=CO1 HDNHWROHHSBKJG-UHFFFAOYSA-N 0.000 description 1
- 239000007849 furan resin Substances 0.000 description 1
- 229940018564 m-phenylenediamine Drugs 0.000 description 1
- 239000006247 magnetic powder Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011812 mixed powder Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- PHQOGHDTIVQXHL-UHFFFAOYSA-N n'-(3-trimethoxysilylpropyl)ethane-1,2-diamine Chemical compound CO[Si](OC)(OC)CCCNCCN PHQOGHDTIVQXHL-UHFFFAOYSA-N 0.000 description 1
- 229910001172 neodymium magnet Inorganic materials 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 229920006295 polythiol Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/059—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
- B22F1/102—Metallic powder coated with organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/0555—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together
- H01F1/0558—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 pressed, sintered or bonded together bonded together
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/059—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2
- H01F1/0596—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and Va elements, e.g. Sm2Fe17N2 of rhombic or rhombohedral Th2Zn17 structure or hexagonal Th2Ni17 structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
- B22F1/052—Metallic powder characterised by the size or surface area of the particles characterised by a mixture of particles of different sizes or by the particle size distribution
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
- B22F1/148—Agglomerating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/20—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by extruding
- B22F2003/208—Warm or hot extruding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/04—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling
- B22F2009/045—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by other means than ball or jet milling
- B22F2009/047—Making metallic powder or suspensions thereof using physical processes starting from solid material, e.g. by crushing, grinding or milling by other means than ball or jet milling by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/40—Intermetallics other than rare earth-Co or -Ni or -Fe intermetallic alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/22—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces for producing castings from a slip
- B22F3/227—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces for producing castings from a slip by organic binder assisted extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/002—Methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
- C22C2202/02—Magnetic
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0257—Making ferrous alloys by powder metallurgy characterised by the range of the alloying elements
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
本发明提供一种残留磁通密度(Br)得以提高的粘结磁体和粘结磁体用混合物的制造方法。本发明涉及一种粘结磁体用混合物的制造方法,其包括:将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆,从而得到被覆物的被覆工序;将上述被覆物压缩而得到造粒物的造粒工序;将上述造粒物粉碎而得到粉碎物的粉碎工序;以及,将上述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序,在上述造粒工序与上述粉碎工序之间包括将上述造粒物热固化而得到固化物的热固化工序,或者,在上述粉碎工序与上述表面处理工序之间包括将上述粉碎物热固化而得到固化物的热固化工序。
Description
技术领域
本发明涉及粘结磁体和粘结磁体用混合物的制造方法。
背景技术
专利文献1中公开了一种粘结磁体的制造方法,其中,将热塑性树脂和SmFeN粒子进行熔融混炼后,进行压缩成形而制作混合物,并进行注射成形。若使用粒径小的3μm的SmFeN来制作粘结磁体,则在注射成形时发生粘度上升而难以成形为粘结磁体。可以考虑增大SmFeN的粒径,提高在树脂中的流动性而实现高填充,但各向异性SmFeN粒子在单磁畴粒径为3μm附近时(专利文献2)、大幅超过3μm时存在不再属于单磁畴、矫顽力降低的问题。
另一方面,专利文献3和4中公开了一种粘结磁体的制造方法,其利用环氧树脂将粒子彼此堆集来制作造粒体。若使用固态的环氧树脂,则粒子难以旋转,因此,在磁场中成形时无法获得高取向性,仅能够获得磁性低的粘结磁体。与此相对,若使用液态的环氧树脂,则粒子容易旋转而在磁场中成形时能够实现高度的取向,能够获得磁性高的粘结磁体。然而,磁性材料与液态的环氧树脂的混合物是糖浆状物,欠缺流动性,因此难以向压缩成形机中填充,缺乏工业实用性。
现有技术文献
专利文献
专利文献1:日本特开2017-43804号公报
专利文献2:日本特开2004-115921号公报
专利文献3:日本特开2000-077220号公报
专利文献4:日本特开2001-068313号公报
发明内容
发明要解决的课题
本发明的目的在于,提供残留磁通密度(Br)得以提高的粘结磁体和粘结磁体用混合物的制造方法。
用于解决课题的方法
本发明的一个方式所述的粘结磁体用混合物的制造方法包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆,从而得到被覆物的被覆工序;
将上述被覆物压缩而得到造粒物的造粒工序;
将上述造粒物粉碎而得到粉碎物的粉碎工序;以及
将上述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序,
在上述造粒工序与上述粉碎工序之间包括将上述造粒物热固化而得到固化物的热固化工序、或者、在上述粉碎工序与上述表面处理工序之间包括将上述粉碎物热固化而得到固化物的热固化工序。
本发明的一个方式所述的粘结磁体的制造方法包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆而得到被覆物的被覆工序;
将上述被覆物压缩而得到造粒物的造粒工序;
将上述造粒物粉碎而得到粉碎物的粉碎工序;
将上述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序;
在上述造粒工序与上述粉碎工序之间包括将上述造粒物热固化而得到固化物的热固化工序、或者、在上述粉碎工序与上述表面处理工序之间包括将上述粉碎物热固化而得到固化物的热固化工序;
将所得粘结磁体用混合物进行取向注射成形的注射成形工序;以及
以25kOe以上的起磁磁场进行起磁的起磁工序。
本发明的另一个方式所述的粘结磁体包含:
平均粒径为10μm以下的磁性材料、Si元素、源自热固性树脂和固化剂的固化物;以及热塑性树脂。
发明的效果
根据上述方式,能够提供残留磁通密度得以提高的粘结磁体用混合物和粘结磁体的制造方法。
附图说明
图1是表示实施例1的粘结磁体的截面照片的图。
图2是表示比较例4的粘结磁体的截面照片的图。
具体实施方式
以下,对本发明的实施方式进行详述。其中,以下所示的实施方式是用于细化本发明的技术思想的一例,本发明并不限定于以下内容。需要说明的是,本说明书中,“工序”这一术语不仅仅是独立的工序,即使在无法与其它工序明确区分的情况下,只要能够实现该工序的期望目的,就包括在本术语内。
本发明的粘结磁体用混合物的制造方法的特征在于,其包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆而得到被覆物的被覆工序;
将上述被覆物压缩而得到造粒物的造粒工序;
将上述造粒物粉碎而得到粉碎物的粉碎工序;以及
将上述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序,
在上述造粒工序与上述粉碎工序之间包括将上述造粒物热固化而得到固化物的热固化工序、或者、在上述粉碎工序与上述表面处理工序之间包括将上述粉碎物热固化而得到固化物的热固化工序。
在被覆工序中,关于热固性树脂与固化剂的配比,以往将固化剂的当量相对于热固性树脂的当量之比设为1左右,但本申请通过设为2以上且10以下的范围,能够利用固化剂的反应性基团(例如在DDS的情况下为氨基)使热固性树脂的反应性基团(例如在环氧树脂的情况下为环氧丙氧基)充分失活,能够使后续制造工序中生成的造粒物、粉碎物、固化物、粘结磁体用混合物具备适度的机械强度。因此,在将热固性树脂的反应性基团已充分失活的粘结磁体用混合物与热塑性树脂混炼而制作注射成形用混合物的情况下,由于热固性树脂的反应性基团与热塑性树脂的反应性基团(例如在尼龙12的情况下为酰胺基)不发生反应,因此,即使使用所得注射成形用混合物进行注射成形时也能够抑制粘度的上升。另外,通过使造粒物、粉碎物、固化物、粘结磁体用混合物具有适度的机械强度,能够抑制它们中的一部分发生溃散而生成小粒子,且能够将粘结磁体用混合物的粒径调整至适度的范围。因此,在注射成形时能够抑制由小粒子导致的粘度上升,且能够提高最终的粘结磁体中的填充率,因此能够提高残留磁通密度。进而,注射成形用混合物包含源自热固性树脂和固化剂的固化物,但它们的固化物因注射成形时的压力而产生裂纹,在树脂与磁性材料之间形成间隙,因此磁性材料容易旋转,从而使取向率变高、残留磁通密度提高。
被覆工序中,将平均粒径为10μm以下的磁性材料用热固性树脂和固化剂被覆从而得到被覆物。被覆方法没有特别限定,根据需要将分散或溶解于有机溶剂的热固性树脂、固化剂、进而固化促进剂用混合器搅拌,从而被覆磁性材料。作为有机溶剂,没有特别限定,可以使用丙酮、甲乙酮、甲苯、二甲苯等。
磁性材料没有特别限定,可列举出SmFeN系、NdFeB系、SmCo系的稀土类磁性材料。其中,从耐热性、不含稀有金属的观点来看,优选为SmFeN系。作为SmFeN系磁性材料,是具备Th2Zn17型的晶体结构,且通式用SmxFe100-x-yNy表示的由稀土类金属Sm、铁Fe和氮N形成的氮化物。此处,优选的是:x为8.1原子%以上且10原子%以下、y为13.5原子%以上且13.9原子%以下、余量主要为Fe。
对于SmFeN磁性材料,可通过日本特开平11-189811号公报公开的方法进行制造。对于NdFeB系磁性材料,可通过国际公开2003/85147号公报公开的HDDR法进行制造。对于SmCo系磁性材料,可通过日本特开平08-260083号公报中公开的方法进行制造。另外,磁性材料可以使用例如通过专利文献1所示的方法用硅烷偶联剂进行表面处理而得的材料。
磁性材料的平均粒径为10μm以下,优选为6μm以下、更优选为4μm以下。若超过10μm,则注射成形用混合物的流动性提高,因此不需要利用热固性树脂来制作造粒物。另外,从退磁特性的方形度的观点出发,所使用的磁性材料的粒径分布优选为单分散。
热固性树脂只要是发生热固化的树脂就没有特别限定,可列举出例如环氧树脂、酚醛树脂、脲树脂、三聚氰胺树脂、胍胺树脂、不饱和聚酯、乙烯基酯树脂、邻苯二甲酸二烯丙酯树脂、聚氨酯树脂、硅酮树脂、聚酰亚胺树脂、醇酸树脂、呋喃树脂、二环戊二烯树脂、丙烯酸类树脂、碳酸烯丙酯树脂等。其中,从机械特性和耐热性的观点出发,优选为环氧树脂。热固性树脂优选为在室温下呈现液态或者溶于溶剂而呈现液态的固体。热固性树脂的含量相对于磁性材料100重量份优选为0.15重量份以上且0.65重量份以下,更优选为0.3重量份以上且0.37重量份以下。若超过0.65重量份,则粘结磁体中的磁性材料的填充率降低,因此,残留磁通密度变低,小于0.15重量份时,造粒物的强度降低,因此,在至注射成形为止的工序中生成粒径小的粒子,成为注射成形时的粘度上升的原因。
固化剂只要是将所选择的热固性树脂进行热固化的固化剂,就没有特别限定,在热固性树脂为环氧树脂的情况下,可列举出例如胺系固化剂、酸酐系固化剂、聚酰胺系固化剂、咪唑系固化剂、酚醛树脂系固化剂、多硫醇树脂系固化剂、多硫化物树脂系固化剂、有机酰肼系固化剂等。作为胺系固化剂,可列举出二氨基二苯基砜、间苯二胺、二氨基二苯基甲烷、二亚乙基三胺、三亚乙基四胺等。
固化剂的配合量通过固化剂的当量相对于热固性树脂的当量之比来调整。固化剂的当量相对于热固性树脂的当量之比优选为2以上且10以下、更优选为5以上且7以下。若当量比超过10,则热固性树脂的比例减少,所得造粒物的强度不足,小于2时,固化剂的反应性基团相对于热固性树脂的反应性基团之比小,因此,热固性树脂的反应性基团残留。在后续的工序中与热塑性树脂混合的情况下,热塑性树脂的反应性基团与残留的热固性树脂的反应性基团发生反应,由此在注射成形时发生粘度上升、粘结磁体的成形变得困难。此处,热固性树脂种的当量是指包含1克当量的反应性基团的树脂克数,固化剂种的当量是指活性氢当量。
相对于磁性材料、热固性树脂和固化剂的总量,热固性树脂和固化剂的总量优选为5.5体积%以上且8.6体积%以下。小于5.5体积%时,造粒物的强度降低,因此,在至注射成形为止的工序中生成粒径小的粒子,成为注射成形时的粘度上升的原因。若超过8.6体积%,则粘结磁体中的磁性材料的填充率降低,因此,残留磁通密度变低。
也可以与热固性树脂和固化剂一同配合固化促进剂。作为固化促进剂,可列举出例如1,8-二氮杂双环[5,4,0]-7-十一碳烯、1,5-二氮杂双环[4,3,0]-5-壬烯、1-氰基乙基-2-乙基-4-甲基咪唑、2-甲基-4-甲基咪唑、三苯基膦、锍盐等。固化促进剂的含量没有特别限定,一般来说,相对于热固性树脂和固化剂的总量,添加0.01重量%以上且10重量%以下。
造粒工序中,将上述被覆物压缩而得到造粒物。压缩方法没有特别限定,利用压缩造粒机等将被覆物用辊等进行压缩后,用造粒机等进行粗碎、整粒,从而得到造粒物。
粉碎工序中,将上述造粒物粉碎而得到粉碎物。粉碎方法没有特别限定,可以使用样品磨、球磨机、捣碎机、研钵、混合器粉碎等。若有需要,也可以用筛等对粉碎物进行分级。粉碎物的平均粒径优选为1000μm以下、更优选为500μm以下。若超过1000μm,则粘结磁体用混合物因制作注射成形用混合物时由混炼机带来的剪切而被粉碎,生成未经利用硅烷偶联进行的表面处理的新生面。这些新生面与热塑性树脂的亲合差,因此,在注射成形时发生粘度上升,粘结磁体无法成形。下限没有特别限定,但优选为30μm以上、更优选为40μm以上、进一步优选为45μm以上。小于30μm时,在注射成形时发生粘度上升,粘结磁体无法成形。
表面处理工序中,通过将粉碎物用硅烷偶联剂进行表面处理,从而制作粘结磁体用混合物。通过将粉碎物用硅烷偶联剂等进行表面处理,磁性材料与树脂的结合性提高,因此能够抑制注射成形时的粘度上升。
表面处理方法没有特别限定,作为硅烷偶联剂,优选通式用X-Si-(OR)n(其中,X为末端具有极性基团的烷基、R是碳数为1以上且3以下的烷基、n为1以上且3以下的整数)表示,且X中的极性基团具有氨基、酰脲基、环氧基、硫醇基、甲基丙烯酰氧基。作为热塑性树脂而使用尼龙树脂时,优选使用具有与尼龙树脂的亲和性高的氨基的偶联剂,特别优选使用3-氨基丙基三甲氧基硅烷、3-氨基丙基三乙氧基硅烷、3-(2-氨基乙基)氨基丙基三甲氧基硅烷、3-(2-氨基乙基)氨基丙基甲基三乙氧基硅烷。
热固性树脂的热固化工序在造粒工序与粉碎工序之间或者粉碎工序与表面处理工序之间进行。其中,可通过热固化来修复因粉碎处理而产生的造粒物表面的热固性树脂的裂痕,因此,优选在粉碎工序与表面处理工序之间进行。热固化温度可根据所使用的热固性树脂的特性来设定,从抑制磁性材料的由热导致的磁劣化、进行热固化的观点出发,优选为60℃以上且250℃以下、更优选为180℃以上且220℃以下。
将所得粘结磁体用混合物与热塑性树脂进行熔融混炼,制作注射成形用混合物。熔融混炼机没有特别限定,可以使用单螺杆混炼机、双螺杆混炼机、混合辊、捏合机、班伯里混合器、啮合型双螺杆挤出机、非啮合双螺杆挤出机等。熔融混炼温度没有特别限定,可根据所使用的热塑性树脂的特性来设定,优选为180℃以上且250℃以下。
热塑性树脂只要是能够注射成形的树脂,就没有特别限定,可列举出例如尼龙树脂(聚酰胺树脂);聚丙烯(PP)、聚乙烯(PE)等聚烯烃;聚酯;聚碳酸酯(PC);聚苯硫醚树脂(PPS);聚醚醚酮(PEEK);聚缩醛(POM);液晶聚合物(LCP)等。作为尼龙树脂,可列举出6尼龙、11尼龙、12尼龙之类的聚内酰胺类;6,6尼龙、6,10尼龙、6,12尼龙之类的二羧酸与二胺的缩合物;6/6,6尼龙、6/6,10尼龙、6/12尼龙、6/6,12尼龙、6/6,10/6,10尼龙、6/6,6/6,12尼龙、6-尼龙/聚醚之类的共聚聚酰胺类;尼龙6T、尼龙9T、尼龙MXD6、芳香族尼龙、非晶质尼龙等。其中,从兼具成形性、机械强度和低吸水率的观点出发,优选为12尼龙。
相对于磁性材料100重量份,热塑性树脂没有特别限定,优选为6.00重量份以上且7.00重量份以下,更优选为6.15重量份以上且6.40重量份以下。若超过7.00重量份,则粘结磁体中的磁性材料的填充率降低,因此,残留磁通密度变低,若小于6.00重量份,则在注射成形时发生粘度上升,有时粘结磁体无法成形。
也可以与热塑性树脂一同配合增塑剂。作为增塑剂,可列举出例如上野树脂株式会社制的EHPB、CEPB、BA-16、NA-18等。增塑剂的配合量没有特别限定,相对于热塑性树脂100重量份,优选为1重量份以上且50重量份以下。
本实施方式的粘结磁体的制造方法的特征在于,包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆而得到被覆物的被覆工序;
将上述被覆物压缩而得到造粒物的造粒工序;
将上述造粒物粉碎而得到粉碎物的粉碎工序;
将上述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序;
在上述造粒工序与上述粉碎工序之间包括将上述造粒物热固化而得到固化物的热固化工序、或者、在上述粉碎工序与上述表面处理工序之间包括将上述粉碎物热固化而得到固化物的热固化工序;
将所得粘结磁体用混合物进行取向注射成形的注射成形工序;以及
以25kOe以上的起磁磁场进行起磁的起磁工序。
被覆工序、造粒工序、粉碎工序、表面处理工序、热固化工序如上所述。
在注射成形工序中,对将粘结磁体用混合物和热塑性树脂进行熔融混炼而得到的注射成形用混合物进行注射成形,一边进行热处理一边用取向磁场齐整易磁化磁畴(取向工序),由此得到已取向的注射成形物。注射成形机的料筒温度只要是注射成形用混合物发生熔融的温度范围即可,从抑制磁性材料的由热导致的磁劣化的观点出发,优选为250℃以下。注射压力只要是能够注射已熔融混合物的压力即可,例如,在将注射成形机的料筒温度设为250℃并向φ10mm的高度7mm的模腔中注射成形的情况下,从成形性的观点出发,优选能够在220MPa以下进行完全填充。取向工序中的热处理温度例如优选为50℃以上且200℃以下,更优选为80℃以上且150℃以下。注射成形工序中的取向磁场的大小可以设为637kA/m(8kOe)以上、优选设为718kA/m(9kOe)以上。另一方面,取向磁场的上限没有特别限定,但可以设为1511kA/m(19kOe)以下、优选设为1194kA/m(15kOe)以下。
在起磁工序中,通过将已取向的注射成形物用起磁磁场进行起磁,从而得到粘结磁体。
作为起磁方法,可列举出脉冲磁场发生方式、静磁场发生方式等。通过本发明的制造方法而得到的注射成形物即使在低起磁磁场中也可充分起磁,能够实现高起磁率。因此,起磁工序中的起磁磁场的大小可以设为1990kA/m(25kOe)以上、优选设为2785kA/m(35kOe)以上。另一方面,起磁磁场的上限没有特别限定,可以设为4777kA/m(60kOe)以下、优选设为3184kA/m(40kOe)以下。
在起磁工序之后,优选包含对已起磁的粘结磁体进行热处理的工序。通过进行热处理,可以抑制粘结磁体的机械强度的降低率。热处理温度优选90℃以上且150℃以下,更优选100℃以上且140℃以下。热处理时间优选50小时以上且2000小时以下,更优选100小时以上且1000小时以下。
本实施方式的粘结磁体的特征在于,其包含平均粒径为10μm以下的磁性材料、Si元素、源自热固性树脂和固化剂的固化物、以及热塑性树脂。
关于平均粒径为10μm以下的磁性材料、源自热固性树脂和固化剂的固化物、以及热塑性树脂的说明如上所述。另外,Si元素源自表面处理工序,关于表面处理如上所述。
粘结磁体中的磁性材料的填充率为93重量%以上。通过设为93重量%以上,残留磁通密度变高。另外,从残留磁通密度的观点出发,磁性材料的填充率优选为64体积%以上。
粘结磁体的磁通的起磁率为98.5%以上,优选为99%以上。通过设为98.5%以上,残留磁通密度变高。此处,起磁率可通过所测定的残留磁通密度除以残留磁通密度的理论值来求出。
在磁性材料为SmFeN系的情况下,粘结磁体的残留磁通密度优选为0.83特斯拉以上,更优选为0.84特斯拉以上。通过设为0.83特斯拉以上,残留磁通密度变高。
实施例
以下,基于实施例来具体说明本发明,但本发明不限定于这些实施例。
实施例和比较例中,使用下述材料。
磁性材料:SmFeN系磁性材料(平均粒径为3μm(粒径分布为单分散)、磁性粉末自身的残留磁通密度Br=1.31T)
硅烷偶联剂:Z-6011(3-氨基丙基三乙氧基硅烷)
环氧树脂:东丽道康宁公司制、联苯型(环氧当量为186g/eq)
固化剂:DDS(二氨基二苯基砜)(活性氢当量为62.0g/eq)
固化促进剂:TPP(三苯基膦)
增塑剂:BA-16、上野制药株式会社制
(实施例1)
被覆物的制作
将SmFeN系磁性材料100重量份用硅酸乙酯1.875重量份和硅烷偶联剂0.4重量份进行表面处理。相对于经表面处理的SmFeN系磁性材料100重量份,将使0.60重量份的环氧树脂、0.44重量份的固化剂、0.002重量份的固化促进剂溶解于4重量份的丙酮并混合而制作的混合溶液用盘式混合机(日文:パンミキサ一)一边滴加至搅拌中的SmFeN系磁性材料一边进行混合搅拌,制作被环氧树脂被覆的被覆物。
粘结磁体用混合物的制作
以所制作的被覆物的丙酮尽可能不挥发的方式,用辊压机(株式会社栗本铁工所制的RCP-100)制作造粒物。将造粒物用样品磨(株式会社DAICEL制)在频率为10Hz的条件下进行粉碎,用网眼为1000μm的筛进行分级,得到粉碎物。将粉碎物用架式干燥机在氮气气氛下以200℃进行6小时固化处理。接着,对于已固化的粉碎物100重量份,用上述硅烷偶联剂0.2重量份进行表面处理,利用架式干燥机在氮气气氛下以120℃实施5小时的干燥,制作粘结磁体用混合物。
注射成形用混合物
相对于粘结磁体用混合物100重量份,混合6.3重量份的聚酰胺12,利用双螺杆混炼机在230℃的环境下进行熔融挤出混炼,得到磁性材料的填充率为93.17重量%(64.85体积%)的注射成形用混合物。
粘结磁体的制作
将注射成形用混合物在料筒温度为250℃、模具温度为90℃、取向磁场为9kOe的环境下进行注射成形,得到直径10mm、高度7mm的试验片型的粘结磁体。注射成形时的注射压力为165MPa。所得粘结磁体利用空芯线圈在60kOe的磁场中起磁,利用BH描绘器进行测定,残留磁通密度(以下记作Br)为0.85T。Br值是与理论值0.85T相同的值,起磁率为100.0%。另外,将所得粘结磁体的截面SEM照片示于图1。根据图1可确认:在磁性材料与树脂之间存在间隙。
(实施例2)
制作使0.50重量份的环氧树脂、0.55重量份的固化剂、0.002重量份的固化促进剂溶解于相当于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.16重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为160MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例3)
制作使0.43重量份的环氧树脂、0.63重量份的固化剂、0.002重量份的固化促进剂溶解于相当于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.15重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为152MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例4)
制作使0.37重量份的环氧树脂、0.69重量份的固化剂、0.002重量份的固化促进剂溶解于相当于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.15重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为140MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例5)
制作使0.30重量份的环氧树脂、0.78重量份的固化剂、0.002重量份的固化促进剂溶解于相当于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.14重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为132MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例6)
制作使0.27重量份的环氧树脂、0.81重量份的固化剂、0.002重量份的固化促进剂溶解于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.14重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为162MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例7)
制作使0.23重量份的环氧树脂、0.85重量份的固化剂、0.002重量份的固化促进剂溶解于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.13重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为185MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(实施例8)
对于经偶联处理的粘结磁体用混合物100重量份,混合4.4重量份的聚酰胺12和1.9重量份的增塑剂从而得到树脂混合粉,除此之外,与实施例1同样地进行,得到磁性材料的填充率为93.17重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为100MPa、残留磁通密度Br为0.85T的粘结磁体。Br值是与理论值0.85T相同的值,起磁率为100.0%。
(比较例1)
将SmFeN系磁性材料用硅酸乙酯和硅烷偶联剂进行表面处理。相对于经表面处理的SmFeN系磁性材料100重量份,混合8.2重量份的聚酰胺12,利用双螺杆混炼机以230℃进行熔融挤出混炼,得到磁性材料的填充率为92.42重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为140MPa、残留磁通密度Br为0.81T的粘结磁体。Br值是与理论值0.81T相同的值,起磁率为100.0%。
(比较例2)
将SmFeN系磁性材料用硅酸乙酯和硅烷偶联剂进行表面处理。相对于经表面处理的SmFeN系磁性材料100重量份,混合7.8重量份的聚酰胺12,利用双螺杆混炼机以230℃进行熔融挤出混炼,得到填充率为92.76重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为220MPa、残留磁通密度Br为0.81T的粘结磁体。Br值是比理论值0.825T低的值,起磁率为98.1%。
(比较例3)
将SmFeN系磁性材料用硅酸乙酯和硅烷偶联剂进行表面处理。相对于经表面处理的SmFeN系磁性材料100重量份,混合7.5重量份的聚酰胺12,利用双螺杆混炼机以230℃进行熔融挤出混炼,得到填充率为93.02重量%的注射成形用的混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
(比较例4)
将SmFeN系磁性材料用硅酸乙酯和硅烷偶联剂进行表面处理。相对于经表面处理的SmFeN系磁性材料100重量份,混合5.1重量份的聚酰胺12和1.9重量份的增塑剂,利用双螺杆混炼机以230℃进行熔融挤出混炼,得到填充率为93.46重量%的注射成形用混合物。与实施例1同样地进行注射成形时,得到注射压力为90MPa、残留磁通密度Br=0.825T的粘结磁体。Br值显示比理论值0.852T低的值,起磁率为96.8%。另外,将所得粘结磁体的截面SEM照片示于图2。根据图2确认不到磁性材料与树脂之间存在间隙。
(比较例5)
制作使0.75重量份的环氧树脂、0.28重量份的固化剂、0.002重量份的固化促进剂溶解于相当于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到填充率为93.18重量%的注射成形用混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
(比较例6)
使用将0.67重量份的环氧树脂、0.37重量份的固化剂、0.002重量份的固化促进剂溶解于4重量份的丙酮并混合而得的混合溶液,除此之外,与实施例1同样地进行,得到填充率为93.18重量%的注射成形用混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
(比较例7)
在实施例1中,未进行利用辊压机来获得造粒物的造粒工序,制作经固化处理的环氧树脂被覆SmFeN系磁性材料粉,除此之外,与实施例1同样地进行,得到填充率为93.17重量%的注射成形用混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
(比较例8)
在实施例1中,未进行粉碎工序和分级工序,制作经固化处理的SmFeN系磁性造粒物,除此之外,与实施例1同样地进行,得到填充率为93.17重量%的注射成形用混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
(比较例9)
在实施例1中,所得已固化的粉碎物未用硅烷偶联剂进行表面处理,除此之外,与实施例1同样地进行,得到填充率为93.17重量%的注射成形用混合物。与实施例1同样地进行注射成形时,无法完全填充至模具内,无法获得成形品。
将实施例1~8和比较例1~9的配合组成和评价结果示于表1。
[表1]

使用实施例5和比较例1中制作的粘结磁体用混合物,利用实施例1中记载的方法将取向试验片型的粘结磁体进行注射成形,改变起磁磁场的大小来进行起磁。将起磁磁场强度和起磁率的实验结果示于表2。若将比较例1的粘结磁体用混合物进行注射成形,则在25kOe的起磁磁场中仅84%发生起磁。另一方面,若将实施例5的本申请的粘结磁体用混合物进行注射成形,则在相同的25kOe的起磁磁场中95%发生了起磁。
[表2]

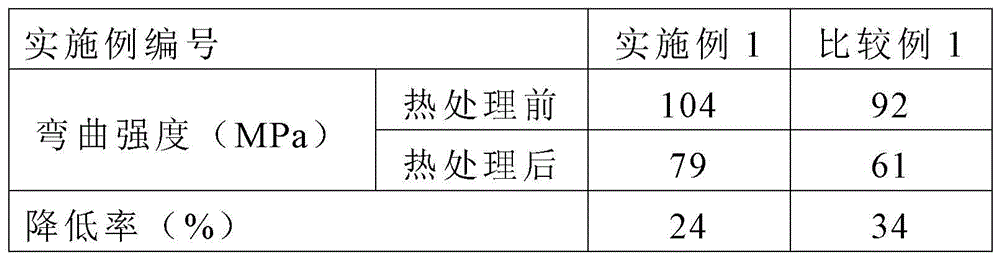
将实施例1和比较例1中制作的粘结磁体放入调温至135℃的烘箱中500小时,暴露在大气中进行热处理,得到经热处理的粘结磁体。对于热处理后的粘结磁体,使用多用途强度试验机测定弯曲强度,计算相对于热处理前的强度的降低率。评价结果示于表3。可知实施例1的粘结磁体与比较例1的粘结磁体相比,即使进行热处理,弯曲强度也高,弯曲强度的降低率也小。
[表3]
产业上的可利用性
根据本发明的粘结磁体用混合物的制造方法,能够制造残留磁通密度(Br)得以提高的粘结磁体。所得的粘结磁体具有高磁特性,因此可作为复合材料和粘结磁体而适合地用于发动机等用途。
附图标记说明
1:间隙
Claims (14)
1.一种粘结磁体用混合物的制造方法,其包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆,从而得到被覆物的被覆工序;
将所述被覆物压缩而得到造粒物的造粒工序;
将所述造粒物粉碎而得到粉碎物的粉碎工序;以及
将所述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序,
在所述造粒工序与所述粉碎工序之间包括将所述造粒物热固化而得到固化物的热固化工序、或者、在所述粉碎工序与所述表面处理工序之间包括将所述粉碎物热固化而得到固化物的热固化工序。
2.根据权利要求1所述的粘结磁体用混合物的制造方法,其中,在所述被覆工序中,相对于磁性材料100重量份,混合0.15重量份以上且0.65重量份以下的热固性树脂。
3.根据权利要求1或2所述的粘结磁体用混合物的制造方法,其中,在所述粉碎工序与所述表面处理工序之间进行将所述粉碎物热固化的热固化工序。
4.根据权利要求1或2所述的粘结磁体用混合物的制造方法,其中,所述粉碎物的平均粒径为1000μm以下。
5.根据权利要求3所述的粘结磁体用混合物的制造方法,其中,所述粉碎物的平均粒径为1000μm以下。
6.一种粘结磁体用混合物,其利用权利要求1~5中任一项所述的制造方法进行制造。
7.一种粘结磁体的制造方法,其包括:
将平均粒径为10μm以下的磁性材料用热固性树脂和相对于热固性树脂的当量的当量比为2以上且10以下的固化剂被覆,从而得到被覆物的被覆工序;
将所述被覆物压缩而得到造粒物的造粒工序;
将所述造粒物粉碎而得到粉碎物的粉碎工序;
将所述粉碎物用硅烷偶联剂处理而得到粘结磁体用混合物的表面处理工序;
在所述造粒工序与所述粉碎工序之间将所述造粒物热固化而得到固化物的热固化工序、或者、在所述粉碎工序与所述表面处理工序之间将所述粉碎物热固化而得到固化物的热固化工序;
将所得粘结磁体用混合物进行取向注射成形的注射成形工序;以及
以25kOe以上的起磁磁场进行起磁的起磁工序。
8.根据权利要求7所述的粘结磁体的制造方法,其中,在所述被覆工序中,相对于磁性材料100重量份,混合0.15重量份以上且0.65重量份以下的热固性树脂。
9.根据权利要求7或8所述的粘结磁体的制造方法,其中,在所述粉碎工序与所述表面处理工序之间进行将所述粉碎物热固化的热固化工序。
10.根据权利要求7或8所述的粘结磁体的制造方法,其中,所述粉碎物的平均粒径为1000μm以下。
11.根据权利要求9所述的粘结磁体的制造方法,其中,所述粉碎物的平均粒径为1000μm以下。
12.根据权利要求7或8所述的粘结磁体的制造方法,其中,在所述起磁工序之后,还包含对起磁后的粘结磁体进行热处理的工序。
13.根据权利要求9所述的粘结磁体的制造方法,其中,在所述起磁工序之后,还包含对起磁后的粘结磁体进行热处理的工序。
14.根据权利要求10所述的粘结磁体的制造方法,其中,在所述起磁工序之后,还包含对起磁后的粘结磁体进行热处理的工序。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018008182 | 2018-01-22 | ||
| JP2018-008182 | 2018-01-22 | ||
| JP2018-204193 | 2018-10-30 | ||
| JP2018204193 | 2018-10-30 | ||
| JP2018234475A JP6780693B2 (ja) | 2018-01-22 | 2018-12-14 | ボンド磁石およびボンド磁石用コンパウンドの製造方法 |
| JP2018-234475 | 2018-12-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110070985A CN110070985A (zh) | 2019-07-30 |
| CN110070985B true CN110070985B (zh) | 2022-11-22 |
Family
ID=65138840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201910051553.2A Active CN110070985B (zh) | 2018-01-22 | 2019-01-18 | 粘结磁体和粘结磁体用混合物的制造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US11440091B2 (zh) |
| EP (1) | EP3514807B1 (zh) |
| JP (1) | JP7502137B2 (zh) |
| CN (1) | CN110070985B (zh) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111951904B (zh) * | 2020-02-03 | 2021-04-06 | 苏州鸿凌达电子科技有限公司 | 基于碳纤维的微观结构量化与性能检测方法 |
| US20220157520A1 (en) * | 2020-11-18 | 2022-05-19 | Nichia Corporation | Compound for bonded magnet, bonded magnet, method of producing same, and resin composition for bonded magnets |
| JP7052930B1 (ja) * | 2021-04-19 | 2022-04-12 | 昭和電工マテリアルズ株式会社 | モノマー組成物、成形体、ボンド磁石、及び圧粉磁心 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4983231A (en) * | 1988-05-25 | 1991-01-08 | Daihachi Chemical Industry Co., Ltd. | Coated magnetic powder and a bonded permanent magnet composition containing the same |
| JPH05234727A (ja) * | 1992-02-26 | 1993-09-10 | Asahi Chem Ind Co Ltd | 希土類系の磁性材樹脂複合材料 |
| JPH05315116A (ja) * | 1992-05-01 | 1993-11-26 | Asahi Chem Ind Co Ltd | 希土類系磁性材樹脂複合材料 |
| JPH08167512A (ja) * | 1994-12-12 | 1996-06-25 | Sumitomo Metal Mining Co Ltd | 樹脂結合型磁石用組成物及び樹脂結合型磁石 |
| CN1167989A (zh) * | 1995-10-18 | 1997-12-17 | 精工爱普生株式会社 | 稀土类粘结磁体和稀土类粘结磁体用组合物 |
| CN102360653A (zh) * | 2011-06-08 | 2012-02-22 | 北矿磁材科技股份有限公司 | 一种压延各向异性柔性稀土粘结磁体及其制造方法 |
| CN104361989A (zh) * | 2014-12-03 | 2015-02-18 | 湖南航天磁电有限责任公司 | 一种大尺寸高密度粘结永磁体的制备方法 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS50599A (zh) * | 1973-05-09 | 1975-01-07 | ||
| JPS58171802A (ja) | 1982-04-02 | 1983-10-08 | Sumitomo Bakelite Co Ltd | 強磁性樹脂組成物 |
| US5140068A (en) * | 1990-04-27 | 1992-08-18 | The B. F. Goodrich Company | Epoxy resin systems modified with low viscosity statistical monofunctional reactive polymers |
| JPH0427102A (ja) | 1990-05-23 | 1992-01-30 | Sumitomo Metal Mining Co Ltd | 樹脂磁石及びその製造方法 |
| JPH0487304A (ja) | 1990-07-31 | 1992-03-19 | Sankyo Seiki Mfg Co Ltd | 希土類ボンド磁石の製造方法 |
| JPH04368102A (ja) * | 1991-06-14 | 1992-12-21 | Tdk Corp | 焼結磁石およびその製造方法、磁石粉末およびその製造方法、樹脂ボンディッド磁石ならびに金属ボンディッド磁石 |
| JPH05234728A (ja) * | 1992-02-26 | 1993-09-10 | Asahi Chem Ind Co Ltd | 熱硬化型の磁性材樹脂複合材料 |
| JP3380870B2 (ja) * | 1993-03-04 | 2003-02-24 | 大同特殊鋼株式会社 | 希土類磁石の製造方法 |
| JP3505261B2 (ja) | 1995-03-17 | 2004-03-08 | 株式会社三徳 | Sm−Co系永久磁石材料、永久磁石及びその製造法 |
| JPH09190909A (ja) | 1995-11-10 | 1997-07-22 | Sumitomo Special Metals Co Ltd | R−t−n系永久磁石粉末および異方性ボンド磁石の製造方法 |
| JPH11241104A (ja) | 1997-12-25 | 1999-09-07 | Nichia Chem Ind Ltd | Sm−Fe−N系合金粉末及びその製造方法 |
| JP3698538B2 (ja) | 1997-12-25 | 2005-09-21 | 日亜化学工業株式会社 | 合金粉末の製造方法 |
| JP2004115921A (ja) | 1997-12-25 | 2004-04-15 | Nichia Chem Ind Ltd | Sm−Fe−N系合金粉末及びその製造方法 |
| JP2000077220A (ja) | 1998-08-28 | 2000-03-14 | Sankyo Seiki Mfg Co Ltd | 希土類磁石の造粒粉末及びその製造方法、並びにそれらを用いた樹脂ボンド磁石及びその製造方法 |
| JP4138103B2 (ja) * | 1998-10-14 | 2008-08-20 | 矢崎総業株式会社 | ボックスの取付構造 |
| JP2000348922A (ja) * | 1999-03-30 | 2000-12-15 | Hitachi Metals Ltd | 希土類ボンド磁石 |
| JP2001068313A (ja) | 1999-08-24 | 2001-03-16 | Daido Steel Co Ltd | 異方性磁石粉末コンパウンド、その製造方法およびそれを使用した異方性ボンド磁石の製造方法 |
| WO2001099127A2 (en) * | 2000-06-19 | 2001-12-27 | The University Of Iowa Research Foundation | Coated metallic particles, methods and applications |
| JP2002231548A (ja) | 2001-02-01 | 2002-08-16 | Bridgestone Corp | 磁石組成物とその製造方法 |
| JP4166478B2 (ja) * | 2002-01-28 | 2008-10-15 | 日亜化学工業株式会社 | 希土類鉄窒素系磁性粉末の製造方法 |
| WO2003085683A1 (fr) * | 2002-04-09 | 2003-10-16 | Aichi Steel Corporation | Aimant agglomere anisotrope de terre rare composite, compose pour un aimant agglomere anisotrope de terre rare composite, et procede de preparation de ce dernier |
| WO2003085147A1 (fr) | 2002-04-09 | 2003-10-16 | Aichi Steel Corporation | Alliage utilise dans un aimant lie, poudre d'aimant isotrope et anisotrope et son procede de production, et aimant lie |
| US7390579B2 (en) * | 2003-11-25 | 2008-06-24 | Magnequench, Inc. | Coating formulation and application of organic passivation layer onto iron-based rare earth powders |
| JP4552090B2 (ja) * | 2007-10-12 | 2010-09-29 | ミネベア株式会社 | 希土類ボンド磁石、及びその製造方法 |
| JP2010114333A (ja) * | 2008-11-10 | 2010-05-20 | Daido Electronics Co Ltd | ボンド磁石の製造方法 |
| US8852840B2 (en) * | 2009-03-31 | 2014-10-07 | Toda Kogyo Corporation | Magnetic composite particles, magnetic carrier and developer |
| JP5315116B2 (ja) | 2009-04-08 | 2013-10-16 | 住電朝日精工株式会社 | 電線接続用の雌コネクタ |
| JP2010245416A (ja) * | 2009-04-09 | 2010-10-28 | Daido Electronics Co Ltd | 直流リアクトル用ボンド磁石およびその製造方法ならびにボンド磁石用原料粉末 |
| JP2011119385A (ja) * | 2009-12-02 | 2011-06-16 | Sumitomo Metal Mining Co Ltd | 希土類元素を含む鉄系磁石合金粉、およびその製造方法、得られるボンド磁石用樹脂組成物、ボンド磁石、並びに圧密磁石 |
| JP2012199462A (ja) * | 2011-03-23 | 2012-10-18 | Aichi Steel Works Ltd | 希土類ボンド磁石、希土類磁石粉末とその製造方法および希土類ボンド磁石用コンパウンド |
| JP6437203B2 (ja) | 2014-02-10 | 2018-12-12 | 日立化成株式会社 | 希土類ボンド磁石用コンパウンド、希土類ボンド磁石及び希土類ボンド磁石の製造方法 |
| JP6606920B2 (ja) | 2015-08-26 | 2019-11-20 | 日亜化学工業株式会社 | 表面処理された希土類系磁性粉末及びその製造方法並びにボンド磁石及びその製造方法 |
| JP2018008182A (ja) | 2016-07-11 | 2018-01-18 | オルガノ株式会社 | 逆浸透膜を用いる水処理方法、および逆浸透膜におけるシリカの阻止率向上剤 |
| JP6814098B2 (ja) | 2017-05-31 | 2021-01-13 | 日精株式会社 | ビル内エレベーター式機械駐車装置 |
-
2019
- 2019-01-18 CN CN201910051553.2A patent/CN110070985B/zh active Active
- 2019-01-18 US US16/251,956 patent/US11440091B2/en active Active
- 2019-01-21 EP EP19152690.4A patent/EP3514807B1/en active Active
-
2020
- 2020-09-30 JP JP2020165419A patent/JP7502137B2/ja active Active
-
2022
- 2022-07-28 US US17/815,792 patent/US20220362843A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4983231A (en) * | 1988-05-25 | 1991-01-08 | Daihachi Chemical Industry Co., Ltd. | Coated magnetic powder and a bonded permanent magnet composition containing the same |
| JPH05234727A (ja) * | 1992-02-26 | 1993-09-10 | Asahi Chem Ind Co Ltd | 希土類系の磁性材樹脂複合材料 |
| JPH05315116A (ja) * | 1992-05-01 | 1993-11-26 | Asahi Chem Ind Co Ltd | 希土類系磁性材樹脂複合材料 |
| JPH08167512A (ja) * | 1994-12-12 | 1996-06-25 | Sumitomo Metal Mining Co Ltd | 樹脂結合型磁石用組成物及び樹脂結合型磁石 |
| CN1167989A (zh) * | 1995-10-18 | 1997-12-17 | 精工爱普生株式会社 | 稀土类粘结磁体和稀土类粘结磁体用组合物 |
| CN102360653A (zh) * | 2011-06-08 | 2012-02-22 | 北矿磁材科技股份有限公司 | 一种压延各向异性柔性稀土粘结磁体及其制造方法 |
| CN104361989A (zh) * | 2014-12-03 | 2015-02-18 | 湖南航天磁电有限责任公司 | 一种大尺寸高密度粘结永磁体的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11440091B2 (en) | 2022-09-13 |
| US20190224747A1 (en) | 2019-07-25 |
| JP2020205455A (ja) | 2020-12-24 |
| EP3514807A1 (en) | 2019-07-24 |
| JP7502137B2 (ja) | 2024-06-18 |
| EP3514807B1 (en) | 2021-09-15 |
| CN110070985A (zh) | 2019-07-30 |
| US20220362843A1 (en) | 2022-11-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220362843A1 (en) | Methods of producing bonded magnet and compound for bonded magnets | |
| JP7518397B2 (ja) | ボンド磁石用添加剤およびボンド磁石用コンパウンドの製造方法 | |
| US11823823B2 (en) | Ferrite particles for bonded magnets, resin composition for bonded magnets, and molded product using the same | |
| EP2983178B1 (en) | Ferrite particle powder for bonded magnet, resin composition for bonded magnet, and molded body using same | |
| EP3202717B1 (en) | Ferrite particle powder for bonded magnets, resin composition for bonded magnets, and molded article using same | |
| JP6780693B2 (ja) | ボンド磁石およびボンド磁石用コンパウンドの製造方法 | |
| US9691528B2 (en) | Ferrite particles for bonded magnets, resin composition for bonded magnets, and molded product using the same | |
| CN116031055A (zh) | 稀土磁粉的表面处理方法、注塑稀土磁材料及其制备方法 | |
| JP7567598B2 (ja) | 造粒粉末、コンパウンド、成形体、及びボンド磁石 | |
| WO2023120184A1 (ja) | ボンド磁石用樹脂組成物ならびにそれを用いたボンド磁石 | |
| US20160027567A1 (en) | Manufacturing Method for Bonded Magnet and Motor Using the Magnet | |
| CN117981019A (zh) | 粘结磁铁用树脂组合物及使用该粘结磁铁用树脂组合物的成型体 | |
| Li et al. | Liquid coated melt-spun Nd–Fe–B powders for bonded magnets | |
| JPH06302418A (ja) | ボンド型永久磁石およびその製造方法 | |
| JP2000021615A (ja) | ボンド磁石用組成物、およびボンド磁石 | |
| JP2005236225A (ja) | ボンド磁石用のコンパウンドおよび希土類ボンド磁石 | |
| JP2019067957A (ja) | ボンド磁石とボンド磁石用組成物 | |
| JPH10112405A (ja) | 希土類ボンド磁石およびその製造方法 | |
| JPH06151128A (ja) | ボンド磁石用配合物 | |
| JPH01194305A (ja) | 極異方性ボンド磁石とその製造方法 | |
| JP2000182815A (ja) | 異方性ボンド磁石粉末の製造方法及び異方性ボンド磁石粉末並びに異方性ボンド磁石 | |
| JPS62274706A (ja) | 樹脂磁石成形材料の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |