CN102107566B - 纸摞运送装置 - Google Patents
纸摞运送装置 Download PDFInfo
- Publication number
- CN102107566B CN102107566B CN2010105863146A CN201010586314A CN102107566B CN 102107566 B CN102107566 B CN 102107566B CN 2010105863146 A CN2010105863146 A CN 2010105863146A CN 201010586314 A CN201010586314 A CN 201010586314A CN 102107566 B CN102107566 B CN 102107566B
- Authority
- CN
- China
- Prior art keywords
- paper
- mentioned
- piled
- clamping conveyer
- clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C1/00—Collating or gathering sheets combined with processes for permanently attaching together sheets or signatures or for interposing inserts
- B42C1/12—Machines for both collating or gathering and permanently attaching together the sheets or signatures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/48—Delivering or advancing articles from machines; Advancing articles to or into piles by tables arranged to be tilted to cause sliding of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H31/00—Pile receivers
- B65H31/30—Arrangements for removing completed piles
- B65H31/3009—Arrangements for removing completed piles by dropping, e.g. removing the pile support from under the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H37/00—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations
- B65H37/04—Article or web delivery apparatus incorporating devices for performing specified auxiliary operations for securing together articles or webs, e.g. by adhesive, stitching or stapling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4226—Delivering, advancing piles
- B65H2301/42261—Delivering, advancing piles by dropping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/438—Finishing
- B65H2301/4381—Bringing a cover
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/30—Other features of supports for sheets
- B65H2405/35—Means for moving support
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Pile Receivers (AREA)
Abstract
本发明涉及一种纸摞运送装置,其为纸摞的夹持运送装置,其包括:盘机构,该盘机构按照基本水平姿势装载来自排纸通路的纸;第1夹持运送机构,该第1夹持运送机构沿规定方向送出该盘机构上的纸摞;第2夹持运送机构,该第2夹持运送机构将来自该第1夹持运送机构的基本水平姿势的纸摞旋转到垂直姿势;后处理机构,该后处理机构对来自该第2夹持运送机构的纸端缘进行后处理;其特征在于:上述第1夹持运送机构按照通过持握纸摞的夹具部件,沿上述盘机构送出纸摞的方式构成;上述第2夹持运送机构按照通过持握纸摞的夹具部件,使纸摞旋转规定角度,以基本垂直姿势,将该纸摞传送到上述后处理机构的方式构成。
Description
本发明是2006年6月14日申请的发明名称为“纸摞运送装置和装订装置”的第200610087290.3号发明专利申请的分案申请。
技术领域
本发明涉及打印机、印刷机、复印机等的成像装置的后处理装置,本发明涉及将通过成像装置印刷的纸装载于盘上,按照页顺序呈摞状将其对齐,将该摞状的纸订在一起,装订成册状的装订系统中的纸摞运送装置和采用它的装订装置。
背景技术
一般,这种装置作为打印机、印刷机等的成像装置的终端装置,广泛地用作按照页的方式将进行了图像形成的纸重叠,呈册状对齐,然后对其端面进行上浆,装订在封面纸上的装订系统。
特别是人们知道有下述的系统,其中,作为需求出版(ondemand),对规定的信息进行印刷处理,自动地对其装裱,进行装订,然后切割纸端缘,同时呈规定的册状进行印刷和后处理。
作为这样的系统,比如,在专利文献1的JP特开2004-209869号文献中,从该排纸口接收从成像装置输出的纸,导向到排纸通路,装载接纳于设置在该排纸通路的底侧的盘上,使堆叠于该盘上的纸摞旋转90度,按照纵向姿势将其导向上浆装置,进行上浆处理。
接着,将进行了上浆处理的纸摞,与从设置于排纸通路的嵌入件供给的封面纸一起折叠,进行粘接。
如果切割在该粘接后的纸摞中的未上浆的端面,对其进行修边,则呈册状对仅仅装好封面的纸摞进行处理,将其收集于接纳叠式存贮器中。
像这样,像过去的专利文献1中公开的那样,人们知道有下述的系统装置,其从成像装置沿基本水平方向,将纸摞收集于姿势的盘中,在该盘上按照正确的姿势,将各纸的端面对准(对齐),形成纸摞,使该纸摞旋转90度,按照垂直姿势进行上浆,然后,将封面纸合体装订,通过设置于其下方的切割装置,对其进行修边。
因此,为了将这样的呈摞状装载的一系列的纸传送到上浆等的后续的处理步骤,人们考虑各种方法。
首先,第1种涉及下述方法,在该方法中,从上下通过一对辊,将纸摞强力地夹持,在该状态使该辊旋转,将其传送到规定位置,其特征在于机构可简单而低价格地构成。
在通过反面辊对进行夹紧时,具有纸摞散乱,纸端缘不齐的问题。
具有下述的方法,其中,通过夹持机构,从上下夹持装载于盘上的纸摞,将其从盘运送到下一步骤的处理位置的方法。
纸摞通过夹持机构夹紧,以较大程度散乱,纸端缘不齐的情况较少。
具有为了在对反面纸摞进行夹持的状态,运送到规定位置,夹持机构的运送机构复杂的问题。
通常,夹持机构设置有足以在纸摞的上下保持纸摞的尺寸的按压部件,以开闭方式驱动按压部件,夹紧纸摞,而为了以使纸摞不散乱的方式进行夹紧,增强夹紧压力,因此,必须加大驱动装置。
这样的夹持机构必须从进行装载的盘,到下一步骤的处理位置,通过导向机构进行导向。
在该导向机构比如,像装订装置那样,从基本水平姿势的盘位置传送到基本垂直姿势的上浆位置的场合,传送用的运动轨迹复杂。
该导向机构在上面所列的专利文献1中未公开,但其包括导向件,为了将纸摞从水平姿势,偏转到垂直姿势,进行传送,该导向件复杂;支承该导向件的装置支架的结构也复杂。
像专利文献1那样,在旋转从盘中沿基本水平方向抽出的纸摞,使其姿势偏转的场合,在排纸通路和盘之间必须要求旋转用的区域,导致装置整体尺寸的增加。
像上述那样,在以垂直姿势通过夹持机构传送纸摞时,持握力由夹持部件的尺寸和夹持压力确定,具有在运送过程中,摞姿势倾斜,或纸掉落等的问题,为了防止该问题,必须增加夹具部件的面积,另外,必须增加夹持压力,但是,在纸摞在从像JISB6尺寸那样小尺寸的类型,到像JISA3尺寸那样的大尺寸的纸的场合,夹持面积有限,另外,具有为了增加夹持压力,电动机、促动器等的驱动源的尺寸增加和电力高的问题。
本发明的课题在于提供一种装订装置,该装订装置在通过夹持机构的夹具部件传送纸摞时,纸摞不倾斜,或不散乱,另外,在于纸摞的端缘上接合封面纸时,纸摞不歪斜,或不起皱,另外,接合封面纸之后的相互吻合等的装订处理可在确实不损害美观的情况下进行。
本发明的课题在于提供一种纸摞运送装置,针对每个盘,使将呈摞状装载纸进行整齐和对齐处理的盘部件移动到与装载位置以规定量在下方离开的下降位置,由此,可确保后续的纸摞的旋转区域,同时,在不使纸摞散乱的情况下,进行规定的后处理。由此,可以小型的尺寸,紧凑地构成装置。
本发明的课题在于提供一种纸摞运送装置,其中,可在沿规定方向旋转纸摞的过程中,纸摞不散乱,保持整齐,对其的端缘进行后处理。
本发明的课题在于提供一种纸摞运送装置,其从呈摞状堆叠而对齐纸的盘位置,到下一步骤的处理位置,夹持纸摞,摞不散乱,另外,纸摞不产生弯边等的作废损伤,另外,运送机构较简单。
另外,本发明的课题在于提供一种装订装置,其在通过夹具部件传送纸摞时,纸摞不倾斜,或不散乱,此外,在将封面纸与纸摞的端缘接合时,纸摞不歪斜,不起皱,还有,接合封面纸之后的吻合等的装订处理可在确实不损害美观的情况下进行。
发明内容
为了解决上述课题,本发明采用下述的方案。
技术方案1所述的发明涉及一种纸摞运送装置,该纸摞运送装置包括排纸通路,该排纸通路从排纸口,依次送出纸;盘机构,该盘机构基本水平地设置于上述排纸口的下方,依次装载纸;夹持运送机构,该夹持运送机构设置于上述排纸通路的下方,按照规定角度,旋转从上述盘机构运送的纸摞,使其偏转到基本垂直姿势;后处理机构,该后处理机构设置于上述夹持运送机构的下方,对通过上述夹持运送机构偏转的纸摞进行后处理,上述盘机构按照可在从排纸口堆叠纸的纸装载位置和相对该纸装载位置,规定量下方的纸摞送出位置之间升降的方式构成。
该盘机构包括将该盘机构下降到上述纸摞送出位置的驱动机构,上述夹持运送机构将从该送出位置的盘机构接收的纸摞按照规定角度旋转,以基本垂直姿势,将其传送到上述后处理位置。
由此,由于设置于排纸通路的下方的盘机构、旋转来自该盘机构的纸摞而使姿势偏转的夹持运送机构、设置于该夹持运送机构的下方的后处理机构按照规定量向下方移动盘机构,然后将其传送到夹持机构,通过该夹持运送机构对其旋转,故可沿上下方向,使装置的整体尺寸减小,可解决上述课题。
在此场合,夹持运送机构可采用下述的方案,其中,比如,像后述的实施例那样,通过第1、第2机构构成,通过该第2夹持运送机构,旋转纸摞,盘机构按照确保该纸摞的旋转区域的程度,设定装载位置和送出位置的间距。
技术方案2所述的发明涉及技术方案1所述的方案,其中,持握装载的纸摞的纸摞排出机构通过与该盘机构分离的组件设置于上述盘机构中,该纸摞排出机构伴随上述盘机构,从纸装载位置下降到纸摞送出位置,在上述纸摞送出位置,与上述盘机构分离,将纸摞转交而运送到上述夹持运送机构。
该纸摞排出机构可采用像后述的实施例所示的第1夹持运送机构那样,与盘组332同时地下降的上夹具403和下夹具404的结构。
技术方案3所述的发明涉及技术方案2所述的方案,其中,设置于上述盘机构上,持握该盘机构上的纸摞的纸摞排出机构包括持握纸摞的夹具部件;基本垂直方向的第1导向部件,该第1导向部件以可在上述盘机构的纸装载位置和下降位置之间移动的方式支承该夹具部件;基本水平方向的第2导向部件,该第2导向部件按照将纸摞传送到上述旋转夹持运送机构的方式将该夹具部件导向到下降位置。
该第1导向部件可采用可滑动地通过导轨(图中未示出)支承后述的实施例的活动架410的结构,另外,第2导向部件可采用导轨408的结构。
技术方案4所述的发明涉及技术方案1所述的方案,其中,上述夹持运送机构在上述排纸通路的下方,具有按照规定角度使纸摞偏转的纸旋转区域,上述纸旋转区域通过朝向上述盘机构的上述纸送出位置的下降而形成。
因此,盘机构按照考虑最大尺寸的纸的旋转轨迹,在排纸通路的下方,确保该旋转区域的方式设定纸摞送出位置。
技术方案5所述的发明涉及技术方案3所述的方案,其中,在上述盘机构上,设置有翼状的纸端支承机构,该纸端支承机构在纸摞中的相对的左右侧缘分别向盘外方突出,支承纸侧缘,上述纸端支承机构按照可在卡合支承纸的位置和已退出的退出位置之间移动的方式构成,该纸端支承机构按照在持握装载于上述盘机构上的纸摞的纸摞排出机构与纸摞卡合时,退到退出位置的方式构成。
该纸端支承机构可采用比如,后述的辅助盘305C的结构。
技术方案6所述的发明包括按照基本水平姿势装载来自排纸通路的纸的盘机构;沿规定方向送出该盘机构上的纸摞的第1夹持运送机构;第2夹持运送机构,该第2夹持运送机构将来自第1夹持运送机构的基本水平姿势的纸摞旋转到垂直姿势,由此,构成夹持运送装置。另外,上述第1夹持运送机构按照通过持握纸摞的夹具部件,沿上述盘机构,送出纸摞的方式构成。此外,上述第2夹持运送机构按照通过持握纸摞的夹具部件,使纸摞旋转规定角度,以基本垂直姿势,将该纸摞传送到上述后处理机构的方式构成。
另外,上述后处理机构按照对通过上述第2夹持运送机构持握的纸摞的一端缘部进行上浆和其它的后处理的方式构成。
该第1夹持运送机构可采用比如,后述的上夹具403和下夹具404的结构。另外,第2夹具运送机构可采用比如,后述的主夹具421和副夹具422的结构。
在此场合,上述第1夹持运送机构可夹持纸摞中的相对的两侧缘部,上述第2夹持运送机构可夹持纸摞的一端缘部,分别持握纸摞的不同位置。
技术方案8所述的发明涉及技术方案6所述的方案,其中,上述盘机构具有将纸的运送方向的后端对齐的纸后端限制部件,按照上述第1夹持运送机构夹持纸摞的对齐端的左右两侧部,上述第2夹持运送机构夹持纸摞的对齐端的端缘的方式分别具有夹具部件。另外,在这里,纸后端限制部件可采用比如,后述的后端限制部件311的结构。
技术方案9所述的发明涉及技术方案6所述的方案,其中,上述盘机构按照可在从上述排纸通路,堆叠纸的纸装载位置和相对该纸装载位置,规定距离下方的纸摞送出位置之间升降的方式构成,上述第1夹持运送机构在该纸送出位置,从上述盘机构,将纸摞传送到上述第2夹持运送机构。
技术方案10所述的发明涉及技术方案9所述的方案,其中,上述第1夹持运送机构按照在上述盘机构从上述纸装载位置,下降到上述纸送出位置时,持握该盘机构上的纸摞的方式控制。
技术方案11所述的发明涉及技术方案6所述的纸摞运送装置,其中,上述第1和第2夹持运送机构分别包括持握纸摞的夹具部件,它们按照下述方式进行控制,该方式为:该第1夹持运送机构的夹具部件持握上述盘机构上的纸摞,将其传送到上述第2夹持运送机构中的张开的夹持部件,该第2夹持运送机构中的夹持部件夹持纸摞,然后,第1夹持运送机构的夹具部件张开。
技术方案12所述的发明涉及技术方案6所述的纸摞运送装置,其中,上述第2夹持运送机构包括由夹持上述纸摞的对齐端缘的第1夹具部件、夹持纸摞的中间部的一对第2夹具部件构成,该第2夹具部件包括导向板,该导向板在从上述第1夹持运送机构,将纸摞传送到上述第2夹持运送机构时,进行纸的进入的导向。
技术方案13所述的发明包括沿基本垂直方向传送纸摞的第1通路;第2通路,第2通路与上述第1通路交叉,沿基本水平方向传送封面纸;接合台,该接合台设置于上述交叉部处,将上述封面纸和纸摞接合;夹持运送机构,该夹持运送机构设置于上述接合台的上游侧,沿上述第1通路持握而传送纸摞;弯折运送机构,该弯折运送机构设置于上述接合台的下游侧,将上述封面纸和纸摞吻合而送出。
上述夹持运送机构由夹持而持握纸摞的可开闭的夹具部件、使该夹具部件进行开闭动作的夹具控制机构构成,上述夹具控制机构使通过上述接合台,将上述纸摞与上述封面纸接合时、将接合后的纸摞传送给上述弯折运送机构时的上述夹具部件持握纸摞的位置不同。
技术方案14所述的发明涉及技术方案13所述的方案,其中,在上述接合台上设置支垫部件,该支垫部件支垫上述第2通路中的封面纸,基本呈倒T字状接合纸摞的底侧端缘,上述支垫部件以可进退的方式设置于上述第1通路中。
技术方案15所述的发明涉及技术方案13所述的方案,其中,在上述接合台上设置有支垫部件,该支垫部件支垫上述第2通路中的封面纸,基本呈倒T字状接合上述纸摞的底侧端缘;背折机构,该背折机构将支承于该支垫部件上的封面纸与纸摞的侧缘肩部接合,形成背部。
技术方案16所述的发明涉及技术方案13所述的方案,其中,上述夹持运送机构包括上述夹具部件;导向机构,该导向机构按照可沿上述第1通路,往复运动的方式对该夹具部件进行导向;驱动机构,该驱动机构沿该导向机构,使上述夹持运送机构往复运动。上述驱动机构进行纸摞到达上述接合台,接合上述封面纸的接合动作;在该接合动作之后进行反转,使上述夹具部件从上述接合台Z字形转回的后退动作;在该后退动作之后,上述纸摞的底侧端缘通过上述接合台,将该纸摞转交到上述弯折运送机构的转送动作。
技术方案17所述的发明涉及技术方案16所述的方案,其中,上述夹具控制机构按照在上述接合动作时,上述夹具部件持握纸摞的底侧端缘,在上述转送动作时,夹具部件持握纸摞的中间部的方式,控制上述夹具部件。
技术方案18所述的发明涉及技术方案16所述的方案,其中,上述支垫部件按照在上述夹持运送机构的上述后退动作之后,在上述转送动作之前,从上述第1通路退到通路之外的方式构成。
技术方案19所述的发明涉及技术方案13所述的方案,其中,上述第2通路由在上下按照规定间距相对的顶部和底部的运送导向件构成,并且该顶部运送导向件按照以上述接合台为中心,在封面纸的运送方向前后,进行左右分隔的方式构成。上述左右的顶部运送导向件按照可以上述接合台为中心,相互接近和离开,并且可扩大其与上述底部运送导向件之间的间距的方式支承于运送导向移动机构上,上述运送导向移动机构在上述纸摞从接合台,传送到弯折运送机构时,沿相互离开的方向,并且沿与底部运送导向件离开的方向移动左右的顶部运送导向件。
技术方案20所述的发明涉及技术方案13所述的方案,其中,上述弯折运送机构由设置于上述接合台的下游侧的一对弯折辊构成,该对弯折辊按照吻合的方式将封面纸送出到从上述接合台运送的纸摞的内外面。
技术方案21所述的发明包括沿基本垂直方向传送纸摞的第1通路;第2通路,第2通路与上述第1通路交叉,沿基本水平方向传送封面纸;接合台,该接合台设置于上述交叉部处,将上述封面纸和纸摞接合;夹持运送机构,该夹持运送机构设置于上述接合台的上游侧,沿上述第1通路,持握而传送纸摞;浆糊涂敷机构,该浆糊涂敷机构将浆糊涂敷在通过上述夹持运送机构支承的纸端的底侧端缘;支垫部件,该支垫部件以可进退的方式设置于上述第1通路中,支垫上述接合台上的封面纸;弯折运送机构,该弯折运送机构设置于上述接合台的下游侧,将上述封面纸和纸摞吻合而送出,在将上述支垫部件从上述第1通路退到通路之外时,使上述夹持运送机构后退,使纸摞的底侧端缘与上述支垫部件按照规定间距间隔开。
技术方案22所述的发明涉及技术方案21所述的方案,其中,上述第2通路由在上下按照规定间距相对的顶部和底部的运送导向件构成,并且上述顶部运送导向件按照以上述接合台为中心,在运送方向前后左右分隔的方式构成,上述左右的顶部运送导向件按照可以上述接合台为中心相互接近和离开,并且可与上述底部运送导向件离开的方式支承于运送导向移动机构上,上述运送导向移动机构在上述纸摞从接合台,传送到弯折运送机构时,沿相互离开的方向,并且沿与底部运送导向件离开的方向移动左右的顶部运送导向件。
在本发明中,由于从排纸口依次装载接纳纸的盘机构按照可在从排纸口堆叠纸的纸装载位置,和从该纸装载位置向下方按照规定量离开的纸摞送出位置之间升降的方式构成,故在旋转来自该盘的纸摞,使摞姿势偏转的场合,通过按照规定量使盘下降送出纸摞,可在排纸通路的底侧确保纸的旋转区域,可以小型的尺寸,紧凑的尺寸构成装置。
另外,由于纸摞在支承于盘上的状态从装载位置运送,故发生错位的情况少。
此外,用于此目的的运送机构只要将盘从装载位置移动到下一处理位置或其中途位置即可,机构简化,特别是在将纸摞送出到盘的下方位置的场合,更加简单而紧凑。
与此同时,具有因移动盘无法连续地装载后续的纸的问题,但是,在通过盘传送的同时,还设置夹持运送机构,采用通过该夹持运送机构,将纸摞运送到下一步骤的机构,由此,可以较短时间有效地进行从纸的堆叠到送出的处理。
由于本发明按照通过第1夹持运送机构沿规定方向送出堆叠于盘机构上的纸摞,从该第1夹持运送机构将纸摞转交给第2夹持运送机构,传送到处理位置的方式构成,第1夹持运送机构沿上述盘机构,通过夹具部件持握而送出纸摞,从该第1夹持运送机构,将基本水平姿势的纸摞通过第2夹持运送机构旋转到垂直姿势,在处理位置对纸后缘进行后处理,故从盘位置到下一步骤的处理位置夹持而传送纸摞,这样摞不塌落,另外,纸摞发生弯边等的作废损伤的危险小。
像这样,由于本发明通过2个夹持运送机构转交而运送纸摞,则可简化在从盘位置到下一步骤的后处理位置的移动轨迹,比如,第1夹具部件从垂直到水平方向的移动轨迹,第2夹具部件从水平到垂直方向的移动轨迹,或者第1夹具部件为水平方向的移动轨迹,第2夹具部件为垂直方向的移动轨迹等的夹持运送机构的结构,同时,可更加紧凑地、节省的空间地构成该装置。
特别是纸摞的运送机构可通过比如,在盘上对齐纸,沿盘容易送出该纸摞的机构,构成第1夹持运送机构,可通过后处理位置的后处理容易确实而正确地实施的机构,构成第2夹持运送机构。
在本发明中,夹持运送机构由夹持而持握纸摞的夹具部件和控制其开闭的夹具控制机构构成,该夹具控制机构为下述形式,其中,在于接合台接合纸摞的底端缘和封面纸时、将接合后的纸摞转送给弯折运送机构时,夹具部件持握纸摞的位置不同,故在接合纸摞和封面纸时,夹持纸摞的底侧端缘附近部位,由此,没有纸摞散乱,或歪斜等的问题。另外,在接合后,在将纸摞转送给弯折运送机构时,持握纸的中间部,由此,可将纸转送到下游侧的运送机构。
附图说明
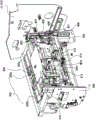
图1A为本发明的装订系统的结构图,其为说明装置的整体结构的说明图;
图1B为本发明的装订系统的结构图,其为图1A的装置的主要部分的说明图;
图2为表示第1夹持运送机构的结构的立体图;
图3为盘机构的驱动说明图,其为装置的背面侧的立体图;
图4为表示对齐机构的结构的立体图;
图5为堆叠盘组件的整体图;
图6为盘的升降机构的说明图;
图7为图1A的装置中的纸堆叠装置的整体结构图;
图8为摞运送机构部组件的结构图;
图9为图8的装置的主要部分的放大图;
图10A表示摞运送机构部组件的整体图,其为从水平方向看到的装置的立体图;
图10B表示摞运送机构部组件的整体图,其为夹持运送机构旋转后的状态立体图;
图11为表示第2夹持运送机构的结构的立体图;
图12为图11的装置的说明图;
图13为图11的装置的主要部分的立体图;
图14为夹持运送机构的部分立体图;
图15A~15H为夹持运送机构的姿势矫正动作图;
图16A中的S1~S3表示图1A的装置的纸堆叠动作;
图16B中的S4~S7表示图1A的装置的纸堆叠动作;
图16C中的S8和S9为对齐部件的动作说明图;
图16D中的S10~S11为对齐部件的动作说明图;
图17A~17E为夹持运送机构的动作状态图;
图18为图2的装置的背面侧立体图;
图19A为图1A的装置的封面纸运送组件的结构图,其表示整体立体图;
图19B为图1A的装置的封面纸运送组件的结构图,其表示部分放大图;
图20A表示图19A的装置的封面纸运送机构,其为整体立体图;
图20B表示图19A的装置的封面纸运送机构,其为部分放大图;
图21为表示图20A的装置的背面侧的部分说明图;
图22为图19A的装置的对齐部的装配组件;
图23为图22的装置的部分说明图;
图24为图22的装置的部分说明图;
图25A~25D为表示图19A的组件的封面纸的运送状态的说明图;
图26A和26B为图19A的装置的浆糊涂敷状态的说明图,图26A表示前往动作,图26B表示返回动作;
图27A~27C为图19A的装置中的浆糊涂敷状态的说明图;
图28A~28F为表示图1A的装置中的纸摞和封面纸的吻合状态的动作说明图。
具体实施方式
下面根据采用图示的本发明的装订装置,对本发明进行具体描述。
图1A为采用本发明的装订系统的整体结构的说明图,图1B为其主要部分的说明图。
图2为堆叠盘组件的整体说明图,图6为摞运送机构部的整体说明图。
图19A和19B为封面运送机构的主要部分的说明图,图26A和26B为浆糊涂敷组件的动作说明图。
图1A和1B所示的装订系统由下述部分构成,该下述部分包括依次对纸进行印刷的图像印刷组件A;插入组件B,该插入组件B将封面纸插入来自上述图像印刷组件A的纸的送出通路中;堆叠盘组件C,该堆叠盘组件C按照页顺序装载来自图像印刷组件A的纸;摞运送机构部组件D,该摞运送机构部组件D将纸摞从该堆叠盘组件C传送到上浆部;通过上浆部而进行上浆处理的上浆组件E;装订部组件,该装订部组件将上浆后的纸摞和封面纸装订;修边组件,该修边组件对来自装订部的装订好的片进行切割;接纳最终的装订好的纸本的接纳堆叠装置。
下面对构成上述各组成部件的功能和特征的方案进行以下描述。
“图像印刷组件”
该组件组装于计算机、文字处理器等的系统中,在纸上打印一系列的文件,从排纸口排出。
可采用激光打印机、喷墨打印机和其它的打印机构,图示的实施例不采用具有特别的特征的方案,而可采用已知的各种印刷和其它的成像装置的方案。
“插入组件”
为了装订处理,该组件将从上述图像印刷组件送出的纸朝向后述的堆叠盘组件送出。
该插入组件对排纸通路,补充封面纸。
为此,该插入组件由供给封面纸的供纸器、从该供纸器逐张地排送纸的分离机构、将纸运送到排纸通路的运送机构构成。
另外,图示的实施例不采用具有特别的特征的方案,而可采用已知的插入件的构成方案。
“堆叠盘组件”
该堆叠盘组件将从上述图像印刷组件的排纸口依次送出的纸按照页顺序上下堆叠,呈摞状对齐。
为此,该堆叠盘组件设置于排纸口的下方,由依次叠置纸的盘机构构成。此外,在该盘机构中,具有后端限制部件,该后端限制部件碰触纸的端缘,对其进行限制;将纸送给该后端限制部件的正反转辊等的辅助运送机构;对齐机构,该对齐机构以侧边基准或中心基准,使纸的宽度方向的左右尺寸缩小。
因此,图示实施例的装置的第1特征在于盘的一部分(活动盘)按照可沿运送方向伸缩移动的方式构成,通过纸的运送方向长度信号,沿前后方向改变支承纸前端的位置。
由此,无论纸的长度,可在没有错位的情况下稳定地支承纸的同时,调节纸腰弯曲部的位置,可将纸对齐在正确的位置。
第2特征在于盘同时起到朝向堆叠位置和下一步骤的处理位置运送纸摞的作用。
具体来说,在装载纸的装载位置和将纸送到下一步骤的送出位置之间可上下升降,由此,谋求纸摞的运送机构的简化和装置的整体尺寸的减小。
“摞运送机构部组件”
摞运送机构部组件通过对齐机构,按照正确的姿势将通过上述堆叠装置呈摞状重合的纸对齐,将其运送到下一步骤的后处理位置。
在该摞运送中,将纸从基本水平姿势的盘旋转到基本垂直姿势实行偏转,传送到后处理位置,以便进行上浆等的后处理。
另外,图示实施例的装置的特征在于通过第1夹持运送机构和第2夹持运送机构,将纸摞从堆叠盘传送到下一步骤的后处理位置。
与此同时,盘机构下降到相对伴随上述第1夹持运送机构,装载纸的装载位置,以规定量距离间隔开的下方的纸送出位置,然后,将纸摞传送到第2夹持运送机构。
因此,第2夹持运送机构将纸摞旋转规定角度,将其按照稍稍垂直姿势,传送到后处理位置,但是,此时,使盘机构下降到规定量底侧,将该纸摞转交到第2夹持运送机构,然后,旋转该夹持运送机构,由此,无需按照超过必要量的程度将用于确保为了旋转该夹持运送机构,旋转纸的区域(纸的旋转轨迹)的排纸通路设置于装置上方,即可实现装置布置的紧凑。
另外,图示实施例的装置设置有限制部件,该限制部件在通过第2夹持运送机构,将纸摞传送到后处理位置时,在该后处理位置碰触纸摞的处理端缘对其限制,在限制部件碰触纸摞的处理端缘,使纸摞的姿势处于与后处理的基准位置对准的状态。
由此,在纸摞的运送过程中,即使在纸的摞姿势产生错位的情况下,仍可通过处理部矫正姿势,可进行正确的后处理。
“上浆组件”
上浆组件在纸端缘涂敷浆糊等的粘接剂,该纸端缘相当于呈摞状堆叠的纸摞的背部。
在此场合,要求纸摞的姿势为沿垂直方向倒立的姿势。
另外,图示实施例的装置的特征在于按照可将上浆组件E的浆糊盘从纸摞的移动通路向侧方退出,通过直线通路运送上浆后的纸摞的方式构成。
此外,设置基准部件,该基准部件在退出该上浆组件的状态,碰触纸摞的处理端缘,对其进行限制,由此,不必复杂地构成纸的运送通路。
与此同时,上浆组件通过下述的方案谋求上浆组件整体的紧凑,在该方案中,辊,该辊在纸摞的处理端缘(背部)涂敷粘接浆糊;盘,该盘以小型的尺寸形成,将浆糊供给该辊,该盘与上述辊一起移动。
“装订部组件”
该装订部组件将上浆的纸摞与从上述插入件供给的封面纸的中间部对准,将它们接合,在该状态,将封面纸折叠,对纸摞进行包裹装订。
因此,上述上浆组件从纸摞的运送通路退出,从与该通路基本垂直的通路供给封面纸。
沿中心线,将垂直姿势的纸摞中上浆的端面紧挨在该封面纸的中间部,将两者呈倒T字形接合,然后,通过折叠辊,按照由封面纸包裹纸摞的方式弯折。
图示实施例的装置的特征在于设置对封面纸和内部的纸摞中的封底部和上端部进行整洁地加压的支垫部件和背折部件。
“修边组件”
修边组件通过切割上述装裱的纸摞的上浆背部以外的纸端缘,完成装订。
为此,以可旋转的方式通过夹持机构保持纸摞,依次通过切割部件切割侧缘。
另外,图示的实施例中没有作为特征的方案,可采用已知的切割机构。
“接纳堆叠组件”
接纳堆叠像上述那样,装订成册状的纸摞。
另外,图示的实施例中没有作为特征的方案,可采用已知的堆叠装置。
下面对上述各组件的结构进行描述。
“图像印刷组件A”
图像印刷组件A像图1A和1B所示的那样,由静电鼓等的印刷鼓101、将纸供给该印刷鼓101的供纸盒102、在印刷鼓101上形成图像的激光等的印刷头103、显影器104和定影器105构成。
接着,将纸从供纸盒102供给供纸通路106。
在该供纸通路106中设置印刷鼓101,在该印刷鼓101中,通过印刷头103形成潜像,在显影器104上附着调色剂墨。
之后,将形成于印刷鼓101上的调色剂像转印到纸上,通过定影器105进行定影,然后将其从排纸口107排出。
图中的标号108表示双弯通路,其为反转通路,将在一个面上打印了图像的纸内外反转,再次将其送向印刷鼓101,在纸的内面进行打印。
另外,图中的标号109表示大容量盒,其为大量地供给通用的纸的组件,供纸器110对应于纸的残余量上下升降。
图中的标号120表示底稿供给装置,在原始底稿为文档(document)数据时,将底稿设定在堆叠器上,依次逐张地将其供给读取部,对原图像进行光电变换处理,将其供给上述印刷头103的数据贮存部。
另一方面,在该数据贮存部,计算机、文字处理器等的原稿与作为电子数据的外部设备连接,从这些处理器接收底稿数据的供给。另外,图示的图像印刷组件A表示激光打印机,但是,本发明并不限于此,可采用喷墨打印机、丝印刷、胶版印刷等的各种印刷方式。
“插入组件B”
依次将进行了图像形成的纸送到图像印刷组件A的排纸口107,通常,在该排纸口107处配备排纸堆叠器。
在本发明中,在该排纸口107处,连接作为后述的装订装置的纸送入通路501,在该纸送入通路501上安装插入组件B。
插入组件B由下述部件构成,该部件包括1层或多层、图示为2层的堆叠盘201,该堆叠盘201堆叠纸;搓纸机构202,该搓纸机构202逐张地分离该堆叠盘201上的纸;供纸通路203,该供纸通路203将来自该搓纸机构202的纸导向纸送入通路501。
另外,放置于堆叠盘201上的纸在从图像印刷组件A的排纸口107依次送出的纸之间,供给纸送入通路501。
即,在从图像印刷组件A,对一系列的纸进行图像形成,将其送出后,在最终纸之后,从堆叠盘201供给纸。
因此,在堆叠盘201上,准备作为封面纸的厚纸或着色纸等的特殊纸,按照来自后述的装订装置的控制信号,将堆叠盘201上的纸送入纸送入通路501。
另外,设置2层堆叠盘201的目的在于可预先将不同种类的封面纸准备于堆叠器上,从选择的1个堆叠器供给封面纸。
“堆叠盘组件C”
上述纸送入通路501像图1A和1B所示的那样,由横截装置中间部的通路构成,在其前端,连接有排纸堆叠组件502,在未对来自图像印刷组件A的纸进行装订处理的场合,将该纸导向而接纳于该排纸堆叠组件502中。
因此,设置呈摞状堆叠在纸送入通路501的上方进行了图像形成的一系列的纸的堆叠盘组件C;将来自该堆叠盘组件C的纸送向上浆组件E的位置的摞运送机构部组件D。
在纸送入通路501中,设置向装置上方分支的排纸通路301,该排纸通路301按照在纸送入通路501的上方,以基本水平姿势排出纸的方式构成,设有送纸辊302、纸传感器303等。
在该排纸通路301的排纸口304处形成规定的台阶部,在其下方设置盘机构305,装载支承来自排纸口304的纸。
盘机构305也可以以固定方式设置于装置支架F上,但是图示的为下述的结构。
首先,该盘机构305按照在装载规定的纸后,伴随该摞状纸,沿下一处理位置的方向移动的方式构成。
图示的机构按照可在装载纸的装载位置(在下面称为“上升位置”)和相对该装载位置,规定量底侧的下降位置(在下面称为“下降位置”)之间升降的方式构成。
像这样,按照可移动的方式构成盘机构305的目的在于在不使装载的纸摞乱得要倒的情况下进行运送;以紧凑的方式构成该运送机构。
因此,最好盘机构305的整体尺寸尽可能地小,其重量尽可能地轻,图示的机构按照盘部件的长度小于纸的运送方向的长度,纸前端在盘外部垂落的方式设置。
另外,在盘机构305上设置后述的对齐机构314,其按照缩小纸的宽度方向的尺寸(图1A和1B的内外方向)的方式对齐,但是,其必须按照在该宽度缩小时,沿运送方向弯曲的方式使纸弯曲。
为此,盘机构305由固定支承部305a和活动支承部305b构成,在该活动支承部305b上设置驱动电动机M1,该驱动电动机M1对应于纸尺寸,将活动支承部305b移动到适合位置。
像图2所示的那样,盘机构305以可上下升降的方式安装于装置支架F上,而其升降结构在后面描述。
盘机构305由固定支承部305a和活动支承部305b构成,形成于板部件306上。
在排纸口304的下方设置板部件306,在该板部件306上,在排纸方向上游侧(纸后端侧)形成放置支承纸的固定支承部305a,在其上游侧设置台阶部307(参照图3),在该台阶部307上设置杠杆状的活动支承板,在活动支承板上形成活动支承部305b。
在板部件306上形成梳齿状的狭槽308,在该槽中嵌合形成于活动支承部305b上的突起308b。该狭槽308和突起308b按照可在排纸方向前后移动的方式构成活动支承部305b。
另外,在该活动支承部305b中,像图3所示的那样,设置于板部件306的背面(支承纸的面的内面侧)侧的齿条309和设置于盘部件306上的小齿轮310啮合,在小齿轮310上连接驱动电动机M1。
即,活动支承部305b按照可沿排纸方向滑动的方式支承于固定支承部305a上,通过由齿条309、小齿轮310和驱动电动机M1构成的驱动机构,活动支承部305b可沿排纸方向移动。
上述结构的盘机构305中的至少该固定支承部305a侧像图示的那样倾斜地设置,另外,在盘机构305上设置第1限制机构311,该第1限制机构311碰触纸的后端对其进行限制。
在上述第1限制机构311中,也可在盘上成一体地设置突起壁,但是,图示的机构由截面呈倒L字形的限制部件311构成,该限制部件311与盘部件分离,以便防止以作为按照上下升降的方式使该盘运动的结构的关系,移动造成的晃动等的错位。
此外,在盘部件的上方设置对来自排纸口304的纸进行导向的导向部件312。
该导向部件312按照来自排纸口的纸沿盘送出的方式,纸不零乱地位于排纸口304的上方而实现导向,由板状部件构成,该板状部件在通过后述的正反转辊,将纸传送给第1限制机构311时,对纸进行导向。
由适合形状的板状部件构成的导向部件312的基端支承于旋转轴313上,在该旋转轴313上,连接图中未示出的步进电动机,通过该电动机的步进控制,导向部件312在向盘上方退出的位置、位于排纸口上方,从排纸口将纸导向到盘上的位置、将盘上的纸导向第1限制机构311的位置之间,进行移动控制。
在导向部件312的下游侧,正反转辊113以可上下升降的方式设置。该正反转辊113作为辅助运送机构,从排纸口304,沿排纸方向(正转方向)旋转到进入接触盘(固定支承部)上的纸的位置,纸后端在排纸口304脱离的预定时间后,沿反方向(反转方向)旋转,将纸前端朝向第1限制机构311传送。
为此,正反转辊113的旋转轴支承于可摆动的臂部件(托架)上,与正反转电动机连接。
另外,该臂部件按照通过单向曲轴等,沿电动机的旋转方向,向从纸退出的盘上方退出的方式构成。
在上述盘机构305上设置以缩小宽度的方式限制纸侧边的对齐机构314和按压机构320。
对齐机构314由将与排纸方向相垂直的纸的侧缘定位于基准位置的左右一对对齐部件315a、315b构成。
对于该结构,人们知道有作为中心基准,以按相同量宽度缩小的方式使左右的对齐部件朝向纸中心移动的类型;作为一侧基准,将其中一个对齐部件固定,以按照规定量宽度缩小的方式使相反侧的对齐部件移动的类型,由于其结构是公知的,故对该结构进行概述。
像图4所示的那样,左右一对对齐部件315a、315b可滑动地以悬臂方式支承在固定于装置支架F上的轴上,设置于构成盘机构305的固定支承部305a和活动支承部305b的边界部。
此时,纸按照其前端侧从活动支承部305b碰触盘外部,实现下垂,纸整体弯曲,左右对齐部件315a、315b位于该弯曲部的方式设置。
因此,在一对对齐部件315a、315b上设置齿条316a、316b,在各齿条上连接有电动机M2a的小齿轮与电动机M2b的小齿轮。
该电动机M2由步进电动机构成,通过沿相反方向旋转,对齐部件315a、315b以纸中心为基准,按照同一量接近和离开。
另外,该电动机M2对应于纸的宽度尺寸,使对齐部件315a、315b移动到预定的起始位置。
此外,在盘机构305上设置纸按压机构320。
该纸按压机构(在下面称为“按压机构”)320按照按压进入到盘中的纸的前端部,强制由上述活动支承部305b造成的纸的弯曲,同时通过对齐机构304对齐的纸不产生错位的方式作用。
通常,该按压机构320由在盘上方,呈舷梯状垂下的加重片构成即可,但是,图示的机构按照下述方式构成,该方式为:以按照活动支承部305b对应于纸尺寸,在其位置移动的方式构成的关系,该按压部件320也对应于纸尺寸而移动。
像图4所示的那样,沿纸的排纸方向,一对导向轴321安装于装置支架F上,滑动部件322以可滑动的方式嵌合支承于该导向轴321上,在该滑动部件322上,适当数量的按压片323按照按压盘上的纸的方式设置。
另外,在滑动部件322的驱动机构中,在滑动部件322侧设置齿条,虽然这一点在图中未示出,在该齿条上通过小齿轮,直接连接固定于装置支架侧上的驱动电动机即可。另外,也可为下述的结构,其中,悬挂设置于装置支架上的一对滑轮、钢丝绳、皮带等,在该钢丝绳或皮带上固定滑动部件322。
此外,在盘机构305上,在固定支承部305a的左右设置翼状的辅助盘305c,支承从固定支承部305a,向外部突出的纸尺寸(两侧缘)。
采用该结构的目的在于构成盘机构305的固定支承部305a的宽度小于(窄于)纸的宽度,纸边部在盘外部突出,后述的夹持机构可持握该边部。
即,像图5所示的那样,在盘机构305中,在固定支承部305a的排纸方向后端侧设置左右一对的翼状的辅助盘305c,在前端侧,活动支承部305b像图示的方式设置,辅助盘305c和活动支承部305b对宽度方向的整个尺寸范围内的纸进行支承,固定支承部305a支承中间一部分。
(摞运送机构部组件)
在上述盘机构305上,堆叠从排纸通路301依次进行了图像形成的纸,通过第1限制机构311和左右一对的对齐部件315a、315b,在盘上的规定位置对齐。
因此,将盘上的纸摞送出到后述的后处理位置。
在图示实施例中,将盘机构305从装载纸的上升位置,移动到按照规定量下降的送出位置。
对该盘机构305的升降器结构进行描述。
构成上述盘机构305的固定支承部305a由图6所示那样的板部件306构成,在该固定支承部305a上,杠杆状的活动支承部305b按照可沿箭头排纸方向移动方式安装,在上述辅助盘305c中,托架330固定于固定支承部的背面(内面)上,在该托架330上以可旋转的方式支承轴331,在该轴331上成一体地安装辅助盘305c。
另外,在轴331的另一端固定扇形齿轮338。
像这样构成的固定支承部(在下面称为“盘组332”)通过左右一对导向轴333,以可滑动的方式嵌合支承于装置支架F上。
因此,盘组332按照可沿图6的上下方向滑动的方式支承于装置支架F上。因此,在装置支架F上安装升降电动机M3,在驱动轴334的前端,连接有驱动齿轮335,该驱动齿轮335与安装于盘组332上的齿条336啮合。
因此,如果旋转升降电动机M3,则驱动齿轮335旋转,齿条336向上方或向下方移动,使盘组332上升或下降。
在图示的位置,通过驱动齿轮335的顺时针方向旋转,盘组332向下方下降,通过逆时针方向旋转,盘组332向上方移动。
此外,在装置支架F上,左右一对地设置齿条337,该齿条337与扇形齿轮338啮合,伴随盘组332的上下动作旋转轴331,旋转辅助盘305c。
如果盘组332从图示的姿势下降,则扇形齿轮338沿顺时针方向旋转,辅助盘305c沿顺时针方向旋转,与装载的纸离开。
还有,在该盘组332上,分别在上限位置和下降位置设置限位开关,将位置信号传递给驱动电动机M3的控制部,虽然这一点在图中未示出。
该盘组332的上升位置像图1A和1B所示的那样,设定在从排纸通路301装载纸的位置,另外,下降位置将盘上的纸摞转送给后述的夹持运送机构的送出位置。
再有,图中的标号337表示弹簧。
因此,设置夹持运送机构(在下面称为“第1夹持运送机构”)401,该机构在朝向盘组332的送出位置的下降的同时,持握盘中的纸。
该第1夹持运送机构401按照下述方式具有下述的结构,该方式为:上述辅助盘305c在移动到在前述的退出位置之后,持握纸两侧端部,以便持握上述辅助盘305c位置的纸摞边部。
像图2所示的那样,在构成装置支架F的左右的侧架F1、F2上,图示的水平方向的导轨408左右相对。
导轨408设置于左右相对的位置,沿该导轨408,按照可移动的方式嵌合支承侧支架409。
该侧支架409为左右架和底架形成一体的支架结构,其整体按照可顺着导轨408,沿图2的左右方向移动的方式支承。
另外,在侧支架409上沿垂直方向升降的活动架410按照可沿图示的上下方向移动的方式导向支承,在该活动架410上成一体地形成齿条411。另外,在该齿条411上啮合有固定于侧支架409上的驱动电动机M8。
因此,在装置支架F1、F2上按照可在水平方向的导轨408上移动的方式安装有侧支架409。
该侧支架409与齿条412啮合,在该齿条412上,装载于该侧支架409上的驱动电动机M9和与其连接的小齿轮411(参照图18)按照与导轨408平行的方式设置于装置支架F1、F2上,通过驱动电动机M9的旋转,侧支架409沿导轨408而按照水平方向移动。
此外,在侧支架409上,按照可沿垂直(图2的上下方向)方向移动的方式安装有活动架410,通过设置于侧支架409上的驱动电动机M8,沿垂直方向移动。
因此,在该活动架410上,安装有左右一对的夹具支承架402,在该夹持支承架402上安装上夹具403和下夹具404。
首先,左右的夹具支承架402按照可沿图2的左右方向移动的方式支承于活动架410上,通过图示的齿条413和小齿轮414以及与该小齿轮连接的驱动电动机M10,左右的支承架402相互接近和离开。
该结构是人们熟知的,比如,在呈底盘(chassis)状构成的活动架的底板上,以可滑动的方式通过导轨而导向支承左右的夹具支承架402,在该夹具支承架402上设置齿条413,该齿条413与设置于活动架410上的小齿轮414和驱动电动机M10连接,虽然这一点在图中未示出。
此时,相对小齿轮414的旋转,左右的夹具支承架402按照与相反方向移动的方式啮合。
另外,在各夹具支承架402上安装有上下夹具。
上夹具403按照下述方式构成,该方式为:橡胶等的弹性垫成一体地安装于夹具支承架402上,相对盘组332上的纸摞,通过活动架410的驱动电动机M8,按照卡合和离开的方式可上下运动。
另一方面,下夹具404安装于插棒405上,该插棒405以可滑动的方式安装于夹具支承架402上,由橡胶等的弹性垫构成。
此外,在该插棒405的内部设置有压力弹簧,该插棒405按照可沿图示的上下方向移动的方式安装于夹具支承架402上,成一体地设置有齿条406。
在该齿条406上啮合有小齿轮407,在该小齿轮407上通过传动轴415连接有驱动电动机M4。
还有,在传动轴415上按照可沿轴向移动的方式嵌合有小齿轮407,如果夹具支承架402沿图2的左右方向移动,则小齿轮407也沿传动轴415移动。
因此,控制驱动电动机M10,使左右的支承架402接近和离开,由此,上下的夹具移动到与盘组332上的纸边部卡合的位置,旋转驱动上述驱动电动机M8,由此,上夹具403与纸摞的顶面卡合,旋转驱动驱动电动机M4,由此,下夹具404与纸摞的底面卡合。
再有,该上下的夹具在持握纸摞的状态旋转驱动电动机M9,由此,使纸摞沿图2中的向右方向水平移动。
像这样,盘组332从装载位置(上升位置)移动下降到送出位置(下降位置),与此同时,第1夹持运送机构401在通过上夹具403和下夹具404持握盘上的纸摞的状态,与盘组332一起下降。
在该送出位置,纸摞从第1夹持运送机构401转交到第2夹持运送机构420。
该第2夹持运送机构420使从第1夹持运送机构401,以基本水平姿势接收的纸摞旋转90度,偏转到垂直姿势,接着移动到下一步骤的处理位置。
为此,第2夹持运送机构420像图7所示的那样,在与盘组322邻接的位置,设置于装置支架的左右侧架F1、F2上,由主夹具421和副夹具422构成。
该主夹具421按照持握从盘组322送出的纸摞的端缘的全长的方式由上夹具421a和下夹具421b构成,该副夹具422按照将纸摞导向主夹具421,同时持握纸摞的中间部的方式由上下夹具422a、422b构成,以可旋转的方式支承于主夹具421上。
因此,主夹具421和副夹具422以可旋转的方式安装于装置支架F1、F2上,在持握纸摞后旋转,偏转到垂直姿势。
图8表示第2夹持运送机构420的组件结构,左右的侧架423a、423b通过旋转轴424,以可旋转的方式安装于装置支架F1、F2上,在左右的侧架上,成一体地固定于扇形齿轮425。
另一方面,在装置支架F1、F2上,旋转电动机M5和与其连接的小齿轮426与扇形齿轮425啮合,通过电动机M5的旋转,左右侧架以旋转轴424为中心而旋转。
图示的标号427表示恢复弹簧。
在该左右侧架423a、423b上,沿图8的上下方向左右一对地设置导轨428,在该导轨428上以可滑动的方式嵌合有活动侧架429。
另外,在该活动侧架429上安装有主夹具421和副夹具422。构成主夹具421的固定夹具421a固定于左右的活动侧架429上,该活动夹具421b安装于与轴承430嵌合的杆431上。在该杆431上设置齿条432,啮合有与驱动电动机M6连接的小齿轮433。
此外,上述活动侧架429在图8、图9中的虚线处形成缺口,但是其为说明用的图示,实际上图示的齿条434成一体地形成,在该齿条434上啮合有安装于固定侧架423上的驱动电动机M7的小齿轮435。
因此,在通过固定侧架423,以可旋转的方式安装于装置支架F上的夹具组件中,活动侧架429可通过驱动电动机M7,沿图示上下方向移动,在该侧架429上安装有固定夹具421a和活动夹具421b。
图8表示主夹具421的结构,图9为主要部分的放大图,图10A为箭头方向向上,从上述第1夹持运送机构401接收水平方向的纸摞的状态说明图,图10B为箭头方向向上,以旋转轴424为中心旋转90度,使纸摞偏转到垂直姿势的状态说明图。
下面对副夹具422的结构进行描述。
在从上述图10A所示的第1夹持运送机构401,接收纸摞的状态,在固定夹具421a上按照下述方式安装底侧副夹具422a,另外,在滑动夹具421b上,按照下述方式安装顶侧副夹具422b。
像图11所示的那样,该副夹具422a按照下述方式构成,该方式为:呈将来自第1夹持运送机构401的纸摞送向主夹具421的导板形状,同时持握纸摞的中间部。
该上下的副夹具的安装结构相同,对图示的顶侧副夹具422b进行描述。
在滑动夹具421b上安装托架450,在支承于该托架450上的轴451上通过安装座452安装顶侧夹具422b,底侧夹具422a也同样地可通过轴旋转地安装于固定夹具421a上。
另外,在安装轴451和安装座452之间,介设偏置弹簧453,像图12所示的那样,以轴451为中心,副夹具422b保持姿势的弹簧454、455,像图示的那样设置。
因此,副夹具422b通过夹持轴451,位于左右的弹簧454、455保持在图示的姿势,另外,设置锁定爪456。
该锁定爪456设置于副夹具422b侧,按照可与形成于主夹具421b侧的托架450上的卡合槽457卡合脱开的方式构成,在卡合的状态,阻止副夹具422围绕轴451而旋转的情况。
图中的标号458表示夹持状态的检测传感器。
因此,如果在主夹具421中,通过前述的驱动电动机M6,沿持握纸摞的方向移动活动夹具421b,则副夹具422a和422b相互接近,与纸摞卡合。
在夹持纸摞后,在偏置弹簧453中积蓄弹力的同时,主夹具421更加接近。
此时,锁定解除片459解除锁定爪456。
由此,锁定爪456与卡合槽457脱离,副夹具422a和422b可以轴451为中心而旋转。
在该动作前后,主夹具421夹持纸摞。
即,图示实施例按照下述方式构成,该方式为:在主夹具421上,以可旋转的方式安装副夹具422a和422b,同时,副夹具422a和422b具有将纸摞导向主夹具421的导轨的功能,在纸摞由主夹具421夹持之前,副夹具422a和422b的旋转通过锁定爪阻止,在由主夹具421夹持之后,副夹具422a可旋转。
另外,可旋转副夹具422a的目的在于矫正在下一步骤,后述的纸摞的偏置姿势。
此外,不分别通过单独的驱动机构,使主夹具421和副夹具422a和422b进行夹持动作,而通过主夹具421的夹持动作,进行副夹具422a和422b的夹持动作。
此目的的结构通过偏置弹簧453,分别将副夹具422a和422b安装于可相互接近和离开的主夹具421上,在主夹具421的接近动作中,首先,副夹具422a和422b夹紧纸摞,在该夹紧后,再按照偏置弹簧453的作用积蓄能力的同时,主夹具421持握纸摞。
与此相反,在解除动作中,首先,主夹具421与纸摞脱离,接着,副夹具422a和422b与纸摞脱离。
接着,在主夹具421解除纸摞,副夹具422a和422b持握纸摞的状态,纸摞可伴随副夹具422a和422b,以轴451为中心而旋转。
此外,在主夹具421与副夹具422a和422b同时地持握纸摞时,纸摞不旋转而保持其姿势。
还有,在主夹具421上,图7所示的定位部件436由构成夹具的部件成一体的突起构成,对其结构和作用进行描述。
图15A~15H表示动作状态,图15A和图15E表示同一形式,图15B和图15F、图15C和图15G、图15D和图15H分别表示同一形式。
图15A和图15E表示下述的场合,在该场合,处于将纸从第1夹持运送机构401,转交到主夹具421和副夹具422上,通过上述驱动电动机M6,使活动夹具421b动作,持握纸摞S的状态,此时,按照稍倾斜的方式持握纸摞S。
在该图15A的状态,纸摞S处于由主夹具421和副夹具422这两者持握,使从第1夹持运送机构401,以基本水平方向姿势接收的纸摞旋转基本90度,将其偏转到垂直姿势的状态。
接着,图15B和图15F为驱动驱动电动机M6,各夹具从第1持握状态,变为稍稍松弛的第2持握状态的状态,此时,主夹具421从纸摞,位于非卡合的解除位置,副夹具422处于持握纸摞的动作位置。
因此,纸摞S处于与主夹具421分离,通过上述弹簧454、455支承,因其自重接近下方的处理位置的状态。
然后,图15C、图15G表示驱动驱动电动机M7(参照图8),将纸摞传送到处理位置的状态。
此时,在处理位置设置基准部件437,该基准部件437碰触纸摞的端缘,对其进行限制。
因此,在纸摞S的处理端缘碰触基准部件437的状态,矫正倾斜姿势。
另外,在主夹具421中的定位部件436碰触该基准部件437的状态,驱动电动机M7停止。
在该驱动电动机M7的控制中,可通过传感器检测主夹具421碰触基准部件437的状态,通过其信号停止电动机。
接着,图15D、图15H为纸摞S和主夹具421碰触基准部件的状态,此时,处于沿持握方向旋转驱动电动机M6,活动夹具持握纸摞的状态。
因此,在该图15D的状态,纸摞确实由主夹具421和副夹具422持握保持其姿势。
然后,沿与之前的相反方向,旋转驱动驱动电动机M7,沿向上方向移动纸摞,返回到图15A的状态,进行下一步骤的处理。
下面根据图16A~16D的S1~S11所示的状态图,对上述各组件的动作进行描述。
S1表示从排纸通路107,将纸送出到盘机构305,将其呈摞状重叠的状态。
首先,获得装订系统的作业信号,嵌入组件B识别所送出的纸的尺寸。
该纸的尺寸的识别采用从图像印刷组件A,进行了图像形成的纸的尺寸信号,或在排纸通路107中设置尺寸检测传感器,通过该传感器检测,或者操作人员从操作板,输入纸尺寸中的任意方法。
另外,以纸的排纸方向长度为基准识别尺寸,控制驱动电动机M1,将活动支承部305b移动到规定位置,将其停止于该位置。
此外,按压片323也同样,控制图中未示出的驱动电动机,将按压片323移动到规定位置。
该活动支承部305b和按压片323预先设定于下述的位置,在该位置,可确实进行对于纸前端部下垂到盘外部而弯曲的纸形状,通过对齐机构314,使纸的宽度缩小的动作,同时可确实进行旋转轴313将纸前端传送到第1限制部件311的动作。
因此,从供纸通路203送出纸S,此时,该导向部件312位于排纸口304的上方,将纸导向到固定支承部305a,旋转轴313等待于盘上方,通过对齐机构315a、315b等待于纸的宽度方向的外侧。
接着,如果在S2的状态纸进入到盘上,则首先,旋转轴313下降到与盘上的纸接触的位置,沿顺时针方向旋转协助纸的进入。
如果在S3的状态,纸后端进入到盘上,则旋转轴313上升,导向部件312沿图示的盘,移动到对纸进行导向的位置。
然后,旋转轴313在S4的状态,下降到与盘上的纸接触的位置,该旋转轴313沿逆时针方向反转,将纸后端(图示右端)朝向第1限制机构移动,导向部件312对其进行导向。
在于图中的标号S5的状态,纸前端到达第1限制机构的预定时间后,旋转轴313停止,在S6的状态,首先,导向部件312向盘上方退出,接着,在S7的状态,旋转轴313向上方退出。
在该状态,纸处于支承于盘的固定支承部305a和活动支承部305b上,通过按压片323按压以外的自由的状态。
在图示的S7的状态,左右的对齐部件315a、315b通过驱动电动机M2a、M2b,从S8的等待位置,与S9的纸侧缘卡合,以中心线为基准,按照纸的宽度缩小的方式移动。
对齐部件315a、315b从按照S10的纸的宽度缩小的方式移动的状态,沿箭头方向移动,恢复到S11的等待位置。
反复进行图示的S1~S11的动作,由此,纸从排纸口304堆叠而累积于盘机构上。
此时,摞状的纸的后端通过第1限制部件311定位限制,左右两侧通过左右的对齐部件315a、315b定位限制,整齐地堆叠。
像这样一系列的纸按照页顺序堆叠,从图像印刷组件A,接收结束信号,结束堆叠步骤。
然后,嵌入组件B通过摞运送机构组件,在下一步骤送出纸摞。
图17A~17E中的T1~T4表示第1夹持运送机构401的动作,位于盘机构305上的纸两端部的左右的顶部夹具403和底部夹具404均通过驱动电动机M10和齿条413,移动到适合于纸尺寸的位置。
接着,位于纸顶面的夹具403在T2的状态,通过驱动电动机移动,在T3的状态与纸的顶面接触。
在此前后,驱动电动机M4向上方移动齿条406,使位于纸底面的夹具404上升,与纸的底面接触。
另外,此时,按照盘组332通过驱动电动机M3下降,通过扇形齿轮338的作用,辅助盘305c移动到从纸退出的位置,不妨碍夹具404的持握动作的方式考虑。
图17A~17E中的T5~T8表示盘组332的升降动作,T5表示装载接纳纸的状态,盘组332位于上升位置,T6位于下降位置,纸摞的送出位置。
如果通过上述的驱动电动机M3的旋转,使旋转轴334沿图6的顺时针方向旋转,则盘组332从上升位置(T5的状态)移动下降到送出位置(T6的状态)。
伴随该盘组的下降,翼状的辅助盘305c通过扇形齿轮338的旋转,沿图6的顺时针方向旋转,移动到与纸摞离开的位置。
在该辅助盘305c移动后,第1夹持运送机构401进行前述的T1~T4的动作,持握纸摞,然后通过前述的驱动电动机M1的旋转,与盘组332同步地,按照同一速度,从T5位置(上升位置),下降到T6位置(送出位置)。
在T6位置,第2夹持运送机构420由主夹具421和副夹具422构成进行等待。
第1夹持运送机构401从T6位置,沿图示箭头方向移动,将盘组332上的纸摞向第2夹持运送机构420送出。
该第1夹持运送机构401沿导轨408,对隧道状的导轨402进行导向,通过与齿条434啮合的驱动电动机M1而移动。
然后,在从盘组332,送出纸摞的T7的状态,第1夹持运送机构401停止,盘组332通过驱动电动机M3的反向旋转,朝向上升位置开始上升。
与此同时,第2夹持运送机构420旋转驱动电动机M6(参照图10A),移动到与活动夹具421b相对的固定夹具421a侧。
接着,像图T8所示的那样,盘组332恢复到上升位置,纸摞由第2夹持运送机构420持握,另外,第1夹持运送机构401沿图示箭头方向,开始恢复动作。
在恢复动作中,与第2夹持运送机构420同时,下夹具404从持握纸摞的图T9的状态下降,从纸面离开(T10的状态),接着,在T11的状态,上夹具上升与纸面离开,移动到T12的初始状态。
与各夹具的解除动作同时,第1夹持运送机构401从图T8的状态,沿水平方向恢复到T13的状态,接着,沿垂直方向恢复到T14的状态。
按照与该第1夹持运送机构401的恢复动作并行的方式,第2夹持运送机构420将驱动电动机M5沿顺时针方向,旋转到图10A的状态。
因此,第2夹持运送机构420将纸摞从T13的状态(水平姿势),旋转到T14的垂直姿势。
在将该纸摞旋转到垂直姿势的T15的状态,对纸端缘进行上浆处理的后处理位置,设置基准部件437。
因此,沿夹持解除方向,旋转第2夹持运送机构420的驱动电动机M6,将纸摞从固定夹具421a,转交活动夹具421b。
在该活动夹具421b的解除中,主夹具421与纸摞离开,副夹具422a、422b处于持握纸摞的状态。
因此,在T6的状态,主夹具421不卡合,纸摞由副夹具422a、422b夹持,在通过图12描述的弹簧454、455的作用下,稍稍落下。
然后,旋转驱动电动机M7,使图9所示的活动侧架429按照规定量下降。
在该第2夹持运送机构420下降到T17的状态,纸摞与基准部件437碰触。
由于该副夹具422a、422b按照可在轴451上旋转的方式构成,故在通过该副夹具422a、422b持握的状态,对与基准部件437碰触的纸摞的歪斜等的倾斜进行矫正。
该第2夹持运送机构420在该歪斜修正之后,沿夹持方向旋转上述驱动电动机M6,通过主夹具421持握纸摞。
按照该主夹具421的动作,纸摞在不旋转的情况下,保持在该姿势。
“上浆组件”
像图1A和1B所示的那样,上浆组件E设置于前述的第2夹持运送机构420传送纸摞的基本垂直的通路(在下面称为“第1通路”)100中。
接着,上浆组件E将浆糊涂敷于通过第2夹持运送机构420持握的纸摞的底侧端缘S2。
上浆组件E由接纳浆糊的浆糊盘61、以可旋转的方式安装于该盘上的浆糊辊62、旋转驱动该浆糊辊62的驱动电动机M11、沿纸摞往复驱动上述盘61的M12构成。
图20A和20B表示其示意图,按照浆糊盘61的长度(尺寸)短于纸摞S的底端缘S1,可伴随安装于其上的浆糊辊62,沿纸底端缘S1移动的方式构成。
也可按照大于其它的纸摞的底端缘S1的长度的盘形状构成浆糊盘61,仅仅浆糊辊62沿图20A和20B的左右方向移动。
因此,在图示的场合,浆糊辊62构成在纸摞上涂敷浆糊的浆糊涂敷部件,该辊由多孔材料构成,浸渍有浆糊,在辊外周堆积浆糊的层。
图19A和19B为由图1A的装置的上浆组件E和后述的封面纸运送机构构成组件的结构体,以可装卸的方式组装于图1A和1B的装置中。
接着,沿图示的X-X方向,第1通路运送纸摞,沿图中的Y-Y方向,第2通路分别沿箭头方向运送封面纸。
浆糊盘61设置于纸摞和封面纸的接合台150的上方,沿导轨(杆)66而移动导向,通过与该导轨并行的同步齿型带65,与驱动电动机M11连接。
因此,浆糊组件E可沿通过第2夹持运送机构420持握,保持在该位置的纸摞S的底端缘S1,通过驱动电动机M11往复移动。
另一方面,对于纸摞S,像前述那样,按照安装有主夹具421和副夹具422(在下面总称为“夹具部件420”)的活动侧架429由导轨428导向,可沿垂直方向移动的方式构成,该活动侧架429通过齿条434、小齿轮435与驱动电动机M7连接。
(参照图9和图10B)接着,像前述那样,通过驱动电动机M7的正反运转,持握纸摞的夹具部件420按照可沿图20A和20B的上下方向移动的方式控制。
下面根据图27A~27C,对上述方案中的上浆组件E的纸摞的浆糊涂敷方法进行描述。
图26A和26B表示纸摞S的作为浆糊涂敷端面的纸底侧端缘S1和浆糊组件E的平面,构成浆糊组件的浆糊盘61按照可通过导轨66,借助驱动电动机M11,往复移动的方式构成,图26A表示前往路,图26B表示返回路。
因此,在根据图27A~27C,对上浆方法进行描述时,在图示的结构中,浆糊辊62(浆糊涂敷部件)使纸摞的底侧端缘S1往复移动。
在前往路,辊表面与纸摞压接,使浆糊渗入到其端缘S1的纸之间。
然后,在返回路,在于浆糊辊的辊表面和纸端缘S1之间形成稍小的间隙(缝隙)的状态,在纸端缘S1上均匀地涂敷浆糊。
在该流程中,将上浆组件E从原位(实线)移动到纸端缘(U1)。该纸端缘的移动对应于纸的尺寸上方,推算(分度)从原位到纸端缘的距离。
接着,夹具部件421由驱动电动机M7驱动,从等待位置(U1)按照规定量下降(U3)。
驱动电动机M7由步进电动机构成,从夹具部件420的初始位置(原位),通过电动机的脉冲控制,控制该夹具部件420的移动量。
特别是,处于在上浆组件E的前往路,纸摞的底侧端缘S1和浆糊辊62的外面(外周面)相互压接的状态。
即,夹具部件420下降,直至相对以可滑动的方式支承于导轨66上的浆糊盘上所固定的浆糊辊62,纸摞的底侧缘S1重叠的位置。
该重叠量通过纸端缘S2和浆糊辊的压接力设定,在该两者之间的压接力根据纸端缘变形,散乱,浆糊渗透到纸之间的状况而设定。
另外,在图示的场合,上浆组件E的前往路的重叠量预定,但是,也可根据纸摞的厚度,使重叠量不同,在此场合纸摞越厚重叠量越大,即,压接力增加。
此外,关于纸摞的厚度检测,将在后面描述。
按照这样的纸摞和浆糊辊的位置关系,在U3的状态将浆糊辊62从纸摞的一端(右端)移动到另一端。
此时,浆糊辊62沿图示的箭头方向旋转。
如果浆糊辊62在U4的状态,到达纸摞的另一端缘(左端),则停止糊辊62和上浆组件E。
因此,使第2夹持运送机构的夹具部件420上升,返回到原始位置(参照U5)。
接着,再次使驱动辊M7旋转,将夹具部件420下降移动到在纸底侧端缘S1和浆糊辊62之间,形成较小的间隙(缝隙)的位置。
与上次相同,通过驱动电动机的脉冲控制控制移动量。
按照该纸的底侧端缘S1和浆糊辊62的表面之间的缝隙为形成于浆糊辊表面上的浆糊的堆起层与端缘S1接触的程度,通过实验方式求出附着于纸侧的浆糊量,将其设定适合值。
在该条件的设定之后,浆糊辊62恢复移动到U6的状态。
如果像这样,进行浆糊渗入摞状的纸之间的涂敷动作、在该涂布敷作之后,在纸端缘和浆糊辊之间形成间隙,进行涂敷动作,则在摞状的纸上,在纸之间的同时,在摞状端面上形成均匀的厚度的浆糊层。
另外,在此场合,在纸摞的端缘的左右边缘部,附着剩余的浆糊,具有必须要求进行该边缘处理的情况。
U7表示该边缘处理,分别在上述前往路和返回路上,进行上浆处理,然后,将上浆组件E返回到边缘部,去除过多浆糊层。
通过刀刃辊,减少边缘部的浆糊层。
接着,将上浆组件E移动到另一端侧(参照U8),去除另一端侧的多余浆糊。
按照以上的动作结束浆糊涂敷,则上浆组件E移向原始位置(U11和U12的状态),同样持握纸摞。
夹具部件320也向原始位置恢复。
此外,在图示实施例中,针对在不使纸摞底端缘S1和浆糊辊表面接触的状态,形成稍小的间隙的场合,对上浆组件E的返回路的浆糊涂敷动作进行了描述,但是,其也可在使纸摞底端缘S1和浆糊辊表面接触的状态,设定在小于前往路的两者的接触压力的接触压力。
同样在该场合,上浆组件E在前往路,使浆糊渗入纸之间,在返回路,在纸摞的端面(背部)形成均匀的糊面层。
(封面纸运送机构)
在图1A和1B的系统中,嵌入组件B的供给通路203连接于纸送入通路501,堆叠盘组件C的排纸通路301连接于该通路501。
在纸送入通路501上,封面纸的传送通路(在下面称为“第2通路”)200通过通路切换片201而连接,将来自嵌入件B的封面纸导向第2通路200。
该第2通路200按照与第1通路100相垂直的方式与其交叉,呈倒T状将来自第1通路的纸摞和来自第2通路的封面纸接合。
该第2通路200由在上下以规定间距相对的顶部运送导向件63和底部运送导向件64构成,该顶部运送导向件63以与第1通路的交叉部为边界,划分为右侧的第1顶部运送导向件63a和左侧的第2顶部运送导向件63b,左右的运送导向件分别进行开闭动作。
还有,在第1通路100和第2通路200的交叉部,接合台150作为交叉空间而形成,在该台处,纸摞和封面纸基本呈倒T字形接合。
因此,在第2通路上设置实现封面纸的供纸方向的对位的第1对齐机构130;进行封面纸的供纸垂直方向的对位的第2对齐机构135;将通过该第1、第2对齐机构130、135对齐的封面纸传送给接合台150的偏移(offset)传送机构140。
再有,在第2通路中,在接合台150的上游侧,设置第1、第2对齐机构,进行封面纸的运送方向和与其相垂直的方向的对位,通过偏移传送机构140,正确地按照规定距离运送经过对齐的封面纸,由此,在接合台上设定封面纸。
图示的第1对齐机构130和第2对齐机构135通过下述的1个组件机构兼用两者。
像图1B所示的那样,在排纸通路301和第2通路200的分支点上,设置图24所示的对齐组件75。
该对齐组件75包括图23所示的止动部件72和卡扣纸端的台阶壁72a,处于封面纸的送入方向(图中的箭头)和图示的位置关系。
另外,像图23所示的那样,顶部纸导向件72b成一体安装,该对齐组件75按照可沿图示的左右方向移动的方式安装于固定支架76上。
即,在固定支架76上设置图中未示出的导轨,在该导轨上,对齐组件75以可移动方式嵌合。
此外,在固定支架76上,设置可正反转的步进电动机M12,该电动机M12和对齐组件75连接。
图中的标号79表示传动皮带,图中的标号78表示其皮带轮。
此外,传动皮带79和对齐组件75通过固定部件80固定。
因此,通过驱动驱动电动机M12,对齐组件75可移向图示的左右方向。
图中的符号LS表示限位传感器。
因此,止动件72像图24所示的那样设置有多个,按照可通过轴72b而旋转的方式构成,在图示的位置,在与对齐组件75的台阶部75a之间,夹紧而保持封面纸,沿图中的顺时针方向旋转轴72b,此时,止动件72立起,将纸端缘与台阶壁72a一起卡扣。
图中的符号SOL表示动作螺线管。
该止动件72设置于上述纸送入通路中,停止螺线管SOL的动作,该止动件72处于卧倒姿势,将封面纸导向第2通路,然后,使动作螺线管SOL动作,使止动件72处于立起姿势,此时,碰触转向而反送的封面纸,将其停止。
另外,按照下述方式构成,该方式为:如果在碰触封面纸,使其在停止的状态,从立起状态变为卧倒状态,则夹紧纸端缘。
在第2通路上,在上述对齐组件的下游侧,设置反转辊68。
该辊68退到与封面纸卡合的位置,以可升降的方式设置于非卡合位置,安装于可摆动的支承臂92上。
此外,在该辊68上,按照沿与供送方向相反的方向传送封面纸的方式连接驱动电动机M13。
该驱动电动机M13为下述的结构,其中,按照通过正转使支承臂92上升,移动到从纸退出的位置的方式通过弹簧离合器,与支承支架92的基端部连接,通过反转使支承支架92下降到与纸卡合的位置,使辊68反转。
图中的标号93为传动皮带。
图中的S71表示检测纸的前端的传感器,获得控制上述驱动电动机M13的同步信号,以便使纸转向。
还有,在第2通路上,像图19A所示的那样,设置多个运送辊69,在图示的场合,在第1顶部运送导向件63a上设置2排的运送辊69,另外,在对齐组件75的上游侧,设置运送辊(入口辊)70。
该运送辊69构成后述的偏移传送机构,按照规定量运送通过上述对齐组件75对齐的纸。
下面对其结构和动作进行描述,图25A~25D表示该动作状态图。
像U1所示的那样,进入第2通路的封面纸(在下面简单称为“纸”)的前端通过传感器S71检测,封面纸通过运送辊70和运送辊69运送。
此时,对齐组件的止动件72在卧倒的状态使封面纸进入,另外,反转辊68设置于从通路退出的状态。
纸的后端按照来自传感器S71的信号,通过对齐组件75的延迟时间之后,从纸退出运送辊70和运送辊69(U3)。
关于各运送辊69、70的退出结构,将在后面进行描述。
因此,在使反转辊68下降到与纸卡合的位置(U4),同时,使与纸卡合的全部的运送辊从纸向上方退出(U5)。
接着,驱动反转辊68,沿与供纸方向相反的方向移动纸。
此时,止动件72处于通过动作螺线管SOL,立起的状态。
于是,纸的后端与止动件72卡扣,然后,停止反转辊68,同时将其与纸离开。
还有,反转辊68的停止时刻根据传感器S71检测纸后端的信号计算(U6)。
因此,切断动作螺线管SOL的电源,将止动件72返回到初始姿势(U7)。于是,纸后端由对齐组件75的台阶部(板)75a和止动件72夹紧。
如果在该状态启动驱动电动机M12,则对齐组件75沿与供纸方向相垂直的方向移动,由止动件72夹紧的纸也同时移动。
像图25C所示的那样,在以可移动的方式支承对齐组件75的固定支架76上,沿供纸垂直方向设置多个传感器S94、S95。
另外,比如,像图25D所示的那样,在传感器不工作时(U14),按照沿传感器方向移动纸的方式移动对齐组件75,在传感器启动之后,按照规定量移动,由此,推断纸的横向的位置(U15)。
此外,在传感器启动时(U16),在沿相反方向移动对齐组件75,纸侧缘通过传感器,传感器不工作之后,按照规定量移动,由此,推断纸的横向的位置。
在推断(对齐)这样的纸的供纸垂直方向的位置之后,将运送辊69和70下降到与纸卡合的位置(U9),接着,将全部的运送辊与纸卡合,仅仅将反转辊68放置从退出的位置(U10)。
于是,再次使动作螺线管SOL启动,沿立起方向旋转止动件,然后,旋转驱动运送辊69(U11)。
因此,将纸运送到第2通路200的下游侧,止动件72恢复到初始状态的卧倒姿势,供之后使用。
因此,对上述运送辊70和69的升降机构进行描述。
像上述那样,将这些辊控制在与纸接触,对其运送的状态,和与纸离开的非动作状态,运送辊69像图20A所示的那样,在设置于顶部运送导向件63上的支承撑杆82上,通过轴承而支承该辊的两侧。
还有,该支承撑杆82安装于设置在装置支架上的多个摆动支架83上,通过设置于装置支架的左右侧架中的相应侧架上的至少纸运送方向前后的2个部位的摆动臂,运送导向件和运送辊按照基本平行而上下运动的方式支承。
因此,该摆动臂83的轴承部的齿轮85与和驱动电动机M14连接的传动齿轮85a连接,可通过电动机的旋转,控制上述运送导向件和运送辊的升降位置。
另外,该驱动电动机M14在运送辊从纸稍稍退出的非动作位置、顶部运送导向件与底部运送导向件之间,以较大程度打开的位置,按照2个等级对摆动臂83进行角度控制。
还有,图中的标号84表示摆动臂的恢复弹簧。
还有,按照与运送辊69相同的结构,运送辊69b通过支承撑杆82b安装于前述的第2运送导向件63b上,该支承撑杆通过摆动臂83b,以可移动的方式支承。
但是,位于接合台的左侧(下游侧)的摆动臂83b按照下述方式构成,该方式为:沿与位于上述右侧的摆动臂83a相反的方向旋转纸,进行对象的动作,通过驱动电动机M15,旋转臂。
像这样构成的运送辊69与驱动电动机M13连接,通过控制CPU而控制。
控制CPU进行第2对齐动作,在该第2对齐动作中,沿与供送方向相垂直的方向,缩小由上述止动件72定位的封面纸的宽度,在该动作结束后,启动驱动电动机M14,将运送辊69下降到与纸接触的动作位置,然后,启动驱动电动机M13,按照规定量将封面纸送向接合台150上,虽然关于这一点在图中未示出。
在该运送辊69的控制中,首先,控制CPU根据封面纸的尺寸(运送方向长度)和从第1通路100运送的纸摞的厚度,计算纸的中心与接合台的中心一致的运送量,根据该结果,推算由步进电动机构成的驱动电动机M13的步进数量,供给电源脉冲。
在此场合,选择仅仅根据纸的长度尺寸,计算运送量的情况;根据纸的长度尺寸和来自第1通路的纸摞的厚度,计算运送量的情况中的任意者。
在前者的场合,纸摞的厚度检测是不需要的,运送量计算也容易,但是,如果纸摞的厚度不同,则在将封面纸和纸摞吻合时,具有两者的边缘不齐的问题,适合于纸摞的厚度基本均匀的装置规格。
另外,在后者的场合,因纸摞的检测精度具有同样的不齐的危险,但是,适合于必须要求多种厚度的装订的装置规格。
纸摞的厚度检测可采用比如,调整对齐前述的上浆时的接触压力用的纸摞的厚度检测方法。
以上的运送辊69和其控制机构(比如,上述控制CPU)构成偏移传送机构。
“纸摞和封面纸的接合机构”
在上述第1通路100和第2通路200的交点形成接合台150,在该接合台,来自第1通路的纸摞和来自第2通路的封面纸呈倒T字状接合。
首先,在第1通路100中,通过浆糊涂敷组件E,对通过第2夹持运送机构420持握的纸摞的底侧端缘进行上浆,浆糊盘61退到通路之外(参照前述的U12)。
与此同时,在第2通路200,在接合台150上设置封面纸(参照前述的U12)。
根据图28A~28F,同时对纸摞和封面纸的接合的结构和动作进行描述。
在图示的W1所示的状态,设定纸摞和封面纸,纸摞通过第2夹持运送机构420支承。
图中的标号437为前述的基准部件,标号63a表示第1顶部运送导向件,标号63b表示第2顶部运送导向件。
另外,在接合台150上设置支承封面纸CS的背面的转向部件151、背折块155。
该支垫部件151、背折块155的结构将在后面描述。
因此,如果旋转驱动电动机M15,使第2顶部运送导向件处于图示的W2的状态,打开第2底部运送导向件64,则基准部件437与该导向件成一体地从第1通路退出。
因此,通过对驱动电动机M7进行驱动,借助第2夹持运送机构(在下面通过主夹具421描述),将纸摞传送到下游侧。
于是,在图示的W3的状态,封面纸CS和纸摞S接合,此时,支垫部件151支承封面纸的背面。
还有,在该支垫部件151和底部运送导向件之间形成间隙,背折块155进入该间隙中。
接着,与前面的第2运送导向件相同,第1顶部运送导向件63a与底部运送导向件64a离开。
在W4的状态,封面纸CS的顶部侧开放是自由的。
在该封面纸自由的状态,背折块155在W5的状态,将封面纸弯曲。
该背折块155按照从通过左右一对部件,相互间隔开的W4的位置,对纸摞的肩部加压的方式可开闭地构成,与支垫部件151一起,对册子处理的背部进行加压整形。
接着,从纸摞的肩部,将背折块155恢复到原位置(W6),然后,将主夹具421与纸摞解除开(W7)。
在该解除后,将主夹具421后退到第1通路的上游侧(W8),再次通过主夹具421持握纸(W9)。
因此,主夹具421在纸摞的接合动作时(从上述的W1到W5的动作)持握纸摞的底端缘部,然后,持握纸摞的中间部。
像这样,在接合动作时,持握纸摞的底端缘部的目的在于通过在接合时作用的加压的力,防止纸摞散乱。
接着,在主夹具421改变纸摞的持握位置之后,使主夹具421后退,从支垫部件151拉开封面纸(W10)。
该夹具的后退动作按照前述的驱动电动机M7的脉冲控制进行。
在拉开封面纸CS后,将支垫部件151从第1通路退到W11的状态。
另一方面,在接合台150的下游侧,在第1通路设置弯折运送机构,图示的机构由一对弯折辊160构成,该对辊按照可相互压接和离开的方式构成,通过图中未示出的压接弹簧压接,通过动作螺线管离开。
因此,使弯折辊160离开(W12),使主夹具421沿第1通路下降到下游侧(W13)。
通过传感器检测该纸摞的位置,使弯折辊160处于压接状态(W14)。
接着,将主夹具421与纸摞脱离开(W15),沿送出方向旋转弯折辊160,送出纸摞(W16)。
按照以上的结构和其动作,纸摞和封面纸相互呈册状接合而折叠,对各结构的恢复动作进行说明。
W17表示在按照主夹具421的恢复动作,纸摞的后端通过接合台150之后,通过借助传感器检测到纸后端的信号,具有主夹具421的第2夹持运送机构420将其姿势改变90度,恢复到接收后续的纸摞的姿势。
与此同时,第1和第2顶部运送导向件也恢复到运送后续的封面纸的原始位置。
W18和W19表示弯折辊16从压接状态,恢复到离开的状态的状态,W20表示支垫部件151和背折块155恢复到原始位置的状态。
像这样,将呈册状装订的纸摞从作为弯折送出机构的弯折辊,送向修边组件,切割除了浆糊装订边缘以外的3个方向的边缘,将其接纳于接纳叠置盘中。
另外,本申请要求通过参照而引用的JP发明专利申请号为2005年175643号、JP发明专利申请号为2005年175644号、JP发明专利申请号为2005年175648号的优先权。
Claims (9)
1.一种纸摞运送装置,其为纸摞的夹持运送装置,其包括:
盘机构,该盘机构按照基本水平姿势装载来自排纸通路的纸;
第1夹持运送机构,该第1夹持运送机构沿规定方向送出该盘机构上的纸摞;
第2夹持运送机构,该第2夹持运送机构将来自该第1夹持运送机构的基本水平姿势的纸摞旋转到垂直姿势;
后处理机构,该后处理机构对来自该第2夹持运送机构的纸端缘进行后处理;
其特征在于:
上述第1夹持运送机构按照通过持握纸摞的夹具部件,沿上述盘机构送出纸摞的方式构成;
上述第2夹持运送机构按照通过持握纸摞的夹具部件,使纸摞旋转规定角度,以基本垂直姿势,将该纸摞传送到上述后处理机构的方式构成;
上述第1夹持运送机构的夹具部件夹持纸摞中的左右相对的两侧缘部,上述第2夹持运送机构的夹具部件夹持纸摞的一端缘部,分别持握纸摞的不同的位置,上述后处理机构按照对通过上述第2夹持运送机构持握的纸摞的一端缘部进行后处理的方式构成。
2.根据权利要求1所述的纸摞运送装置,其特征在于上述盘机构按照可在从上述排纸通路,堆叠纸的纸装载位置和相对该纸装载位置,规定距离下方的纸摞送出位置之间升降的方式构成;
上述第1夹持运送机构在该纸摞送出位置,从上述盘机构将纸摞传送到上述第2夹持运送机构。
3.根据权利要求2所述的纸摞运送装置,其特征在于上述第1夹持运送机构按照在上述盘机构从上述纸装载位置下降到上述纸摞送出位置时,持握该盘机构上的纸摞的方式控制。
4.根据权利要求2所述的纸摞运送装置,其特征在于其按照下述方式进行控制,该方式为:上述第1夹持运送机构的夹具部件持握上述盘机构上的纸摞,将其传送到上述第2夹持运送机构中的张开的夹具部件,该第2夹持运送机构中的夹具部件夹持纸摞,然后,第1夹持运送机构的夹具部件张开。
5.一种纸摞运送装置,其为纸摞的夹持运送装置,其包括:
盘机构,该盘机构按照基本水平姿势装载来自排纸通路的纸;
第1夹持运送机构,该第1夹持运送机构沿规定方向送出该盘机构上的纸摞;
第2夹持运送机构,该第2夹持运送机构将来自该第1夹持运送机构的基本水平姿势的纸摞旋转到垂直姿势;
后处理机构,该后处理机构对来自该第2夹持运送机构的纸端缘进行后处理;
其特征在于:
上述第1夹持运送机构按照通过持握纸摞的夹具部件,沿上述盘机构送出纸摞的方式构成;
上述第2夹持运送机构按照通过持握纸摞的夹具部件,使纸摞旋转规定角度,以基本垂直姿势,将该纸摞传送到上述后处理机构的方式构成;
上述盘机构具有将纸的运送方向的后端对齐的纸后端限制部件;
上述第1夹持运送机构的夹具部件夹持纸摞的对齐端的左右两侧部,上述第2夹持运送机构的夹具部件夹持纸摞的对齐端的端缘。
6.根据权利要求5所述的纸摞运送装置,其特征在于上述盘机构按照可在纸装载位置和纸摞送出位置之间升降的方式构成,其中,该纸装载位置为从上述排纸通路堆叠纸的位置,该纸摞送出位置位于相对该纸装载位置的规定距离下方;
上述第1夹持运送机构在该纸摞送出位置,从上述盘机构将纸摞传送到上述第2夹持运送机构。
7.根据权利要求6所述的纸摞运送装置,其特征在于上述第1夹持运送机构按照在上述盘机构从上述纸装载位置下降到上述纸摞送出位置时,持握该盘机构上的纸摞的方式控制。
8.根据权利要求6所述的纸摞运送装置,其特征在于其按照下述方式进行控制,该方式为:上述第1夹持运送机构的夹具部件持握上述盘机构上的纸摞,将其传送到上述第2夹持运送机构中的张开的夹具部件,该第2夹持运送机构中的夹具部件夹持纸摞,然后,第1夹持运送机构的夹具部件张开。
9.根据权利要求1~8的任意一项所述的纸摞运送装置,其特征在于上述第2夹持运送机构的夹具部件由夹持上述纸摞的端缘的一对第1夹具部件、夹持纸摞的中间部的一对第2夹具部件构成,该第2夹具部件包括导向板,该导向板在从上述第1夹持运送机构将纸摞传送到上述第2夹持运送机构时,进行纸的进入的导向。
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005175648A JP4101256B2 (ja) | 2005-06-15 | 2005-06-15 | 製本装置及びこれを用いた画像形成装置 |
| JP2005-175648 | 2005-06-15 | ||
| JP2005-175644 | 2005-06-15 | ||
| JP2005-175643 | 2005-06-15 | ||
| JP2005175643A JP4152401B2 (ja) | 2005-06-15 | 2005-06-15 | シート束搬送装置 |
| JP2005175644A JP4177356B2 (ja) | 2005-06-15 | 2005-06-15 | シート束搬送装置及びこれを用いた製本装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2006100872903A Division CN1880101B (zh) | 2005-06-15 | 2006-06-14 | 纸摞运送装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN102107566A CN102107566A (zh) | 2011-06-29 |
| CN102107566B true CN102107566B (zh) | 2013-10-16 |
Family
ID=37618427
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105863146A Expired - Fee Related CN102107566B (zh) | 2005-06-15 | 2006-06-14 | 纸摞运送装置 |
| CN2010105863061A Expired - Fee Related CN102107565B (zh) | 2005-06-15 | 2006-06-14 | 装订装置 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010105863061A Expired - Fee Related CN102107565B (zh) | 2005-06-15 | 2006-06-14 | 装订装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (4) | US7497428B2 (zh) |
| CN (2) | CN102107566B (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5006582B2 (ja) * | 2006-06-09 | 2012-08-22 | キヤノン株式会社 | シート処理装置及び画像形成装置 |
| US7992857B2 (en) * | 2006-12-27 | 2011-08-09 | Max Co., Ltd. | Paper sheet handling device |
| US8646367B2 (en) | 2010-09-02 | 2014-02-11 | Jenco Microedge, Inc. | Trimmer block pad, trimmer, and method of trimming |
| US20120318873A1 (en) * | 2011-06-16 | 2012-12-20 | Smartguard, Llc | Book With Concealed Signal Responsive Tag |
| JP6197281B2 (ja) * | 2012-03-14 | 2017-09-20 | 株式会社リコー | シート後処理装置及び画像形成装置 |
| JP2014193585A (ja) * | 2013-03-29 | 2014-10-09 | Riso Kagaku Corp | 挟持装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4958974A (en) * | 1989-08-07 | 1990-09-25 | Xerox Corporation | Damped binding apparatus |
| US5899138A (en) * | 1995-07-25 | 1999-05-04 | Canon Kabushiki Kaisha | Sheet-bundle conveying device with low disturbance conveyance and stacking features |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2620047C2 (de) * | 1976-05-06 | 1985-11-14 | Kolbus GmbH & Co KG, 4993 Rahden | Verfahren und Vorrichtung zum Umlegen von Schutzumschlägen um Bücher |
| US4828645A (en) * | 1987-11-25 | 1989-05-09 | Xerox Corporation | Binding apparatus |
| US5213317A (en) * | 1992-01-27 | 1993-05-25 | Xerox Corporation | Modular binding apparatus with rotating transport |
| JP3046976B2 (ja) * | 1992-05-27 | 2000-05-29 | ホリゾン・インターナショナル株式会社 | 製本機用排出装置 |
| JPH0977300A (ja) | 1995-09-13 | 1997-03-25 | Canon Inc | シート束移送装置及びこれを備える画像形成装置 |
| US5988620A (en) * | 1995-11-22 | 1999-11-23 | Quad/Tech, Inc. | Apparatus and method for personalizing printed materials |
| SE506022C2 (sv) * | 1996-01-22 | 1997-11-03 | Urpo Latvakangas | Förfarande, anordning och tillbehör för framställning av häften |
| DE69607132T2 (de) * | 1996-02-17 | 2000-08-31 | Horizon International, Inc. | Vorrichtung zum Zuführen von Papier für eine Buchbindemaschine |
| JP3165954B2 (ja) | 1996-02-17 | 2001-05-14 | ホリゾン・インターナショナル株式会社 | 製本装置用用紙供給装置 |
| SE507804C2 (sv) * | 1996-11-11 | 1998-07-13 | Bindomatic Ab | Sätt att stapla för framställning av häften avsedda höljen, ett dylikt hölje och sätt vid tillverkning av dylika häften |
| US6213456B1 (en) * | 1997-01-08 | 2001-04-10 | Minolta Co., Ltd. | Finisher for use with an image forming apparatus |
| US6685416B2 (en) * | 2001-07-11 | 2004-02-03 | Dynic Corporation | Bookbinding device and method |
| DE10210843A1 (de) * | 2002-03-12 | 2003-10-09 | Horst Rathert | Klebebinder für die Herstellung von Blocks und Broschüren insbesondere für Kleinauflagen |
| US20040141830A1 (en) * | 2003-01-07 | 2004-07-22 | Konica Minolta Holdings, Inc. | Pasting and bookbinding apparatus and image forming apparatus equipped therewith |
-
2006
- 2006-06-14 CN CN2010105863146A patent/CN102107566B/zh not_active Expired - Fee Related
- 2006-06-14 CN CN2010105863061A patent/CN102107565B/zh not_active Expired - Fee Related
- 2006-06-15 US US11/453,059 patent/US7497428B2/en active Active
-
2008
- 2008-11-26 US US12/292,779 patent/US7712733B2/en active Active
-
2010
- 2010-02-09 US US12/702,914 patent/US7918442B2/en not_active Expired - Fee Related
-
2011
- 2011-03-01 US US12/929,982 patent/US8052131B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4958974A (en) * | 1989-08-07 | 1990-09-25 | Xerox Corporation | Damped binding apparatus |
| US5899138A (en) * | 1995-07-25 | 1999-05-04 | Canon Kabushiki Kaisha | Sheet-bundle conveying device with low disturbance conveyance and stacking features |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100202857A1 (en) | 2010-08-12 |
| CN102107565A (zh) | 2011-06-29 |
| US8052131B2 (en) | 2011-11-08 |
| US7497428B2 (en) | 2009-03-03 |
| US20110222992A1 (en) | 2011-09-15 |
| US20070009298A1 (en) | 2007-01-11 |
| CN102107565B (zh) | 2012-12-26 |
| US20090085271A1 (en) | 2009-04-02 |
| US7918442B2 (en) | 2011-04-05 |
| CN102107566A (zh) | 2011-06-29 |
| US7712733B2 (en) | 2010-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100548712C (zh) | 纸摞运送装置和采用它的装订装置 | |
| CN1880101B (zh) | 纸摞运送装置 | |
| JP4836655B2 (ja) | 製本装置 | |
| JP4868933B2 (ja) | 製本装置及びこれを備えた画像形成装置 | |
| JP4793864B2 (ja) | 接着剤塗布装置及びこれを用いた製本装置 | |
| JP4709688B2 (ja) | シート集積装置及びこれを備えた製本装置 | |
| US9248687B2 (en) | Bookmaking method | |
| CN102107566B (zh) | 纸摞运送装置 | |
| JP5022016B2 (ja) | 製本装置及びこれを備えた画像形成システム | |
| US7500663B2 (en) | Bookmaking apparatus and image forming apparatus equipped with the same | |
| JP2006347691A (ja) | シート集積装置及びこれを用いた製本装置 | |
| JP2008162177A (ja) | 接着剤塗布装置及びこれを備えた製本装置並びに画像形成システム | |
| JP4177356B2 (ja) | シート束搬送装置及びこれを用いた製本装置 | |
| JP4597014B2 (ja) | 製本装置及びこれを用いた画像形成システム | |
| JP4101256B2 (ja) | 製本装置及びこれを用いた画像形成装置 | |
| JP2009154468A (ja) | 製本装置及び画像形成システム並びにシート束搬送装置 | |
| JP5448790B2 (ja) | 製本装置及びこれを備えた画像形成システム | |
| JP2011131497A (ja) | 製本装置及びこれを用いた画像形成システム | |
| JP2016074147A (ja) | 接着剤塗布装置及びこれを用いた製本装置 | |
| JP2010137378A (ja) | 製本装置及びこれを備えた画像形成システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20131016 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |