A kind of optical polyester film and preparation method thereof
Technical field
The present invention relates to a kind of polyester film, particularly relate to and have good adhesiveness, transparency, planarization, the optical polyester film of resistance to marring, rolling and re-workability, this film is applicable to field of display devices and high-grade IMD film interior trim manufacture fields such as LCD, CRT, PDP, EL.
Background technology
Polyester film is being used widely in recent years owing to have excellent optical property, surface of good tack, favorable mechanical performance and heat resistance.The biaxial tension optical polyester film is applied to field of display devices and high-grade IMD film interior trim manufacture fields such as LCD, CRT, PDP, EL especially owing to have the deep processing that good dimensional stability, chemical resistance, high transparent and good processability are widely used in various optical polyester film materials with respect to other plastic sheetings.
Usually, to the deep-processing process of optical polyester film material, by modes such as printing, coating, evaporation, sputter, curtain coatings polyester film is carried out post processing exactly and give the process of the peculiar function of film.In the manufacturing and deep-processing process of film, invariably accompanying constantly unreels and wrapup procedure, when film is by some rollers in this process owing to separate and produce cut at film surface with the roller friction and from roller.Specifically, in the situation of complete transparent membrane, operating characteristics is poor because the surface roughness of film is low, so coating performance is poor, is easy to generate cut in last handling process.Except producing in last handling process such blemish, owing to the many rollers of film process, if the operability of film is poor in process, then film surface just produces many defectives in the process of making Biaxially oriented polyester film.Particularly when such film is used to make optical articles in the field of display, because the cosmetic issue of film can make its product produce serious defective.
The Biaxially oriented polyester film that is used for field of display devices mainly acts on: the panel that (1) touches, it will stand off-line (off-line) and apply owing to will be used for the hard conating etc. of inorganic EL and liquid crystal display, this hard conating is coated with silver thereon afterwards at deposit transparent and ITO that conduct electricity (indium tin oxide), is coated with luminescent material then; (2) be used in substrate on the diffusion barrier, it is corresponding to the back light unit of film in LCD watch-dog, prism lens and the protective film; (3) be used to suppress antireflection (AR) substrate that light reflects, promptly be used for stoping flash of light by the extraneous light generation of display; (4) and the near-infrared photoresistance plate washer that is used for plasma display panel (PDP).
The Biaxially oriented polyester film that is used for high-grade IMD film interior trim manufacture field mainly acts on: the film that is used for IML requires to have good heat endurance, printing, shock-resistant, damage resistant and good chemical stability.
In the above-mentioned Biaxially oriented polyester film, the film that is used as basement membrane must have processing stability and the transparency, light transmissive, good scratch resistance and planarization.Cut can cause the defective (stain) of electronic device especially, and this is to process as the event of the inhomogeneous coating in the hard conating process owing to the inhomogeneous coating of transparent membrane on the defective part of correspondence and in the back.
Therefore, Biaxially oriented polyester film as Application of optical film in, obtain the good transparency, adhesiveness etc., just do not allow there is small defective at film surface.And, aspect the film planarization,, in the process of producing basement membrane,, cause part to be slided owing to produce uneven tensile strength if the film planarization is poor, therefore cause cut and other defect at film surface.Film planarization difference also causes the inhomogeneous amount of coating weight in back processing coating process, thereby produces the inhomogeneous coated product of low value.Therefore, optical thin film especially needs the planarization that reaches good.
When producing Biaxially oriented polyester film, conventional a kind of method of using is to comprise inorganic filler in the priming coat that forms to avoid cut on the Biaxially oriented polyester film basement membrane.Yet, the way the most frequently used method of cloth process for the formation priming coat in the process of producing Biaxially oriented polyester film is an online way cloth, online coating is divided into again in the line and is coated with in the coating and line, the production process of two kinds of coating process all includes the fusion of raw material, extrude and cool off and use this raw material to make thin slice, applicating liquid coating thereon when producing film then, the main distinction just is that coating is (typically to carry out) in the line after uniaxial tension before or after the single shaft longitudinal stretching, and coating is to carry out after biaxial orientation stretches on the line, all need with a large amount of water to be coated with in that stage of the front and back that stretch no matter be as solvent, and carry out heat drying subsequently, and the thickness of the priming coat that obtains like this is difficult to remain on>more than the 1 μ m.Therefore, employed inorganic filler has certain restriction in the coating process aspect granule size.If use the bigger filler of granularity, fixedly the coating layer thickness of filler is smaller, thereby even in roller small friction in service, filler also can separate with coating.Therefore, can not reach the initial purpose of good film operability, and roller is contaminated owing to isolate filler.Than the problems referred to above even more serious be, because the longitudinal roller speed of service in online coating process is (in most applications, longitudinal stretching is to carry out film stretching by means of driven roller and the speed of service difference that is about between the roller of servo-actuated) most of defectives that the uniaxial tension process is occurred can not avoid, because described online coating generally is to carry out behind vertical uniaxial tension in producing the Biaxially oriented polyester film process.To cause when employed inorganic filler quantity is greater than appropriate amount in coating process and the post processing raw material between adhesiveness reduce, and thereby cause negative effect for the product physical property.If in film, do not use filler, undertaken by roller turn in the process of longitudinal stretching, because pulling force is inhomogeneous, then reduced the planarization of film after flakes melt and the extruding.The film out-of-flatness causes that crawling is even in last handling process, causes its processing characteristics and runnability to produce serious problem.
In addition, in order to improve the transparency of conventional Biaxially oriented polyester film, there is the people not re-use filler.But do not use filler easily to cause problems such as film planarization difference and cut.Equally, produce cut, improve anti-zoned property, should contain filler in the priming coat in the online coating process, thereby in causing the longitudinal stretching process of most of cuts, a critical limit be arranged for avoiding producing cut for fear of film.Such longitudinal stretching process was carried out before online coating, that is to say, this process is to carry out before the film upper strata forms priming coat.Therefore, can not solve the cut problem that the film that has priming coat is produced in the vertical, horizontal drawing process.The defective that produces in the vertical, horizontal drawing process by coating base coat, makes the related defects lens effect bigger than actual defects seem more outstanding, causes the value of product is produced worse influence.
For improving the tack of optical polyester film basement membrane, improve smooth property, the patent No. is that the Chinese patent of ZL200410045143.0 has been introduced a kind of optical polyester film, the basalis of this film adopts two kinds of different granular fillers, its average diameter is respectively the particulate filler of 0.03 μ m~0.05 μ m and the filler of 1.0 μ m~10.0 μ m, painting bottom coating on this basalis then forms the solid component content and is 2%~10% priming coat liquid.Because the adding of different particulate filler, make that the transparency of optical polyester film is destroyed to a certain extent, increased the mist degree of sending out of optical polyester film, this does not wish to see in many applications, can partly be buried through granule filler behind the painting bottom coating in addition, can be influenced the rolling and the cycling processability of film.
Summary of the invention
Technical problem to be solved by this invention provides a kind of optical polyester film, and this optics has good adhesiveness, transparency, planarization with polyester is thin, particularly has good resistance to marring, rolling and re-workability.
Another technical problem that the present invention will solve provides the preparation method of this optical polyester film.
The technical scheme that addresses the above problem is:
Above-mentioned optical polyester film, comprise basement membrane, basement membrane at least the one side on scribble priming coat, the filler that contains single particle size in the described basement membrane, the filler that contains two kinds of particulates of the adhesive size different with average grain diameter in the priming coat, the average grain diameter of bulky grain filler are more than 2 times of average grain diameter of granule filler.
Above-mentioned optical polyester film, the bulky grain filler in the described priming coat and the weight ratio of granule filler were less than 1: 1.
Above-mentioned optical polyester film, the average grain diameter of the granule filler in the described priming coat are≤0.1 μ m.
Above-mentioned optical polyester film, the adhesive in the described priming coat are one or more in polyvinylidene chloride resin, polyacrylate resin, polyurethane resin, mylar, epoxy resin, the polyimide resin.
Above-mentioned optical polyester film, the filler in the described priming coat are one or more in silica, barium sulfate, calcium carbonate, kaolin, alundum (Al, titanium dioxide, crosslinked polystyrene, the polymethyl methacrylate.
Above-mentioned optical polyester film, the filler in the described basement membrane are one or more in silica, barium sulfate, calcium carbonate, kaolin, alundum (Al, titanium dioxide, crosslinked polystyrene, the polymethyl methacrylate.
A kind of preparation method of optical polyester film, it may further comprise the steps:
A. the basement membrane raw material being sent into corresponding extrusion system melt extrudes;
B. the basement membrane melt forms unformed casting sheet on the chill roll that die head is rotating;
C. with 3.0~3.8 times of longitudinal stretchings after the cooled sheet preheating;
D. primary coat liquid is coated on face of the diaphragm behind the longitudinal stretching or two faces;
The diaphragm that e. will coat bottom 3.0~4.0 times of cross directional stretch after preheating;
F. the film thermal finalization after will stretching, rolling after cooling obtains optical polyester film.
The preparation method of above-mentioned optical polyester film, described to melt extrude temperature be 260 ℃~300 ℃.
The preparation method of above-mentioned optical polyester film, described heat setting temperature is 180 ℃~250 ℃.
The basement membrane that the present invention mentions is meant the polyester film that does not only stretch by uniaxial orientation stretching or biaxial orientation through preliminary treatment, the filler that contains single particle size in the basement membrane, adopt such filler, can improve the rolling of the resistance to marring and the film of optical polyester film, improve heat resistance, increase smooth property, particularly the mist degree influence is less to the optical property of film simultaneously.
Above-mentioned filler can be inorganic particle or organic granular; can be selected from silica, barium sulfate, calcium carbonate, kaolin, alundum (Al, titanium dioxide, crosslinked polystyrene, the polymethyl methacrylate one or more specifically, preferred silica, barium sulfate and crosslinked polystyrene.
The filler of single particle size of the present invention be meant index of refraction close with polyester, average grain diameter is the particulate filler of 2.0 ± 0.5 μ m.
Among the present invention, described basal lamina material is the polymer of binary acid and dihydroxylic alcohols, wherein, binary acid can be the straight chain fat diacid, but mainly is aromatic diacid, as terephthalic acid (TPA), to phenylenediacetic Acid, to naphthalenedicarboxylic acid etc., preferred terephthalic acid (TPA) and to naphthalenedicarboxylic acid, more preferably terephthalic acid (TPA); Dihydroxylic alcohols mainly is that carbon number is 2~4 aliphatic diol, as ethylene glycol, propane diols, butanediol etc., and preferred ethylene glycol and butanediol, more preferably ethylene glycol.Except mentioned component, polyester slice can also be to add a spot of M-phthalic acid, phthalic acid, cyclohexanedimethanol, bisphenol-A or 2, the modified copolyester of materials such as 6-naphthalenedicarboxylic acid.Being fit to polyester slice of the present invention is that inherent viscosity is the terephthalic acid (TPA) of 0.55dL/g~0.80dL/g and the condensation polymer ethylene glycol terephthalate of ethylene glycol, and preferred characteristics viscosity is the ethylene glycol terephthalate of 0.60dL/g~0.70dL/g.
For making film have good operability, the present invention scribbles priming coat in the one side at least of basement membrane.Priming coat of the present invention is that the mode by online coating is coated on the one side at least of basement membrane.Contain two kinds of particulate filler of the adhesive size different in the priming coat with average grain diameter.
Adhesive is as the film forming matter of priming coat, and itself and basement membrane have good adhesiveness, has improved the inertia of basement membrane, and significantly improves processing characteristics.Adhesive can be solvent type, also can be water-based, preferred water-based, the adhesive dispersion emulsion of preferred especially water-based.Suitable adhesive of the present invention can be selected from one or more in polyvinylidene chloride resin, polyacrylate resin, polyurethane resin, mylar, epoxy resin, the polyimide resin.
Contain two kinds of particulate filler of the different size of average grain diameter in the priming coat, the average grain diameter of bulky grain filler is more than 2 times of average grain diameter of granule filler; The average grain diameter of granule filler≤0.1 μ m; The weight ratio of bulky grain filler and granule filler is 1: 1.
The average grain diameter of granular filler is more little, and addition is few more, and is just more little to the optical property influence of film.If be used alone the small particle granular filler, because, just needing to add more granule filler less than the thickness of priming coat, the granular filler average grain diameter just can play anti-zoned effect, can influence the tack of bottom like this; And being used alone the bigger granular filler of average grain diameter, addition is more can be influenced the light transmission of film and the mist degree of film is increased.For this reason, the present invention is used in combination by the different two kinds of particulate filler of size of average grain diameter, solves the problems referred to above.
In being used in combination of the different two kinds of particulate filler of size of above-mentioned average grain diameter, the average grain diameter that requires the bulky grain filler is more than 2 times of average grain diameter of granule filler; The average grain diameter of granule filler≤0.1 μ m; The weight ratio of bulky grain filler and granule filler is less than 1: 1, is because the very thin less than 1 μ m of primer thickness, when the granular filler average grain diameter too little≤2.0 μ m, the priming coat rat is not obvious, can not play smooth effect; The granular filler of big 〉=2.0 μ m can be with the priming coat surface, major part protrusion place of particle and when average grain diameter, film operating small friction between roller like this, cause separating of part granular filler and coating, pair of rollers and film cause undesirable pollution, therefore, the average grain diameter of granular filler is selected very important.Priming coat of the present invention in addition adopts polymer binder; the granular filler of average grain diameter≤0.1 μ m can not influence the optical property of coating basically; simultaneously the optimum performance of polymer binder after as coating material coating film forming regular hour of need delaying time just can present, and the adding of bulky grain filler helps to reach in process of production the time-delay stage protective film priming coat that optimum performance forms.
Filler in the priming coat can be inorganic particle or organic granular; can be selected from one or more formations in silica, barium sulfate, calcium carbonate, kaolin, alundum (Al, titanium dioxide, polystyrene, the polymethyl methacrylate specifically; preferred silica, modified poly (methyl methacrylate), the dispersion emulsion of preferred especially colloidal silica, modified poly (methyl methacrylate).
The process that applies bottom at least one face of basement membrane is to finish in arbitrary step of the method for producing film.One or more of known coating processes such as the method that is used for applying priming coat on basement membrane can be that groove roller coat, rubberizing, rod are coated with, spraying, air doctor blade are coated with, dip-coating.
Can also can be coated in non-stretching polyester film or uniaxial tension polyester film and carry out biaxial stretch-formed afterwards the Biaxially oriented polyester film painting bottom coating.The method of back is commonly referred to online coating.In the present invention, be preferably the method (online coating) of back.
Polyester film can prepare as modes such as coating, co-extrusions by routine techniques.
Among the present invention, basic unit's mylar of optical polyester film basement membrane carries out crystallizing and drying at 150-180 ℃ to be handled, and sends into single screw extrusion machine then, melt extrudes under 260 ℃~300 ℃; The top layer mylar of optical polyester film basement membrane can carry out crystallizing and drying at 150-180 ℃ to be handled, send into single screw extrusion machine and melt extrude, perhaps do not carry out drying and handle, send into double screw extruder and melt extrude, after stretched, 210 ℃~240 ℃ following thermal finalizations.
The optional processing technology known in the art of the present invention, as periosteum technology, flat membrane process, preferred flat membrane process, the basic unit of fusion and top layer polyester fondant go out to the roller of quenching from T pattern coextrusion head, to guarantee the copolyesters quenching to unformed state, stretch orientation obtains thin polymer film then.The stretching of thin polymer film can be the uniaxial tension orientation, also can be biaxial stretch-formed orientation, but preferred polymer films biaxial orientation stretching on two orthogonal directions on plane, to obtain gratifying machinery and physical property.
Among the present invention, online barrier coating coating can be adopted coating methods such as gravure roll coating, nick version roller coat cloth, transferring roller coating or gauge stick coating.
In the primary coat liquid of the present invention, can be added with adhesive, surfactant, antistatic agent, ultraviolet absorber or the like as required.
Biaxially oriented polyester film is wrapped on the bobbin, therefore, is reeled when wide film moves on specifying roller.The basement membrane of Biaxially oriented polyester film of the present invention and other materials can bond well, but if desired, can carry out surface treatment with methods such as sided corona treatment, electron beam irradiation, flame treatment, to obtain better printing or color attached property.
The optical polyester film that adopts the present invention to obtain has sandwich construction, and its haze value is low, has excellent optical property and planarization; Surface of good tack, mechanical performance, heat resistance, surperficial smooth property and printing.Preparation method's technology of optical polyester film provided by the invention is simple, also two-sided linging all has good resistance to marring, rolling and re-workability no matter the product that obtains is the single face linging, is suitable for the deep processing of field of display devices such as LCD, CRT, PDP, EL and high-grade IMD film interior trim manufacture field etc.
The specific embodiment
The invention will be further described below in conjunction with specific embodiment, but protection scope of the present invention is not limited to these embodiment that the present invention mentions.
Embodiment 1
With inherent viscosity is that the polyethylene terephthalate polyester section of 0.65dl/g and crosslinked polystyrene (PS) masterbatch that average grain diameter is 2.5 μ m are cut into slices and mixed, the content that makes final crosslinked polystyrene is 400ppm, with the section that mixes at 170 ℃ of crystallizing and dryings, then the material of advantages of good crystallization is sent into single screw extrusion machine, under 280 ℃ of conditions, melt extrude.
Above-mentioned fused materials by a co-extrusion die head, on the chilling roll with the rotation of melt curtain coating to, is become unformed casting sheet.
This casting sheet is preheating to about 90 ℃, carry out longitudinal stretching with 3.6 longitudinal stretching multiple subsequently, indulging barrier coating on the pulling-on piece then, wherein, the adhesive that the bottom masking liquid adopts is the polyacrylate resin emulsion, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 1.0 μ m and the modified poly (methyl methacrylate) emulsion of equal particle diameter 0.1 μ m, and both weight ratios are 1: 5.
The vertical pulling-on piece that scribbles bottom is delivered in the horizontal stenter, under about 110 ℃ of conditions, the sheet film is stretched to 4.0 times of horizontal original size, polymer film thermal finalization under about 220 ℃ temperature conditions of biaxial stretch-formed orientation.Finally obtain the optical polyester film that thickness is 175um.Survey its performance (seeing Table 1).
Embodiment 2
With inherent viscosity is that the polyethylene terephthalate polyester section of 0.60dl/g and silica masterbatch that average grain diameter is 2.0 μ m are cut into slices and mixed, the content that makes final crosslinked polystyrene is 450ppm, with the section that mixes at 170 ℃ of crystallizing and dryings, then the material of advantages of good crystallization is sent into single screw extrusion machine, under 272 ℃ of conditions, melt extrude.
Above-mentioned fused materials by a co-extrusion die head, on the chilling roll with the rotation of melt curtain coating to, is become unformed casting sheet.
This casting sheet is preheating to about 90 ℃, carry out longitudinal stretching with 3.5 longitudinal stretching multiple subsequently, indulging barrier coating on the pulling-on piece then, wherein, the adhesive that the bottom masking liquid adopts is the polyimide resin emulsion, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 0.1 μ m and the colloidal silica of average grain diameter 0.03 μ m, and both weight ratios are 1: 2.
The vertical pulling-on piece that scribbles bottom is delivered in the horizontal stenter, under about 110 ℃ of conditions, the sheet film is stretched to 3.8 times of horizontal original size, polymer film thermal finalization under about 230 ℃ temperature conditions of biaxial stretch-formed orientation.Finally obtain the optical polyester film that thickness is 100um.Survey its performance (seeing Table 1).
Embodiment 3
With inherent viscosity is that the polyethylene terephthalate polyester section of 0.70dl/g and barium sulfate masterbatch that average grain diameter is 1.5 μ m are cut into slices and mixed, the content that makes final crosslinked polystyrene is 300ppm, with the section that mixes at 170 ℃ of crystallizing and dryings, then the material of advantages of good crystallization is sent into single screw extrusion machine, under 288 ℃ of conditions, melt extrude.
Above-mentioned fused materials by a co-extrusion die head, on the chilling roll with the rotation of melt curtain coating to, is become unformed casting sheet.
This casting sheet is preheating to about 90 ℃, carry out longitudinal stretching with 3.1 longitudinal stretching multiple subsequently, indulging barrier coating on the pulling-on piece then, wherein, the adhesive that the bottom masking liquid adopts is an ester-polyurethane resin emulsion, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 1.0 μ m and the colloidal silica of average grain diameter 0.03 μ m, and both weight ratios are 1: 10.
The vertical pulling-on piece that scribbles bottom is delivered in the horizontal stenter, under about 110 ℃ of conditions, the sheet film is stretched to 3.3 times of horizontal original size, polymer film thermal finalization under about 235 ℃ temperature conditions of biaxial stretch-formed orientation.Finally obtain the optical polyester film that thickness is 75um.Survey its performance (seeing Table 1).
Embodiment 4
Adopt the method in the foregoing description 1 to produce optical polyester film, just when barrier coating on vertical pulling-on piece, the emulsion that adhesive polyurethane resin that primary coat liquid adopts and mylar mix, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 0.1 μ m and the colloidal silica of average grain diameter 0.03 μ m, and both weight ratios are 1: 5.Finally obtain the optical polyester film that thickness is 175um.Survey its performance (seeing Table 1).
Embodiment 5
Adopt the method in the foregoing description 2 to produce optical polyester film, just when barrier coating on vertical pulling-on piece, the adhesive that primary coat liquid adopts is the polynary mixed emulsion based on the polyvinylidene chloride resin, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 1.0 μ m and the colloidal silica of average grain diameter 0.03 μ m, and both weight ratios are 1: 20.Finally obtain the optical polyester film that thickness is 100um.Survey its performance (seeing Table 1).
Embodiment 6
Adopt the method in the foregoing description 3 to produce optical polyester film, just when barrier coating on vertical pulling-on piece, the adhesive that primary coat liquid adopts is a polyester resin emulsion, filler is the modified poly (methyl methacrylate) emulsion of average grain diameter 0.1 μ m and the colloidal silica of average grain diameter 0.03 μ m, and both weight ratios are 1: 5.Finally obtain the optical polyester film that thickness is 125um.Survey its performance (seeing Table 1).
Comparative example 1
With inherent viscosity is that the polyethylene terephthalate polyester section of 0.65dl/g and the polyester masterbatch section that contains 3.7 μ m silica additives mix, the content that makes final silica is 100ppm, with this mixed material at 170 ℃ of crystallizing and dryings, then the material of advantages of good crystallization is sent into single screw rod basis machine, under 280 ℃ of conditions, melt extruded.
On the chilling roll with the rotation of melt curtain coating to, become unformed casting sheet film.
This casting sheet is preheating to about 90 ℃, carries out longitudinal stretching with 3.6 longitudinal stretching multiple subsequently, painting polypropylene acid esters emulsion on vertical pulling-on piece does not contain additive granules in primary coat liquid then.
The vertical pulling-on piece that scribbles bottom is delivered in the horizontal stenter, under about 110 ℃ of conditions, the sheet film is stretched to 4.0 times of horizontal original size, polymer film thermal finalization under about 230 ℃ temperature conditions of biaxial stretch-formed orientation.The thickness of final thin polymer film is 175um.Survey its performance (seeing Table 1)
Comparative example 2
With inherent viscosity be the polyethylene terephthalate polyester section of 0.60dl/g at 170 ℃ of crystallizing and dryings, then the material of advantages of good crystallization is sent into single screw rod basis machine, under 272 ℃ of conditions, melt extrude.
On the chilling roll with the rotation of melt curtain coating to, become unformed casting sheet film.
This casting sheet is preheating to about 90 ℃, carries out longitudinal stretching with 3.5 longitudinal stretching multiple subsequently, then epoxy resin coating bottom on vertical pulling-on piece.
The vertical pulling-on piece that scribbles bottom is delivered in the horizontal stenter, under about 110 ℃ of conditions, the sheet film is stretched to 3.8 times of horizontal original size, polymer film thermal finalization under about 230 ℃ temperature conditions of biaxial stretch-formed orientation.The thickness of final thin polymer film is 100um.Survey its performance (seeing Table 1)
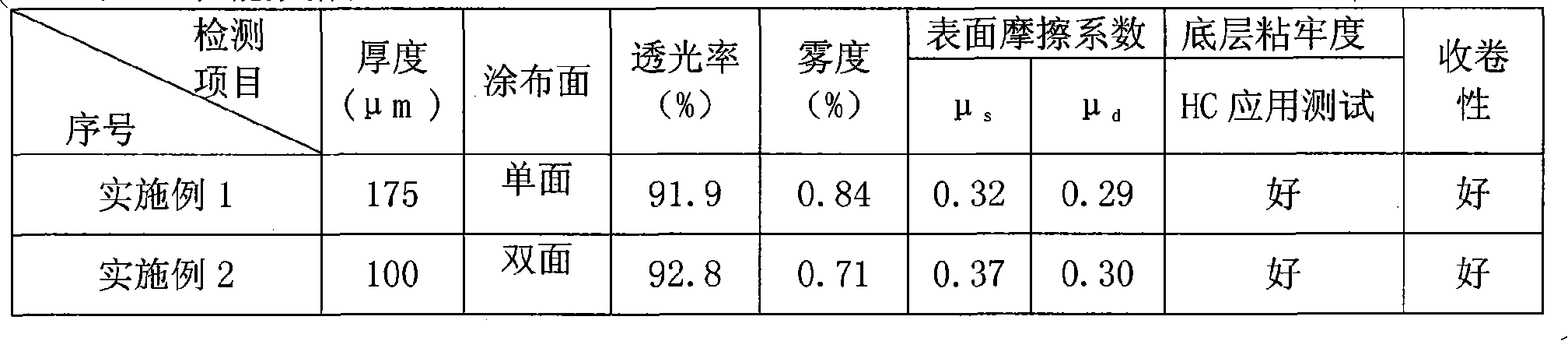
Table 1: performance data table
Every performance detection method in the table:
1. thickness
Rolling film run-out sampling from distance sheet limit 30cm beginning, is got a point along the horizontal every 10cm spacing of film, and till distance another side 30cm, equidistantly interval measurement and write down the thickness of each point is that unit surveys standard value 1 μ m with μ m.
2. light transmittance, mist degree
Test by ASTM D1003 prescriptive procedure.
3. skin-friction coefficient
Test by ASTM D1894 prescriptive procedure.
4. bottom viscosity fastness:
HC is promptly at optical polyester film surface coating hardening coat, after UV solidifies, with hundred lattice methods of testing test hardened layer viscosity fastness.
5. rolling
The no salient point of film volume is: good; Film volume salient point number 〉=1: poor.